Навигация
2.3 Период стойкости фрезы.
Для фрез торцевых диаметром до 110 мм с пластинками из твердого сплава применяют период стойкости
Т=180 мин [4],
2.4 Скорость резания , допускаемая режущими свойствами инструмента.
Для обработки серого чугуна фрезой диаметром до 110 мм, глубина резания t до 3,5 мм, подаче до 0,1 мм/зуб.
V=203 м/мин [4],
С учетом поправочных коэффициентов Kmv=1; Knv=1; при  ; КБV=1; Kjv=1 [4],
; КБV=1; Kjv=1 [4],
V=V× Kmv× Knv× КБV× Kj=203×1=203 м/мин.
Частота вращения шпинделя, соответствующая найденной скорости резания
 об/мин.
об/мин.
Корректируем по паспорту станка
n=630 об/мин.
Действительная скорость резания
 м/мин.
м/мин.
2.5 Минутная подача Sм=Sz×z×n=0,1×10×630=630 мм/мин. Это совпадает с паспортными данными станка.
3. Мощность, затрачиваемая на резание.
При фрезеровании чугуна с твердостью до НВ229, ширине фрезерования до 85 мм, глубине резания до 1,8 мм, подаче на зуб до 0,13 мм/зуб, минутной подаче до 660 мм/мин
Np=3,8 кВт [4],
3.1 Проверка достаточности мощности станка
Мощность на шпинделе станка Nшп=Nд×h
Nд=7,5 кВт; h=0,8 (по паспорту станка)
Nшп=7,5×0,8=6 кВт.
Так как Nшп=6 кВт >Np=3,8 кВт, то обработка возможна.
4. Основное время
 , мкм
, мкм
где L=l+l1.
Для торцового фрезерования фрезой диаметром 100 мм, ширине фрезерования 80 мм
l1=23 мм [4],
 мин.
мин.
Задание на практическое занятие №5
Выполнить расчет режима резания по таблицам нормативов по заданному варианту.
Исходные данные приведены в таблице 5.
Порядок работы аналогичен предыдущим.
Таблица 5| № | Вид заготовки и ее характеристика | В, мм | l, мм | h, мм | Вид обработки и параметр шероховатости, мкм | Модель станка |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 |
| 1 | Серый чугун СЧ30, НВ200 | 100 | 600 | 5 | Торцовое фрезерование, Ra=12,5 | 6Р12 |
| 2 | Серый чугун СЧ20, НВ210 | 150 | 500 | 4 | Торцовое фрезерование, Ra=1,6 | 6Р12 |
| 3 | Сталь 38ХА, sв=680 Мпа | 80 | 400 | 6 | Торцовое фрезерование, Ra=12,5 | 6Р12 |
| 4 | Сталь 35, sв=360 Мпа | 90 | 480 | 3,5 | Торцовое фрезерование, Ra=1,6 | 6Р12 |
| 5 | Серый чугун СЧ15, НВ170 | 50 | 300 | 3,5 | Цилиндрическое фрезерование, Ra=3,2 | 6Р82Г |
| 6 | Серый чугун СЧ10, НВ160 | 80 | 250 | 1,5 | Цилиндрическое фрезерование, Ra=3,2 | 6Р82Г |
| 7 | Сталь 40ХН, sв=700 Мпа | 70 | 320 | 4 | Цилиндрическое фрезерование, Ra=12,5 | 6Р82Г |
| 8 | Сталь Ст3, sв=600 Мпа | 85 | 600 | 1,5 | Цилиндрическое фрезерование, Ra=3,2 | 6Р82Г |
| 9 | Сталь 40Х, sв=750 Мпа | 10 | 100 | 5 | Фрезеровать паз, Ra=6,3 | 6Р12 |
| 10 | Сталь Ст5, sв=600 Мпа | 12 | 80 | 8 | Фрезеровать паз ,Ra=6,3 | 6Р12 |
| 11 | Серый чугун СЧ20, НВ180 | 20 | 120 | 10 | Фрезеровать паз ,Ra=6,3 | 6Р12 |
| 12 | Серый чугун СЧ20, НВ200 | 15 | 75 | 8 | Фрезеровать паз ,Ra=6,3 | 6Р82Г |
| 13 | Сталь 20Х, sв=580 Мпа | 8 | 110 | 8 | Фрезеровать паз ,Ra=6,3 | 6Р82Г |
| 14 | Сталь 50, sв=750 Мпа | 12 | 120 | 6 | Фрезеровать паз ,Ra=6,3 | 6Р82Г |
| 15 | Бронза Бр АЖН 10-4 НВ170 | 100 | 300 | 4 | Торцовое фрезерование, Ra=12,5 | 6Р12 |
| 16 | Латунь ЛМцЖ 52-4-1, НВ220 | 60 | 180 | 1,5 | Торцовое фрезерование, Ra=1,6 | 6Р12 |
