Организационная часть
Определение численности промышленно-производственного персонала
Организация многостаночной работы
Разработка графика регламента
Определение заделов на линии
Расчет потребной производственной площади
ЭКОНОМИЧЕСКАЯ ЧАСТЬ
Расчет величины капитальных вложений
Расчет калькуляции себестоимости
Определение технико-экономических показателей
Расчет экономического эффекта от предложенных организационно-технических мероприятий
Навигация
Организация участка механической обработки деталей
Организация участка механической обработки деталей
41655
знаков
25
таблиц
7
изображений
Федеральное агентство по образованию
Государственное образовательное учреждение
высшего профессионального образования
«Ковровская государственная технологическая академия имени В.А. Дегтярева»
Кафедра Э и УП
Курсовая работа
по дисциплине «Организация производства»
на тему «Организация участка механической обработки деталей»
Руководитель: М.С. Люблинский
Исполнитель: С.В.Клюшникова
ст.гр. ЗЭУт – 107
Ковров 2009
СОДЕРЖАНИЕ
Введение
Задание
1. Организационная часть
1.1 Определение годового фонда времени работы оборудования
1.2 Определение такта ППЛ
1.3 Определение типа производства и выбор метода организации производства
1.4 Определение числа рабочих мест и их загрузки
1.5 Определение численности промышленно-производственного персонала
1.6 Организация многостаночной работы
1.7 Разработка графика регламента
1.8 Определение заделов на линии
1.9 Расчет потребной производственной площади
2. Экономическая часть
2.1 Определение уровня производительности труда
2.2 Планирование фонда заработной платы
2.3 Определение среднемесячной заработной платы
2.4 Определение роста заработной платы основных рабочих
2.5 Расчет величины капитальных вложений
2.6 Определение общепроизводственных расходов
2.7 Расчет (калькуляция) себестоимости.
2.8 Определение потребности в оборотных средствах
2.9 Определение технико-экономических показателей участка
Заключение
Список литературы
Приложение 1
Приложение 2
ВВЕДЕНИЕ
Темой данной курсовой работы является организация участка механической обработки деталей. Для оптимальной организации производственного процесса планируется участок, как переменно-поточная линия. Цель работы заключается в том, чтобы организовать участок, чтобы максимально использовать преимущества ППЛ. К ним относятся следующие:
- принцип непрерывности, минимизация перерывов в обработке изделий, в работе оборудования и рабочих. Для реализации этого принципа рассчитан такт линии, просчитаны заделы на операциях и изменено многостаночное обслуживание.
- принцип прямоточности, обеспечение кратчайшего курса прохождения изделием всех стадий производственного процесса. Для обеспечения этого принципа расположение рабочих мест на участке выстроено по технологической цепочке.
- принцип ритмичности, в равные промежутки времени должен выполняться одинаковый объем работы. Для этого рассчитан такт ППК, составлен график регламента работы участка, определены сменные задания и передаточные партии, а также подобрано нужное количество производственного оборудования.
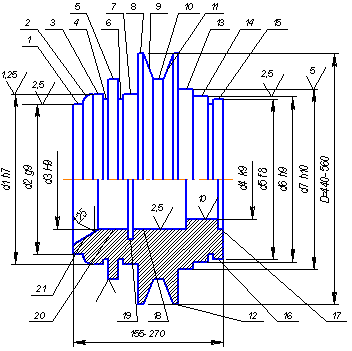
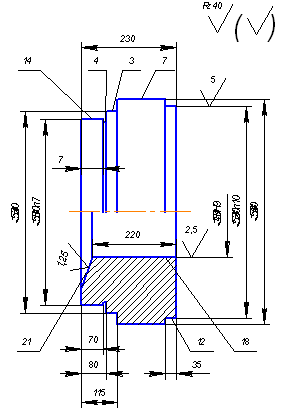
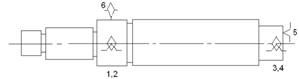
- принцип гибкости, производство должно быстро перестраиваться на выпуск новой продукции. Проектируемый участок может быть переналажен на производство любых изделий типа «тело вращения» с максимальным диаметром до 200 мм.
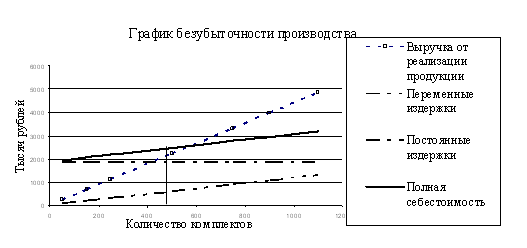
Обеспечение этих принципов дает большой рост производительности и сокращение себестоимости. В курсовой работе также просчитаны экономические показатели участка и рассчитан экономический эффект от внедрения проекта. В сегодняшних условиях современной экономики оптимальная организация производственного процесса является залогом стабильной и прибыльной работы предприятия.
ЗАДАНИЕ К КУРСОВОЙ РАБОТЕ
Спроектировать участок механического цеха.
