Навигация
Расчет металлорежущего инструмента (протяжки шлицевой, развертки комбинированной, долбяка для обработки зубчатых колес)
18227
знаков
1
таблица
5
изображений
МІНИСТЕРСТВО ОСВІТИ І НАУКИ УКРАЇНИ
ДОНЕЦЬКИЙ НАЦІОНАЛЬНИЙ ТЕХНІЧНИЙ УНІВЕРСІТЕТ
Механічний факультет
Кафедра: «Металорізальні верстати та інструменти»
КУРСОВИЙ ПРОЕКТ
З дисципліни: «Ріжучі інструменти»
На тему: « Розрахунок металорізального інструмента»
ПК 04.28.17.000.00
Виконавець
Студент гр. МС-02а А.С Яцков
Консультант І.О.Малишко
Нормоконтролер І.В.Кисельова
ДОНЕЦЬК 2005
ЗАДАНИЕ
Обрабатываемый материал чугун НВ 190.
1. Спроектировать долбяк для обработки зубчатых колес m=3,5 мм, z1=30, z2=60, Ст. 7-D.
2. Спроектировать комбинированную развертку для обработки отверстий d1=20Н7 мм, d2=32Н7 мм, l1=40 мм l2=45 мм, Ra=2,5 мкм.
3. Спроектировать протяжку для обработки шлицевой втулки d-10×72×82H8×12D9, l=90 мм, Ra=2.5 мкм.
4. Патрон плавающий для комбинированной развертки
РЕФЕРАТ
Курсовой проект: 27 стр., рис.5 , табл. 2, 4 приложений, 4 источника.
Объект исследования: протяжка шлицевая, развертка комбинированная, долбяк для обработки зубчатых колес,
Цель работы: спроектировать указанные инструменты и приспособления для обработки деталей с заданными размерами и параметрами.
В курсовом проекте приведены расчеты всех параметров и размеров указанных инструментов, выбраны материалы для изготовления инструмента.
Разработаны рабочие чертежи рассчитываемых инструментов.
ПРОТЯЖКА, РАЗВЕРТКА, ЗАГОТОВКА, КАНАВКА, ДОЛБЯК, ХВОСТОВИК, МОДУЛЬ, ДОПУСК, ЗУБ, МАТЕРИАЛ, ПРОФИЛЬ.
СОДЕРЖАНИЯ
СОДЕРЖАНИЯ
1 РАСЧЕТ ШЛИЦЕВОЙ ПРОТЯЖКИ
1 Шаг черновых зубьев
2 Максимально допустимая сила резания
3 Максимальная глубина стружечной канавки по допустимому усилию
4 Подача черновых секций
5 Количество зубьев в черновых секциях
6 Сила протягивания на черновых зубьях
7 Распределения припуска
8 определяем общее число зубьев
9 Общая длина протяжки
10 Геометрия зубьев
2 Расчет комбинированной развертки
1 Исходные данные для расчета комбинированной развертки:
2 Диаметр развертки
3 Геометрические параметры развертки
4 Распределения зубьев развертки
5 Глубина стружечной канавки
6 Хвостовик развертки
3 РАСЧЕТ ДОЛБЯКА
1 Исходные данные
2 Определяем дополнительные данные, необходимые для расчета долбяка
3 Проектный расчет долбяка
4 Проверочный расчет долбяка
4 ПЛАВАЮЩИЙ ПАТРОН
ЗАКЛЮЧЕНИЕ
СПИСОК ИСПОЛЬЗОВАНОЙ ЛИТЕРАТУРЫ
ВВЕДЕНИЕ
Целью данного курсового проекта является расчет и проектирование металлорежущих инструментов: протяжка шлицевая, развертка комбинированная и долбяк для обработки зубчатых колес.
Протягивание является одним из наиболее высокопроизводительных процессов обработки деталей резанием. Высокая производительность процесса протягивания объясняется тем, что одновременно находится в работе несколько зубьев инструмента с большой суммарной длиной режущих кромок. Протягивание позволяет получать поверхности высокой точности (6-го – 8-го квалитетов точности) и низкой шероховатости (Ra=0.63-0.25 мкм).
