Навигация
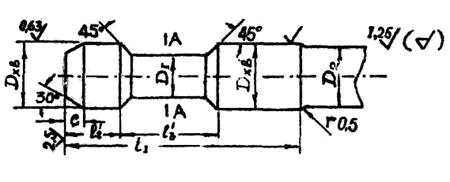
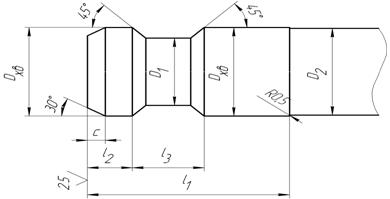
1.7.3 Шейка и переходной конус
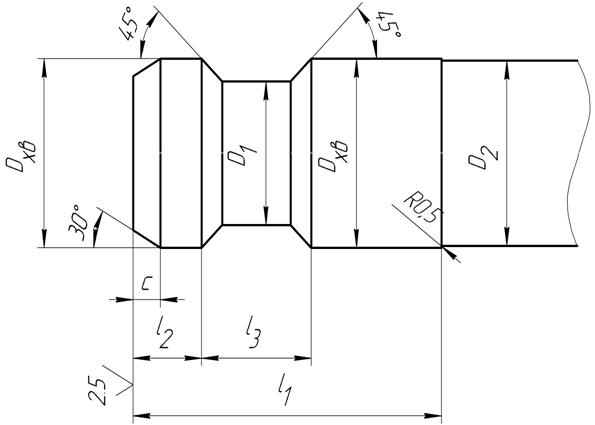
Эти элементы предназначены для соединения хвостовика протяжки с ее рабочей частью. Длина переходной шейки должна обеспечить возможность присоединения протяжки к патрону протяжного станка.
Переходной конус выполняется для обеспечения легкого ввода направляющей протяжки в обрабатываемую втулку. Длина переходного конуса равна 10-20 мм, в зависимости от диаметра. Примем l3=15 мм.
Минимальная длина шейки определяется в зависимости от типа станка и длины обрабатываемой детали.
l2 = lст – l3 – l4, мм,
где lст - минимальный размер от торца хвостовика протяжки до первого режущего зуба (см. табл. 1.6),
l3 – длина переходного конуса, мм,
l4 – длина передней направляющей, мм.
lст =190+L=190+61=251 мм.
l2 = 251 – 15 – 61 = 175 мм.
Рассчитанную длину увеличиваем на 15мм для более свободного оперирования хвостовиком. После увеличения l2 =175+15=190 мм.
Диаметр переходной шейки принимается меньшим чем диаметр хвостовика на 0,3-1 мм с допуском по h14. Диаметр переходной шейки примем равным
31h14 мм. Шейка обрабатывается с чистотой поверхности Ra3,2 и используется для маркировки протяжки и сварки.
1.7.4 Общая длина протяжки
Общая длина протяжки рассчитывается как сумма длин все составных частей протяжки
L= l1+ l2+ l3+ l4 +lш+l5, мм,
где l5 – длина задней направляющей.
L=96+190+15+61+539+45=946 мм
Длина протяжки не должна превышать величины, которые допускаются технологическими возможностями ее изготовления, и параметрами станка . В нашем случае длина протяжки ,которая допускается технологическими возможностями ее изготовления, равна 1300 мм [3, стр.23, табл. 18].
946 ≤ 1300,
следовательно данное условие выполняется.
1.8 Расчет резьбового соединения
Так как шайба будет закреплена двумя винтами,то определим силу, действующую на каждый винт
![]()
где Р - сила резания, которая возникает во время работы черновых зубьев протяжки, в Н,
n – количество винтов.
![]()
Запишем условие прочности на растяжение
![]()
где ![]() - допустимое напряжение на растяжение, в Мпа,
- допустимое напряжение на растяжение, в Мпа,
для стали ст 45 - ![]() =180 Мпа
=180 Мпа
F – площадь поперечного сечения винта, в мм2
![]()
где d1- наружный диаметр винта.
Следовательно

Определи наружный диаметр винтов
![]() мм.
мм.
Принимаем винт М8 – 6g c наружным диаметром резьбы равным 8 мм.
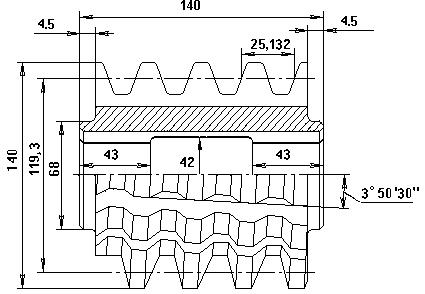
2 РАСЧЕТ КОМБИНИРОВАННОЙ РАЗВЕРТКИ
2.1 Исходные данные для расчета комбинированной развертки
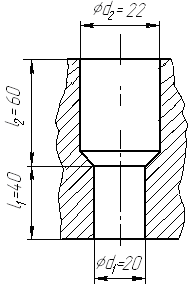
- номинальный диаметр меньшего отверстия D1=20Н7 мм;
- номинальный диаметр большего отверстия D2=28H7 мм;
- длина сверления первой ступени l1=28 мм;
- длина сверления второй ступени l2=35 мм;
- шероховатость обработанного отверстия Ra =2,5 мкм.