| 17 | Серый чугун СЧ30, НВ220 | 180 | 200 | 4,5 | Торцовое фрезерование, Ra=12,5 | 6Р12 |
| 18 | Серый чугун СЧ20, НВ220 | 110 | 280 | 2,5 | Торцовое фрезерование, Ra=3,2 | 6Р12 |
| 19 | Сталь 30ХНЗА, sв=800 Мпа | 80 | 320 | 5 | Цилиндрическое фрезерование, Ra=12,5 | 6Р82Г |
| 20 | Сталь 30ХН, sв=780 МПа | 115 | 300 | 3 | Цилиндрическое фрезерование, Ra=3,2 | 6Р82Г |
| 21 | Сталь 45, sв=650 МПа | 40 | 280 | 1,8 | Цилиндрическое фрезерование, Ra=1,6 | 6Р82Г |
| 22 | Сталь 20, sв=500 МПа | 35 | 400 | 3,5 | Цилиндрическое фрезерование, Ra=6,3 | 6Р82Г |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 |
| 23 | Силумин АЛ4, НВ50 | 55 | 250 | 4 | Торцовое фрезерование, Ra=6,3 | 6Р12 |
| 24 | Сталь 30ХМ, sв=950 МПа | 70 | 310 | 4,5 | Торцовое фрезерование, Ra=12,5 | 6Р12 |
| 25 | Сталь 18ХГТ, sв=700 МПа | 85 | 350 | 2,5 | Торцовое фрезерование, Ra=3,2 | 6Р12 |
| 26 | Чугун ВЧ60, НВ250 | 120 | 300 | 5 | Торцовое фрезерование, Ra=12,5 | 6Р12 |
| 27 | Сталь 50, sв=900 МПа | 60 | 250 | 6 | Торцовое фрезерование, Ra=6,3 | 6Р12 |
| 28 | Чугун КЧ60, НВ169 | 200 | 450 | 5,5 | Торцовое фрезерование, Ra=3,2 | 6Р12 |
| 29 | Сталь 18ХГТ, sв=700 МПа | 85 | 300 | 4,5 | Цилиндрическое фрезерование, Ra=12,5 | 6Р82Г |
| 30 | Чугун ВЧ38, НВ170 | 65 | 200 | 3 | Цилиндрическое фрезерование, Ra=3,2 | 6Р82Г |
ПРАКТИЧЕСКОЕ ЗАНЯТИЕ №6
Расчет режима резания при нарезании зубьев зубчатых колес
Цель работы: изучить методику расчета режима резания при зубонарезании по таблицам нормативов. Приобрести навыки работы по нормативам.
ОБЩИЕ СВЕДЕНИЯ
Профиль зубьев зубчатого колеса образуется путем удаления материала впадины следующими способами обработки: фрезерованием, строганием, долблением, протягиванием, шевингованием и шлифованием.
Различают два метода нарезания зубьев:
копирования – когда форма режущей кромки инструмента соответствует форме впадины зубчатого колеса (дисковые, пальцевые модульные фрезы, зубодолбежные головки);
обкатки – поверхность зуба получается в результате обработки инструментом, режущие кромки которого представляют собой профиль сопряженной рейки или профиль зуба сопряженного колеса и во время обработки инструмент с заготовкой образуют сопряженную зубчатую пару (червячные фрезы, долбяки, шеверы и др.).
Метод обкатки имеет следующие преимущества по сравнению с методом копирования:
одним и тем же инструментом данного модуля можно нарезать зубчатые колеса с любым числом зубьев;
обеспечивается более высокая точность и низкая шероховатость поверхности зубьев нарезаемого колеса;
достигается более высокая производительность обработки благодаря непрерывности процесса и участию в работе одновременно большего количества лезвий.
Дисковая и пальцевая модульные фрезы представляют собой фасонные фрезы, профиль зуба которых повторяет профиль впадины нарезаемого колеса. Обработка производится по методу копирования. Пальцевые модульные фрезы применяют для получения шевронных и зубчатых колес большего модуля. Главным движением (движением резания) является вращение фрезы вокруг своей оси. Движением подачи является движение фрезы вдоль оси заготовки.