Наиболее широкое применение получили протяжки для обработки шлицевых отверстий. При центрировании шлицевой втулки на валу, по внутреннему диаметру, для обеспечения более высокой точности центрирования необходимо потягивать одной протяжкой внутренний диаметр, шлицевые канавки и фаски.
Комбинированные развертки используют при обработки ступенчатых отверстий, высокой точности, небольших и средних диаметров, в крупносерийном и массовом производстве.
Долбяки применяют для изготовления прямозубых и косозубых цилиндрических зубчатых колес внутреннего и внешнего зацепления. Зацепление долбяка с зубчатым колесом в процессе нарезания аналогично зацеплению корригированной зубчатой передачи
1 РАСЧЕТ ШЛИЦЕВОЙ ПРОТЯЖКИ
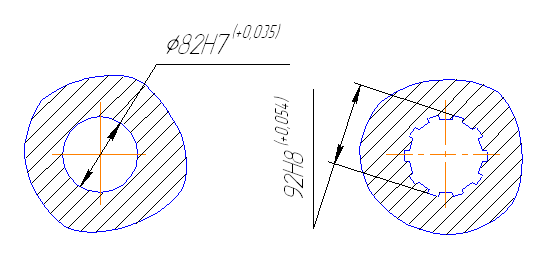
При выборе заготовки для последующего протягивания определяют диаметр и точность предварительно изготовленного отверстия. При центрировании шлицев по наружному диаметру, предварительно обработанное отверстие в дальнейшем не обрабатывается.
Исходные данные для расчета:
- диаметр отверстия до протягивания D0=72 мм;
- наружный диаметр шлицев D=82H8 ![]() мм;
мм;
- внутренний диаметр шлицев d=72 мм;
- число шлицев n=10;
- ширина шлица b=12 D9![]() мм;
мм;
- материал детали Сталь 35 и твердость 130-145 HB;
- длина протягивания l=90 мм;
- шероховатость отверстия Ra=2.5 мкм.
- станок : горизонтально-протяжной, мод. 7Б56; тяговая силаQ=196000 H; максимальная длина хода штока Lmax=1600 мм
Расчет начинаем с установления схемы расположения зубьев на протяжки, группы обрабатываемости и группы качества. Принимаем схемы расположения зубьев ФШ.
Группу обрабатываемости выберем с[2 ст. 200 таб. П1]. Сталь 35 с НВ≤229 относится к 1-й группе обрабатываемости
Группу качества устанавливаем [2 ст. 202 таб. П2] по параметрам шероховатости поверхностей Ra=2.5 мкм относится к 2-й группе качества.
За материал робочей части протяжки принимаем сталь Р6АМ5 [2 ст. 202 таб. П3].
1 Шаг черновых зубьев
Шаг черновых зубьев определяется по формуле
t = 1.9![]() ,
,
где L – длина протягивания (l=110);
![]() (мм).
(мм).
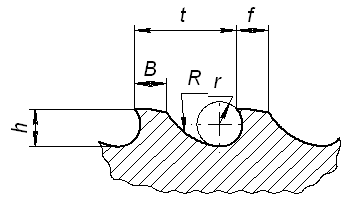
Полученное значение округляем до ближайшего стандартного, выбранного из таблицы П19 [2, ст. 216]. Выписываем размеры профиля зубьев протяжки: t= 18 мм; b= 5.0 мм; h= 8.0 мм; r = 4.0 мм; Fокт = 50.24 мм2; Fпол = 80 мм2. Значение углов резания α и γ принимаем по таблице П5 [2, ст. 207]. Передние углы для всех зубьев γ = 20º, значение задних углов для черновых и переходных зубьев α = 3º, чистовых α = 2º, калибрующих α = 1º.