Так как диаметр обрабатываемого отверстия меньше 50мм, то развертку выполним цельной [2,стр. 24].
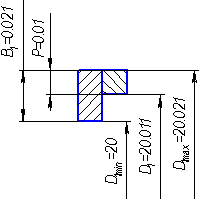
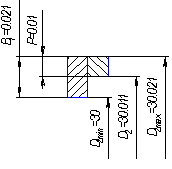
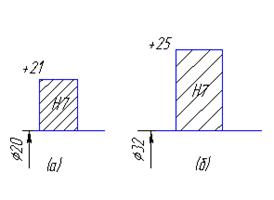
2.2 Диаметр развертки
![]()
где Dimin – минимальный диаметр соответствующей ступени отверстия;
Вi – верхнее предельное отклонение диаметра отверстия;
р – допуск на разбивание отверстия, р=0,015 мм [2,стр. 25].
![]()
![]()
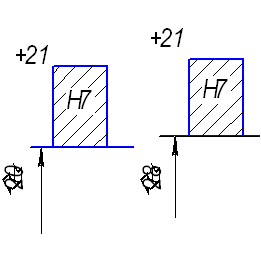
Рисунок 2.1 Схема расположения полей допусков отверстий
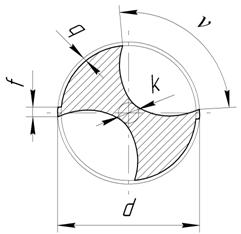
2.3 Геометрические параметры развертки
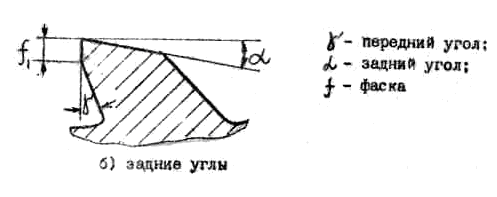
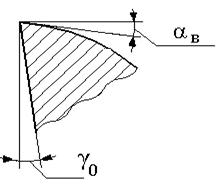
Передний угол для получистовой развертки примем g=0°, а задний угол α=8° [2,стр. 25]. Величина заднего угла выберается одинаковой на режущей и калибрующей частях. На калибрующей части выполняется ленточка f=0.2 мм.
Угол наклона зубьев целесообразно выполнить равным нулю, что упрощает технологию изготовления развертки.
Главный угол в плане φ на заборной части зависит от свойств обработанного материала. Так как обрабатываемым материалом является сталь,то φ=12° [2,стр. 25].
Длина калибрующей части развертки определяется зависимостью
![]()
где ![]() мм – величина калибрующей части стачивания при одной переточке
мм – величина калибрующей части стачивания при одной переточке
![]() - число переточек;
- число переточек;
![]() мм;
мм;
![]() мм.
мм.
длина заборной части ступени
![]() ;
;
где ![]() - минимальный диаметр заборной части;
- минимальный диаметр заборной части;
t – глубина резания принимаем 0.125 мм ;
m2 =1 - 3 мм (в зависимости от диаметра розвертки) [2,стр. 25];
примем для меньшего отверстия m2=2мм;
для большего отверстия m2=3мм;
![]() мм;
мм;
![]() мм;
мм;
тогда
![]() мм;
мм;
![]() мм;
мм;
Длина рабочей части ступени
![]() ;
;
где Lф =1 мм – длина фаски, [2,стр. 25];
Lок =5мм – величина обратного конуса [2,стр. 25];
![]() мм;
мм;
![]() мм.
мм.
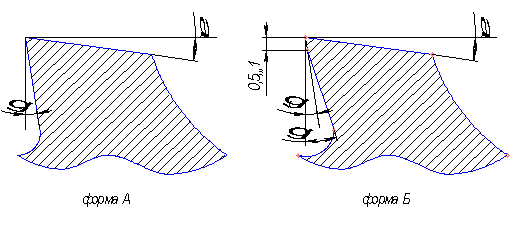
Чтобы исключить повреждение обработанной поверхности при выводе развертки из отверстия, конец калибрующей части необходимо выполнить по радиусу равному 3-5 мм
Число зубьев развертки определяется зависимостью:
![]() ;
;
![]() ;
;
![]() ;
;
принимаем для всех ступеней развертки число зубьев 8 [2,стр. 27, табл. 6].
