Определение
типа производства
Технико-экономическое
сравнение
методов получения
заготовки
Размерный
анализ при
обработке
лавных отверстий
Выбор последовательности
переходов
Расчет
норм времени
Расчет
и проектирование
станочного
приспособления.
расчет режущего
инструмента
Расчет и проектирование
режущего инструмента
Анализ
ситуации
Поиск информации
Описание объекта
Проектирование
компоновки
рабочего места
Навигация
Определение типа производства
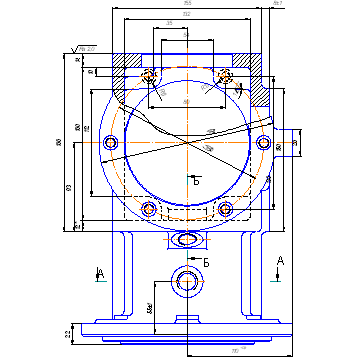
Технологический процесс изготовления корпуса выключателя универсального промышленного робота
79116
знаков
21
таблица
2
изображения
1.3 Определение типа производства
В учебных целях тип производства определяем по таблице 4.1 [1]. При массе детали до 8 кг. и годовой программе выпуска 500 – 5000 дет/год (N = 1200 дет/год) тип производства – среднесерийное.
Для серийного производства рекомендуется групповая форма организации производства, когда запуск деталей осуществляется партиями.
![]() шт. в месяц
(1.5)
шт. в месяц
(1.5)
где а – периодичность запуска деталей, при запуске раз в месяц а = 12.
С учетом типа производства предполагается применение оснастки с механизированным силовым приводом и режущего инструмента со сменными многогранными пластинами.
1.4 Анализ базового варианта технологического процесса
Материал корпуса выключателя – алюминиевый сплав АЛ9–1, по этому заготовку можно получить только методами литья. Наиболее предпочтительными являются литье в оболочковые формы и литье в землю.
В базовом технологическом процессе обработка ведется на универсальном оборудовании, что увеличивает число операций. Применяется унифицированный инструмент и оснастка.
Базовый маршрут обработки детали включает в себя следующие операции:
000 Заготовительная.
005 Токарная.
010 Фрезерная.
015 Фрезерная.
020 Фрезерная.
025 Токарная.
030 Фрезерная.
035 Токарная.
040 Фрезерная.
045 Токарная.
050 Контрольная.
055 Протяжная.
060 Слесарная.
065 Моечная.
070 Контрольная.
075 Окрасочная.
Для максимальной концентрации операций на одном оборудовании предлагается использовать обрабатывающий центр МАНО МС50. Также предлагается применение оснастки с механизированным силовым приводом и прогрессивного режущего инструмента.
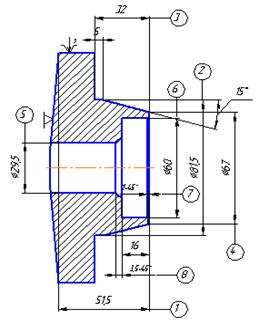
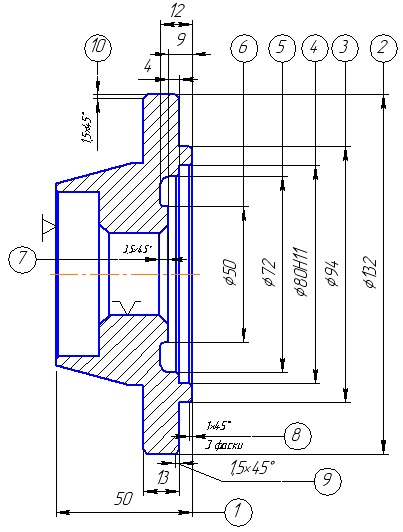
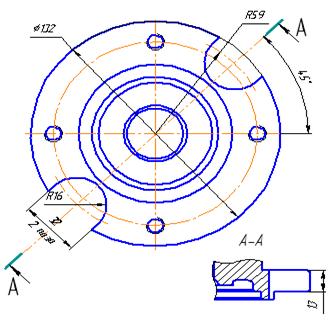
1.5 Выбор и проектирование заготовки
На выбор метода получения заготовки оказывает влияние: материала детали, ее назначение и технические требования на изготовление; объем и серийность выпуска; форма поверхностей и размеры детали.
Оптимальный метод получения заготовки определяет на основании всестороннего анализа названных факторов и технико-экономического расчета технологической себестоимости детали. Метод получения заготовки, обеспечивающий технологичность изготавливаемой из нее детали, при минимальной себестоимости последней считается оптимальным.