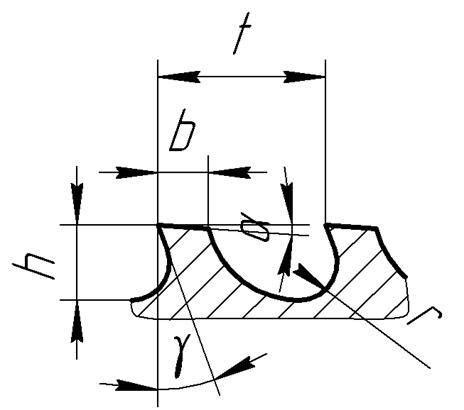
Рисунок 1.1 – Размер профиля зубьев протяжки
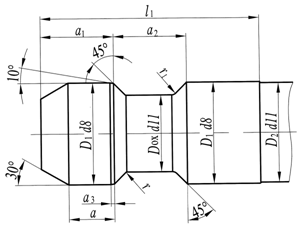
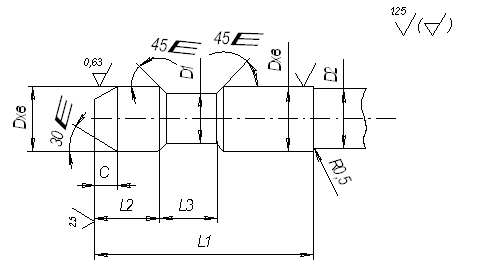
2 Максимально допустимая сила резанияКонструкцию протяжки принимаем с приваренным хвоставиком, материал хвостовика – сталь 45Х. Сила резания, допускаемая прочностью хвостовика в опасном сечении, принимаем [1, ст. 205 таб. П4]. Диаметр хвостовика Dхв принимается равным ближайшему меньшему значению по отношению к D0.
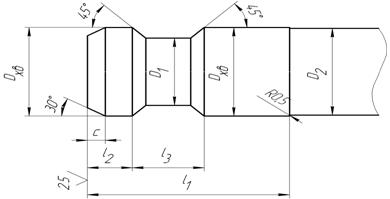
Dхв=70 мм; D1=53 мм; D2=69 мм; l1=190 мм; l2=40 мм; l3=40 мм; c=1,5 мм; [σр]= 300 МПа; Fхв=2206,4 мм2.
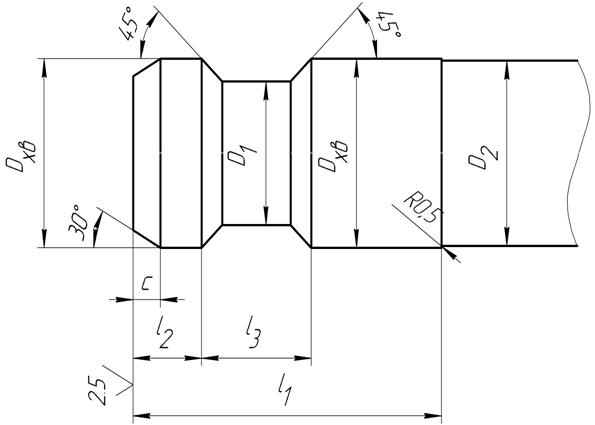
Рисунок 1.2 – Основные размеры хвостовика
Силу, допустимую прочностью переднего хвоставика, рассчитываем по формуле:
![]()
где [s]р – допустимое напрежения при растежении;
Fоп – площядь опасного сечения хвостовика.
![]() (Н)
(Н)
Сила резания допускаемая прочностью опасного сечения по впадине первого зуба определяется из выражения:
Pоп = ,
,
где Dоп – диаметр опасного сечения.
Dоп = D0 – 2h;
Dоп = 72 – 2×8 = 56 (мм);
Pоп = =738902 (Н).
=738902 (Н).
Расчетное тяговое усилие станка 7Б56 [1, с. 13, табл. 7] :
Pст = h×Q,
где h – КПД станка (h=0.9);
Q – тяговое усилие станка (Q= 196000 Н);
Pст = 0.9×196000 = 176400(Н);
За величину максимально допустимой силы резания Pдоп принимаем наименьшее из полученных значений.