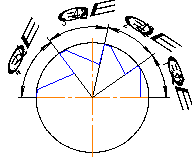
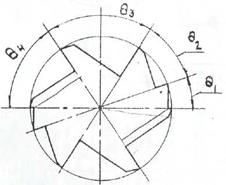
2.4 Распределения зубьев разверткиДля устранения огранки отверстия распределения зубьев развертки должно быть неравномерным, разность между соседними угловыми шагами определяется зависимостью
![]() ,принимаем
,принимаем![]() ;
;
Определим значения угловых шагов
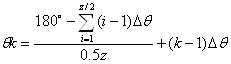

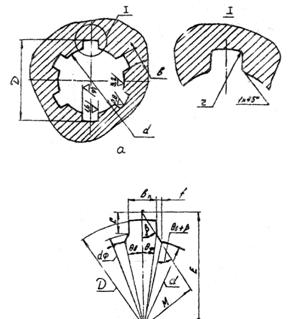
Рисунок 2.2 Распределения зубьев развертки
![]()
![]()
![]()
![]()
![]()
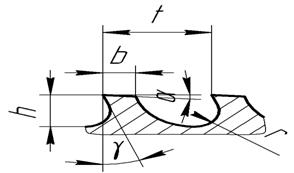
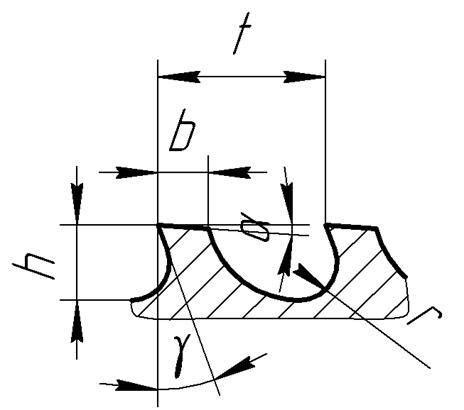
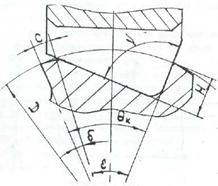
Глубину стружечной канавки целесообразно выполнять переменой, что позволяет использовать для всех стружечных канавок фрезу с постоянным профільнім углом . Тогда глубину канавка можно определить зависимостью
![]()
Где ![]() - угол, соответствующий ширине спинки;
- угол, соответствующий ширине спинки;
ν – угол профиля фрезы, принимаем 90º ;
с – ширина спинки зуба, приведена в таблице
Таблица 2.1 Ширина спинки зуба
| d,мм | Z1-1 | Z2-2 | Z3-3 | Z4-4 |
| 20 | 1.0 | 1.3 | 1.1 | 1.2 |
| 28 | 1.2 | 1.5 | 1.3 | 1.4 |
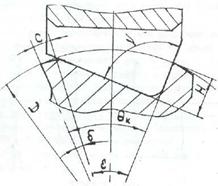
Рисунок 2.3 Размеры стружечной канавки
Угол соответствующий ширине спинки для Ø20 мм
![]()
![]()
![]()
![]()
Тогда глубина стружечной канавки
![]()
![]()
![]()
![]()
Угол соответствующий ширине спинки для Ø28 мм
![]()
![]()
![]()
![]()
Тогда глубина стружечной канавки
![]()
![]()
![]()
![]()
3 РАСЧЕТ ДОЛБЯКА
Похожие работы

... начальной прямой до вершины усиков Заключение Список использованой литературы Введение Целью данного курсового проекта является расчет и проектирование следующих металлорежущих инструментов: протяжка шлицевая, сверло комбинированное и фреза червячная для обработки шлицевого вала. Протягивание является одним из наиболее высокопроизводительных процессов обработки деталей резанием. Высокая ...
... для крепления сверла на агрегатном станке. ПРИЛОЖЕНИЕ Д – Спецификация на патрон. ВВЕДЕНИЕ Целью данного курсового проекта является расчет и проектирование металлорежущих инструментов: протяжка шлицевая, сверло комбинированное и фреза червячная для обработки зубчатых колес. Протягивание является одним из наиболее высокопроизводительных процессов обработки деталей резанием. Высокая ...
ет и проектирование металлорежущих инструментов: протяжка шлицевая, развертка комбинированная и долбяк для обработки зубчатых колес. Протягивание является одним из наиболее высокопроизводительных процессов обработки деталей резанием. Высокая производительность процесса протягивания объясняется тем, что одновременно находится в работе несколько зубьев инструмента с большой суммарной длиной режущих ...
... 4 ПЛАВАЮЩИЙ ПАТРОН ЗАКЛЮЧЕНИЕ СПИСОК ИСПОЛЬЗОВАНОЙ ЛИТЕРАТУРЫ ВВЕДЕНИЕ Целью данного курсового проекта является расчет и проектирование металлорежущих инструментов: протяжка шлицевая, развертка комбинированная и долбяк для обработки зубчатых колес. Протягивание является одним из наиболее высокопроизводительных процессов обработки деталей резанием. Высокая производительность процесса ...
0 комментариев