Исходя из требований ГОСТ 26645–85 назначаем припуски и допуски на размеры детали и сводим эти данные в таблицу 2.1.
В зависимости от выбранного метода принимаем:
класс точности размеров и масс – 10
ряд припусков – 3.
Припуски на размеры даны на сторону. Класс точности размеров, масс и ряд припусков выбираем по таблице 2.3 [1], допуски по таблице 2.1 [1] и припуски по таблице 2.2 [1].
Таблица №2.1
| Размеры, мм | Допуски, мм | Припуски, мм | Расчет размеров заготовки, мм | Окончательные размеры, мм |
| Ш61,15 | 2,4 | 3,6 | Ш61,15 – (2.3,6)±2,4≈Ш54±2,4 | Ш54±2,4 |
| Ш90 | 2,8 | 3,6 | Ш90+(2.3,6)±2,8≈Ш97±2,8 | Ш97±2,8 |
| Ш94 | 2,8 | 0 | - | Ш94±2,8 |
| Ш84 | 2,8 | 3,6 | Ш84+(2.3,6)±2,8≈Ш91±2,8 | Ш91±2,8 |
| R52 | 3,2 | 0 | - | R52±3,2 |
| Ш66 | 2,8 | 0 | - | Ш66±2.8 |
| 37,7 | 2,2 | 3,2 | 37,7+(2. 3,2)±2,2≈44±2,2 | 44±2,2 |
| 56 | 2,4 | 0 | - | 56±2,4 |
| 10 | 1,8 | 0 | - | 10±1,8 |
| 10 | 1,8 | 2,8 | 10+(2. 2,8) ±1,8≈16±1,8 | 16±1,8 |
| 16 | 2 | 3,2 | 16+3,2±2≈19±2 | 19±2 |
| 32 | 2,2 | 0 | - | 32±2,2 |
| 43 | 2,4 | 3,6 | 43+3,6±2,4≈47±2,4 | 47±2,4 |
| 88 | 2,8 | 0 | - | 88±2,8 |
| 80 | 2,8 | 3,2 | 80+3,2±2,8≈83±2,8 | 83±2,8 |
| 76 | 2,8 | 0 | - | 76±2,8 |
| 92 | 2,8 | 3,2 | 92+(2. 3,2)±2,8≈98±2,8 | 98±2,8 |
| 90 | 2,8 | 0 | - | 90±2,8 |
| 126 | 3,2 | 0 | - | 126±3,2 |
| 44 | 2,4 | 0 | - | 44±2,4 |
| 56 | 2,4 | 0 | - | 56±2,4 |
| 125 | 3,2 | 3,2 | 125+3,2±3,2≈128±3,2 | 128±3,2 |
2) Литейные уклоны назначаем из технических требований и соблюдения единообразия для упрощения изготовления литейной модели и согласно ГОСТ 26645–85 и ГОСТ 8909–88 принимаем литейные уклоны не более 1°.
3) Неуказанные литейные радиусы закруглений углов принимаем равными R=1,5 мм.
4) Определяем коэффициент использования материала Км, по формуле:
![]()
где: m – масса детали, кг;
M – масса заготовки, кг.
Рассчитаем массу заготовки:
![]()
где: γ – плотность материала, г/см3. Для алюминиевого сплава АЛ9–1: γ=2,699 г./см3;
Vз – объем заготовки.
Объем заготовки определяем как алгебраическую сумму объемов простейших тел составляющих заготовку:
Vз = 0,00088 м3
Mзаг.=2,5 кг.
Рассчитаем массу детали:
m = 1,8 кг
Определим коэффициент использования материала:
![]()
Данный метод литья удовлетворяет задаче получения отливки с контуром приближающемся к контуру детали; т.е. с коэффициентом использования Км близким к 1.
Исходя из требований ГОСТ 26645–85 назначаем припуски и допуски на размеры детали и сводим эти данные в таблицу 2.2.
В зависимости от выбранного метода принимаем:
класс точности размеров и масс – 7Т
ряд припусков – 2.
Припуски на размеры даны на сторону. Класс точности размеров, масс и ряд припусков выбираем по таблице 2.3, допуски по таблице 2.1 и припуски по таблице 2.2 [1].