Pдоп = Pст = 176400 Н.
3 Максимальная глубина стружечной канавки по допустимому усилию
h[σ]=  ;
;
h[σ]=  = 36,93 (мм).
= 36,93 (мм).
Величина h принятая по таблице меньше h[σ]. Коэффициент заполнения стружечных канавок для стали K= 3.
4 Подача черновых секцийSzч =![]() ;
;
Szч = ![]() (мм);
(мм);
Полученное значение округляем до стандартного Szч= 0.2 мм. Фактический коэффициент заполнения стружечной канавки Kmin :
Kmin= ![]() = 2,79
= 2,79
В случае срезания стружки по групповой схеме резания фасонные зубья группируются в двузубые секции, аналогично шлицевым зубьям, причем первые зубья в каждой секции имеют на боковых сторонах выкружки для разделения стружки по ширине, а вторые выполняются без выкружек, заниженные по диаметру на 0.02 – 0.04 мм.
Таким образом, количество зубьев в черновых секциях принимаем для фасочной части Zчсф =2, шлицевой Zчсш =2.
6 Сила протягивания на черновых зубьяхНа фасочной части:
 ;
;
Значение коэффициентов выбираем по таблице 9,10 [1, с. 17-18]
Cp= 194; x = 0.85; Kγ= 0.85; Kи = 1; Kс = 1.
Zmax=![]() ;
;
Zmax= ![]() = 5;
= 5;
![]() (Н);
(Н);
На шлицевой части:
 ;
;
![]() (Н).
(Н).
7 Распределения припуска
Распределение припуска между равными частями и зубьями протяжки определяется по формулам:
Диаметр DЕ рассчитывается в такой последовательности
![]() где l=10°23°
где l=10°23°
![]()
где bФ – угол фаски bФ = 36°
![]() lЕ=9°25
lЕ=9°25
![]() (мм)
(мм)
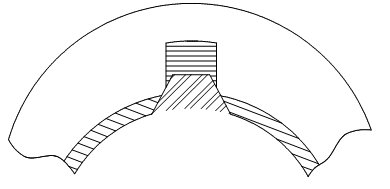
Для граничного получения фаски во впадинах шлицевого отверстия теоретический диаметр фасочного зуба увеличивается:
![]() (мм)
(мм)
припуск на фасочные зубья :
![]() (мм)
(мм)
припуск на шлицевые зубья:
![]() (мм)
(мм)
![]() (мм)
(мм)
припуск на переходные и чистовые зубья по [2 ст.210 таб. П23] Аш.п =0.24 мм Аш.ч =0.08 мм определи припуск на черновые зубя протяжки
![]() мм
мм
найдем число групп черновых зубьев i0
![]()
![]()
так как Аост>2Sп1 то добавляем еще один зуб с подъемом 0.1 , тогда iф = 4
![]()
![]()
так как Аост>2Sп1 то добавляем еще один зуб с подъемом 0.17 , тогда iш = 20
8 Определяем общее число зубьев![]()
число шлицевых и фасочних зубьев по формуле
![]()
![]()
![]()
Число шлицевых переходных зубьев из таблицы П23 [2 ст. 220] zш.п =4, скорректированное число переходных зубьев за счет остаточного припуска zш.п =6, Число шлицевых чистовых зубьев zш.ч =2,число калибрующих zш.к =3
Тогда ![]()
![]()
подъем переходных зубьев шлицевой части принимаем по таблицы П23 [2 ст. 220] Sп1=0,08 мм.
подъем чистовых зубьев шлицевой части принимаем по таблицы П22 [2 ст. 219] Sч1=0,02 мм.