При обработке червячной фрезой (метод обкатывания) движение резания – вращение фрезы, движение подачи – поступательное движение фрезы вдоль оси заготовки.
Зуборезный долбяк выполнен в виде зубчатого цилиндрического колеса и снабжен режущими кромками. Главное движение (движение резания) при зубодолблении – возвратно-поступательное движение долбяка, движений подачи два: движение обкатывания по делительным окружностям долбяка и нарезаемого колеса и радиальное перемещение. Зубодолбление применяют для нарезания наружных и внутренних зубьев прямых и косозубых колес.
Глубина резания при черновом нарезании зубьев (Ra=12,5 мкм), как правило, принимается равной глубине впадины t=h=2,2×m, где m – модуль нарезаемого колеса, мм.
Обычно черновые червячные фрезы профилируются такими, чтобы ими можно было нарезать зубья на полную глубину, но оставляя припуск на окончательную обработку лишь боковым сторонам зуба. Если мощности и жесткости станка недостаточно, припуск на черновую обработку срезают за два прохода: первый проход h=1,4m, второй проход , h=0,7m.
Чистовую обработку в два прохода применяют только при зубодолблении цилиндрических колес дисковыми долбяками с модулем 6 мм и выше при шероховатости выше Ra=1,6 мкм.
Подачи выбирают с учетом качества и точности нарезаемого колеса, мощности станка, модуля и числа зубьев нарезаемого колеса [5].
Скорость резания устанавливают в зависимости от режущих свойств инструмента. Размеров нарезаемого зуба. Глубины резания, подачи и других факторов по таблицам нормативов [5], или по эмпирической формуле [3].
Основное время при зубофрезеровании червячной фрезой , мин
, мин
где z - число зубьев нарезаемого колеса;
n - частота вращения фрезы, об/мин;
S0 – подача фрезы за оборот заготовки, мм/об;
K - число заходов фрезы.
При чистовой обработке применяют однозаходную фрезу, при черновой – многозаходную.
L – величина хода фрезы
L=b+l1,
Где b – ширина венца нарезаемого колеса, мм;
l1 – величина врезания и перебега, мм
Основное время при зубодолблении
 , мин,
, мин,
где m – модуль нарезаемого колеса, мм;
z – число зубьев нарезаемого колеса;
Kд – число двойных ходов в минуту долбяка, дв.ход/мин;
S – круговая подача, мм/дв.ход;
Sp – радиальная подача, мм/дв.ход;
i – число проходов;
h – припуск на обработку, мм.
Пример решения задачи
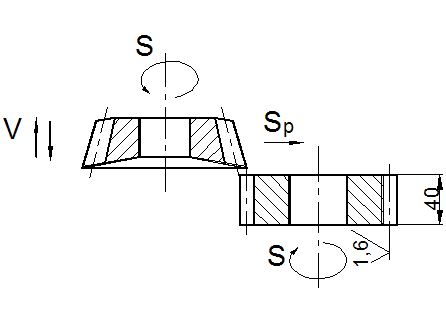
На зубодолбежном станке 5122 нарезают долбяком прямозубое зубчатое колесо модуля m=3 мм с числом зубьев z=40, шириной венца b=40 мм. Обработка чистовая (Ra=1,6 мкм) по сплошному металлу. Материал заготовки – сталь 40Х, твердость НВ190.
Необходимо: выбрать режущий инструмент, назначить режим резания (по таблицам нормативов), определить основное время.
Решение
Эскиз обработки
1. Выбор инструмента
Для зубодолбления цилиндрического колеса принимаем дисковый прямозубый долбяк модуля 3 тип 1 ГОСТ 9323-79 [2] или [3] из быстрорежущей стали Р6М5 [2] или [3].
Угол заточки по передней поверхности зубьев gз=5° [2], [3], [5].
2. Режим резания.
2.1 Круговая подача для станка модели 5122 с мощностью двигателя 3 кВт, т.е. III классификационной группы [5] , для чистовой обработки по сплошному металлу, обработки стали с твердостью до НВ207, при модуле нарезаемого колеса до m=3 мм, S=0,25¸0,3 мм/дв.ход [5].
С учетом поправочных коэффициентов Кms=1 и паспортных данных станка принимаем S=0,25 мм/ дв.ход.
2.2 Радиальная подача.
Sp=(0,1¸0,3)×S [5],
Sp=(0,1¸0,3)×0,25=0,025¸0,075 мм/дв.ход.
С учетом паспортных данных станка принимаем
Sp=0,036 мм/дв.ход.
