Организационная часть
Определение численности промышленно-производственного персонала
Организация многостаночной работы
Разработка графика регламента
Определение заделов на линии
Расчет потребной производственной площади
ЭКОНОМИЧЕСКАЯ ЧАСТЬ
Расчет величины капитальных вложений
Расчет калькуляции себестоимости
Определение технико-экономических показателей
Расчет экономического эффекта от предложенных организационно-технических мероприятий
Навигация
Организация многостаночной работы
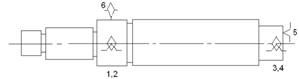
Организация участка механической обработки деталей
41655
знаков
25
таблиц
7
изображений
1.6 Организация многостаночной работы
Возможность многостаночной работы определяется наличием машинно-автоматического времени в составе нормы времени. Нормативное количество станков, которое может обслужить один рабочий – норма обслуживания n0, определяется по формуле:
![]() ,
,
где tма – время машинно-автоматической работы танка, мин;
tзан – время занятости рабочего;
![]() ,
,
где tвсп – вспомогательное неперекрываемое время, мин;
tак – время активного наблюдения (принимается в размере 20% tма);
tпер – время перехода рабочего от станка к станку (при средней скорости продвижения 6 км в час принимается 0,1 мин).
Занесем в табл. 5.
Таблица 1.5
| № операции | tшт | tосн | tвс | tзан | n0 | n0пр |
| 1 | 4,7 | 3,5 | 0,9 | 1,7 | 3,06 | 3 |
| 2 | 5,2 | 4,8 | 0,2 | 1,26 | 4,81 | 4 |
| 3 | 5,6 | 4,7 | 0,6 | 1,64 | 3,87 | 3 |
| 4 | 7,4 | 6,3 | 0,8 | 2,16 | 3,92 | 3 |
| 5 | 8,4 | 7,7 | 0,4 | 2,04 | 4,77 | 4 |
| 6 | 6,3 | 5,6 | 0,4 | 1,62 | 4,46 | 4 |
| 7 | 4,0 | 3,8 | 0,1 | 0,96 | 4,96 | 4 |
| Итого: | 41,6 | 36,4 | 3,4 | 11,38 | 29,84 | 25,00 |
Похожие работы
... , расчёта сметы расходов на содержание и эксплуатацию оборудования, сметы цеховых расходов и сметы затрат на производство на участке, расчета условной цеховой цены изделия. 5.1 Расчёт стоимости основных материалов Потребность в основных материалах, идущих на изготовление деталей, определяют, исходя из чернового веса заготовки и стоимости металла за вычетом стоимости реализуемых отходов. ...
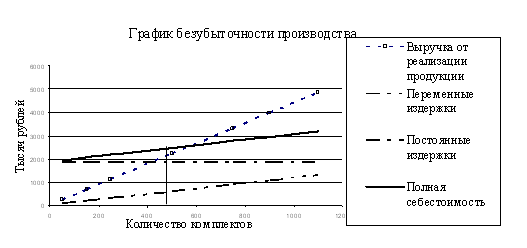
... руб. Таким образом, чистая прибыль составит: ЧП = ВП- Нн- Нпр = 115946679,2 руб. Заключение В процессе работы были выполнены расчеты по вопросам организации и планирования производства для участков механической обработки. Рассчитаны технико-экономические показатели эффективности работы участка: Себестоимость продукции—130571,1 руб. Выручка от реализации составила –1418737488 руб. ...

... требований техники безопасности; Выбор вспомогательных устройств осуществляется в зависимости от типа, формы, массы, материала и размеров деталей, технологических схем оборудования и серийности производства. Для обработки деталей типа тел вращения применяются токарно-винторезные станки. При автоматизации производства необходимо применение станков с ЧПУ, поэтому для обеспечения данного условия ...
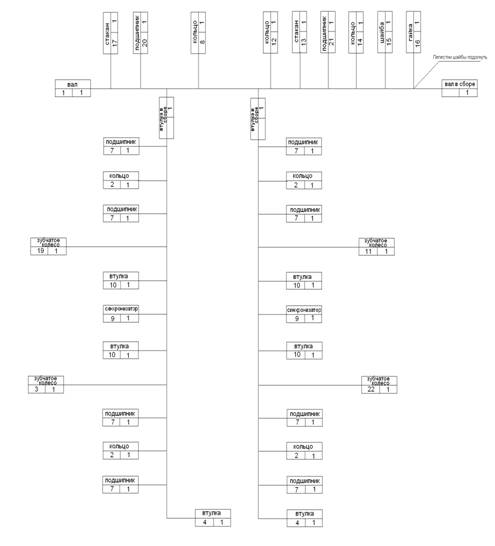
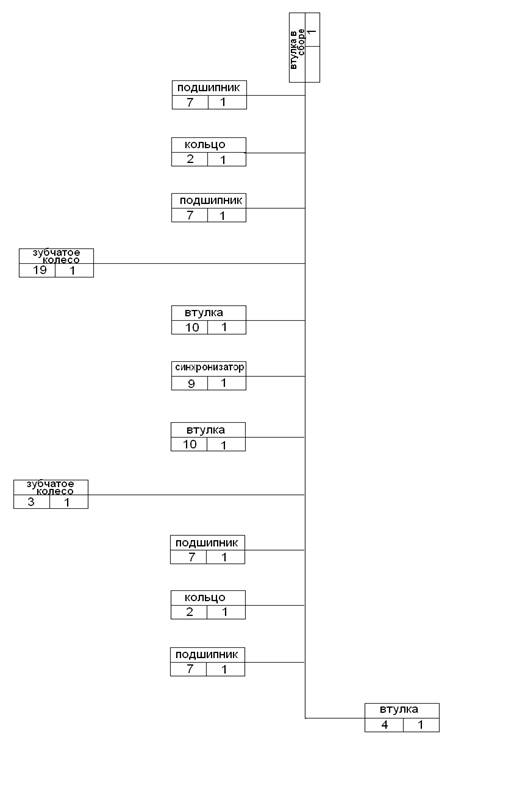

... Исходя из выше перечисленных пунктов соответствия данной сборочной единицы всем нормам технологичности, делаем вывод о том, что конструкция рассматриваемого вала первичного в сборе является технологичной. 3.3 Разработка технологического процесса сборки Таблица 2 - Технологический маршрут сборки № операции Содержание перехода 1. На вал 1 установить стакан 17 2. Напрессовываем на вал 1 ...
0 комментариев