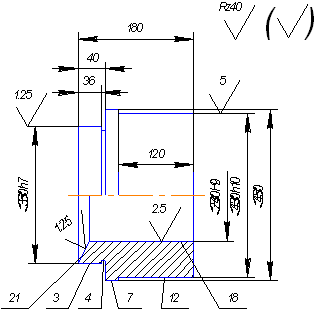
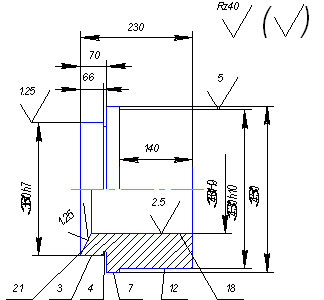
| Наименование детали | втулка |
| Годовая программа выпуска (Nвып) | 100 000 шт. |
| Материал | сталь 12XH3A |
| Вид заготовки | прокат |
| Вес заготовки черновой | 0,165 кг |
| Вес детали чистовой | 0,130 кг |
| Число смен | 2 |
| № | Наименование операции | Разряд работ | Тип оборудования | Трудоемкость | ||
| Тшт | Тосн | Твсп | ||||
| 1. | Токарная | 4 | Токарно-винторезный станок 1А616П (2135х1225); резец 2300-0205 | 4,2 | 3,1 | 0,8 |
| 2. | Токарная | 4 | Токарно-винторезный станок 1А616П (2135х1225); резец, сверло 2141-0552-1 | 6,4 | 5,2 | 0,9 |
| 3. | Фрезерная | 4 | Фрезерный станок 654 (1600х630); фреза 164хзА ГОСТ 2679-61 | 4,8 | 3,6 | 0,9 |
| 4. | Фрезерная | 4 | Фрезерный станок 654 (1600х630) | 7,6 | 6,3 | 0,9 |
| 5. | Слесарная | 3 | верстак; настольно-сверлильный станок НС12А (710х360); сверло 2, метчик м2 | 8,1 | 7,9 | 0,1 |
| 6. | Токарная | 3 | Токарно-винторезный станок 1А616П (2135х1225); резец 2106-0017 | 5,2 | 4,1 | 0,8 |
| 7. | Токарная | 3 | Токарно-винторезный станок 1А616П (2135х1225); резец ; напильник, надфиль 80 №3 | 3,8 | 2,6 | 0,9 |
| Итого: | 40,1 | 32,8 | 5,3 | |||
Коэффициент выполнения норм Квн=1,25.
Коэффициент, учитывающий брак Кбр=1,4.
Коэффициент, учитывающий изменение остатка незавершенного производства Кнп=1,05.
Коэффициент, учитывающий прочие технологические потери Кз=1,09.
Похожие работы
... , расчёта сметы расходов на содержание и эксплуатацию оборудования, сметы цеховых расходов и сметы затрат на производство на участке, расчета условной цеховой цены изделия. 5.1 Расчёт стоимости основных материалов Потребность в основных материалах, идущих на изготовление деталей, определяют, исходя из чернового веса заготовки и стоимости металла за вычетом стоимости реализуемых отходов. ...
... руб. Таким образом, чистая прибыль составит: ЧП = ВП- Нн- Нпр = 115946679,2 руб. Заключение В процессе работы были выполнены расчеты по вопросам организации и планирования производства для участков механической обработки. Рассчитаны технико-экономические показатели эффективности работы участка: Себестоимость продукции—130571,1 руб. Выручка от реализации составила –1418737488 руб. ...

... требований техники безопасности; Выбор вспомогательных устройств осуществляется в зависимости от типа, формы, массы, материала и размеров деталей, технологических схем оборудования и серийности производства. Для обработки деталей типа тел вращения применяются токарно-винторезные станки. При автоматизации производства необходимо применение станков с ЧПУ, поэтому для обеспечения данного условия ...
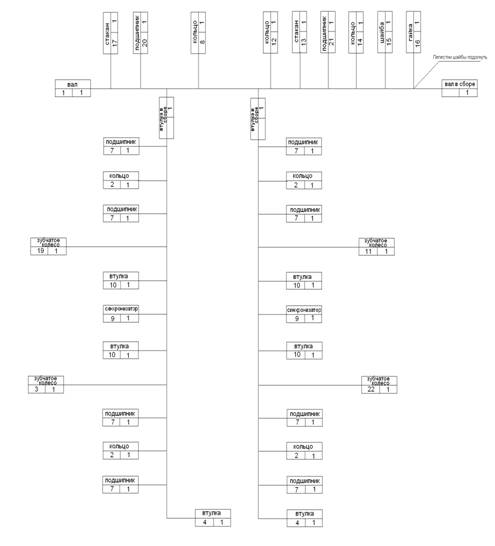
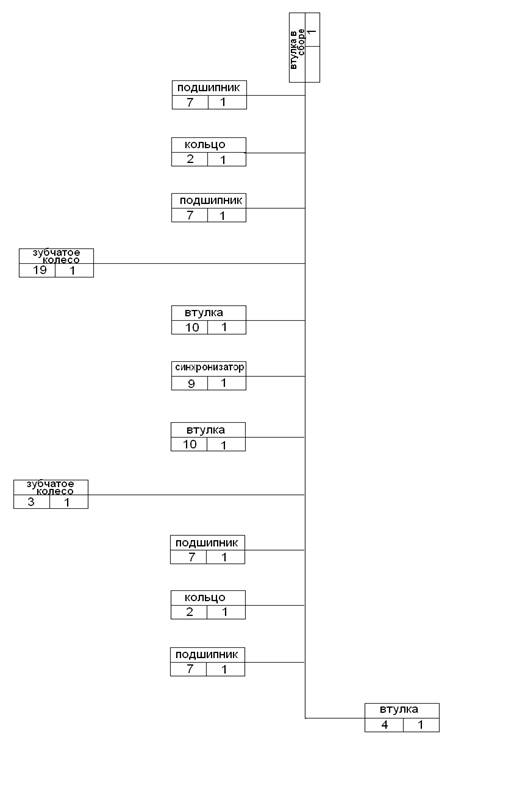

... Исходя из выше перечисленных пунктов соответствия данной сборочной единицы всем нормам технологичности, делаем вывод о том, что конструкция рассматриваемого вала первичного в сборе является технологичной. 3.3 Разработка технологического процесса сборки Таблица 2 - Технологический маршрут сборки № операции Содержание перехода 1. На вал 1 установить стакан 17 2. Напрессовываем на вал 1 ...
0 комментариев