2.3 Период стойкости долбяка для чистовой обработки Т=240 мин. [3].
2.4 Скорость резания, допускаемая режущими свойствами инструмента. Для чистовой обработки по сплошному металлу, круговой подаче S=0,25 мм/дв.ход и модуле до 4 мм
V=20,5 м/мин.
C учетом поправочных коэффициентов Kmv=1; Kbv=1
Vp=V× Kmv × Kbv=20,5 м/мин.
Число двойных ходов ходов долбяка в минуту , соответствующее найденной скорости резания,
где L – величина хода долбяка, мм
L=b+l1=40+8=48 мм,
Где l1 – перебег долбяка на две стороны.
При ширине венца до 51 мм
l1=8 мм [5],
 мм/дв.ход
мм/дв.ход
В соответствии с паспортными данными принимаем
Кд=200 мм/дв.ход.
Действительная скорость резания
 м/мин.
м/мин.
3. Проверка достаточности мощности станка
3.1 Мощность, затрачиваемая на резание
При чистовой обработке по сплошному металлу для данных условий обработки
N=1,1 кВт [5],
С учетом поправочных коэффициентов KмN=1; KbN=1; KzN=1,1
Np=N× KмN × KbN × KzN=1,1×1×1×1,1=1,21 кВт.
Похожие работы


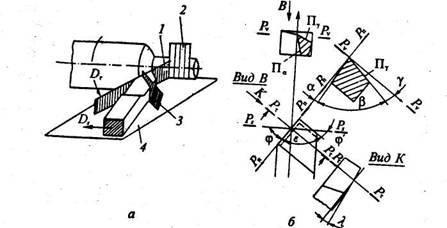
... Примечание. В стандартных обозначениях координатных плоскостей применяются индексы, которые отвечают системе (рис. 13, 14): „і” - в ІСК; „с” - в ССК; „к” - в КСК. Например, Pvc - основная плоскость ССК, Pvk - основная плоскость КСК. В курсе «Теория резания» и технической литературе все обозначения координатных плоскостей в статической системе координат принято применять без индекса „с”. Например ...
... реальную сущность процесса резания. Анализируя книгу С.А. Воскресенского по резанию древесины, Е.Г. Ивановский писал [8], что применение только одного механико-математического метода сдерживает развитие науки о резании. Резание древесины есть одно из самых сложных физических явлений. Именно так надо подходить к его изучению. Такое понимание метода исследования не предполагает открытия новых ...
... при сохранении требуемого качества поверхности и стойкости инструмента[5]. Глава 2. Технологические методы лезвийной обработки 2.1. Поступательная обработка К поступательным видам обработки относятся строгальные, долбежные и протяжные виды обработки. Строгание и долбление - обработка резанием осуществляемая однолезвийным инструментом с возвратно-поступательным главным движением ...



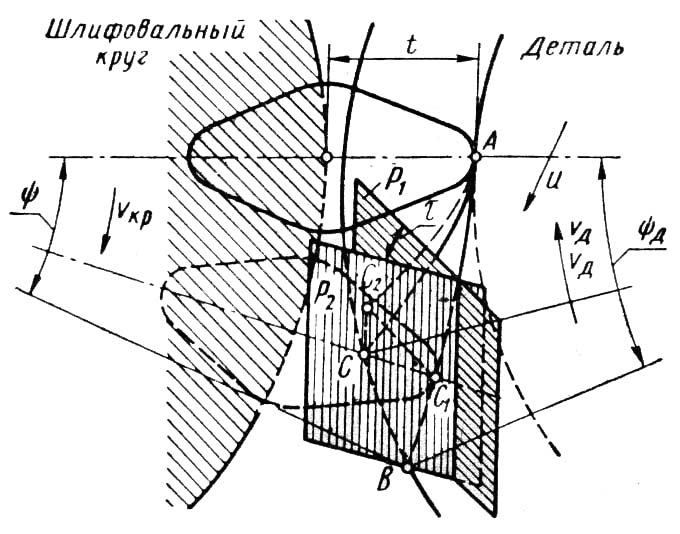

... ” изучает основы резания металлов и включает в себя изучение геометрии инструментов, виды инструментов, физические основы процессов резания, методы формообразования, расчет параметров режимов резания. 1 Анализ процесса формообразования поверхности.1.1 Кинематическая схема обработки и методы формообразования поверхности Кинематическая схема шлифования зубчатого колеса червячным кругом представлена ...
0 комментариев