Таблица №2.2
| Размеры, мм | Допуски, мм | Припуски, мм | Расчет размеров заготовки, мм | Окончательные размеры, мм |
| Ш61,15 | 0,8 | 2,0 | Ш61,15 – (2.2,0)±0,8≈Ш57±0,8 | Ш57±0,8 |
| Ш90 | 0,9 | 1,6 | Ш90+(2.1,6)±0,9≈Ш93±0,9 | Ш93±0,9 |
| Ш94 | 0,9 | 0 | - | Ш94±0,9 |
| Ш84 | 0,9 | 2,0 | Ш84+(2.2,0)±0,9≈Ш88±0,9 | Ш88±0,9 |
| R52 | 1 | 0 | - | R52±1 |
| Ш66 | 0,9 | 0 | - | Ш66±0,9 |
| 37,7 | 0,7 | 1,8 | 37,7+(2. 1,8)±0,7≈41±0,7 | 41±0,7 |
| 56 | 0,8 | 0 | - | 56±0,8 |
| 10 | 0,56 | 0 | - | 10±0,56 |
| 10 | 0,56 | 1,6 | 10+(2. 1,6) ±0,56≈13±0,56 | 13±0,56 |
| 16 | 0,64 | 1,5 | 16+1,5±0,64≈19±0,64 | 19±0,64 |
| 32 | 0,7 | 0 | - | 32±0,7 |
| 43 | 0,8 | 2,0 | 43+2,0±0,8≈45±0,8 | 45±0,8 |
| 88 | 0,9 | 0 | - | 88±0,9 |
| 80 | 0,9 | 2,0 | 80+2,0±0,9≈82±0,9 | 82±0,9 |
| 76 | 0,9 | 0 | - | 76±0,9 |
| 92 | 0,9 | 2,0 | 92+(2. 2,0)±0,9≈96±0,9 | 96±0,9 |
| 90 | 0,9 | 0 | - | 90±0,9 |
| 126 | 1 | 0 | - | 126±1 |
| 44 | 0,8 | 0 | - | 44±0,8 |
| 56 | 0,8 | 0 | - | 56±0,8 |
| 125 | 1 | 2,0 | 125+2,0±1≈127±1 | 127±1 |
2) Литейные уклоны назначаем из технических требований и соблюдения единообразия для упрощения изготовления литейной модели и согласно ГОСТ 26645–85 и ГОСТ 8909–88 принимаем литейные уклоны не более 1°.
3) Неуказанные литейные радиусы закруглений углов принимаем равными R=1,5 мм.
4) Определяем коэффициент использования материала Км, по формуле:
![]()
где: m – масса детали, кг;
M – масса заготовки, кг.
Рассчитаем массу заготовки:
![]()
где: γ – плотность материала, г/см3. Для алюминиевого сплава АЛ9–1: γ=2,699 г./см3;
Vз – объем заготовки.
Объем заготовки определяем как алгебраическую сумму объемов простейших тел составляющих заготовку:
Vз = 0,0008 м3
Mзаг.=2,2 кг.
Определим коэффициент использования материала:
![]()
Данный метод литья удовлетворяет задаче получения отливки с контуром приближающемся к контуру детали; т.е. с коэффициентом использования Км близким к 1.
Похожие работы


... на листе 06.М.15.64.01 графической части. 5. Размерный анализ при обработке лавных отверстий Задача раздела – используя размерный анализ технологического процесса провести расчет размерных параметров детали в процессе ее изготовления, при этом техпроцесс изготовления корпуса должен гарантировать изготовление качественных деталей и отсутствие брака при их производстве, содержать минимально ...



... выпусков изделий изготовление их ведется путем непрерывного выполнения на рабочих местах одних и тех же постоянно повторяющихся операций. Определим тип производства при изготовлении детали "картер" массой 6 кг. При разработке новых технологических процессов, когда технологический маршрут механической обработки детали не определен, используют коэффициент серийности , (3.5.1) где tв - такт выпуска ...

... заготовки Штамповка 5. Масса заготовки 2,309 кг. 6. Годовая программа выпуска 15000 7. Режим работы 2 смены 8. Продолжительность смены8 часов 9. Коэффициент загрузки участка 0,4 10.Технологический процесс изготовления детали Таблица 1. Таблица 1 № Наименование операции Тип обору-дования Норма времени Разряд работ Мощность Электродвигателя, (кВт) tшт, мин. tо, ...
... рыночной экономикой. Она приоритетна, потому, что операции с денежными потоками, обеспечивающие платежеспособность, является существенным признаком состояния предприятия. 1.3 Пути повышения рентабельности Основными способами повышения рентабельности являются следующие: - увеличение суммы прибыли от реализации продукции; - снижение себестоимости товарной продукции. Способы увеличения ...
0 комментариев