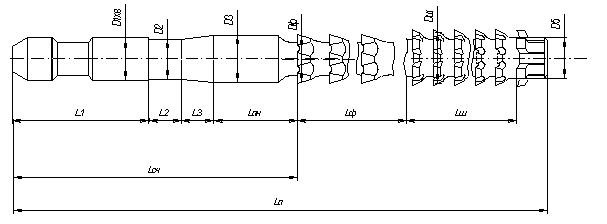
9 Общая длина протяжки
Общая длина комбинированной протяжки равна сумме длин составных частей.
L=Lр + L1 + lзн
Длина режущей части протяжки ![]()
![]() ,
,
где: ![]() – длина фасочной части;
– длина фасочной части;
![]() ; – длина шлицевой части
; – длина шлицевой части
![]()
Диаметр и длина передней направляющей
![]() .
.
Т.к. ![]() – то длина передней направляющей
– то длина передней направляющей
![]() .
.
Длина переходного конуса
Выбирают из таблицы П28 [1, с. 225] ![]() .
.
Расстояние от переднего торца протяжки до первого зуба
Определяют по формуле:
![]() ,
,
где: ![]() – принимают в зависимости от диаметра хвостовика:
– принимают в зависимости от диаметра хвостовика:
![]() ,
, ![]() – для протяжного станка 7Б57;
– для протяжного станка 7Б57;
![]() ;
;
![]() .
.
Диаметр и длина задней направляющей
Выбираются по таблице П29 [1, с. 225]
![]() ;
;
![]() .
.
Общую длину протяжки определяем по формуле
![]() ;
;
Округляем ![]() до
до ![]() за счет заднего направления
за счет заднего направления ![]() .
.
На вершинах калибрующих зубьев выполняется цилиндрическая ленточка f = 0.2-0.3 мм. Вспомогательный угол в плане на шлицевых зубьях φ = 1.5º![]() с лентой по боковой поверхности fб = 0.8-1.0 мм выполняется на тех зубьях, высота шлицевых выступов которых не менее 1.2-1.3 мм. На первых зубьях черновых и переходных секций выполняются выкружки. Радиус выкружек определяется графически, при этом их глубина должна быть не менее 3Szч.
с лентой по боковой поверхности fб = 0.8-1.0 мм выполняется на тех зубьях, высота шлицевых выступов которых не менее 1.2-1.3 мм. На первых зубьях черновых и переходных секций выполняются выкружки. Радиус выкружек определяется графически, при этом их глубина должна быть не менее 3Szч.
2 Расчет комбинированной развертки
1 Исходные данные для расчета комбинированной развертки
- номинальный диаметр меньшего отверстия D1=20Н7+0.21 мм;
- номинальный диаметр большего отверстия D2=32H7+0.25 мм;
- длина сверления первой ступени l1=40 мм;
- длина сверления второй ступени l2=45 мм;
В зависимости от диаметра обрабатываемого отверстия развертку выполним цельной
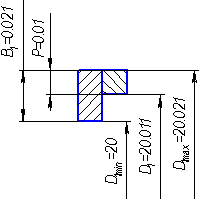
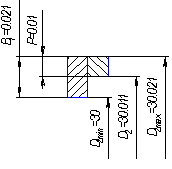
2 Диаметр развертки![]()
где Dimin – минимальный диаметр соответствующей ступени отверстия;
Вi – верхнее предельное отклонение диаметра отверстия;
р – допуск на разбивание отверстия, р=0,02 мм
![]()
![]()
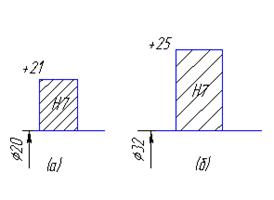
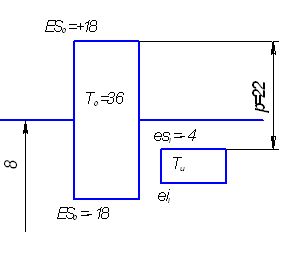
Рисунок 2.1 Схема расположения полей допусков отверстий
3 Геометрические параметры развертки
Передний угол для чистовой развертки приймемо g=0°, а задний угол α=6°. Величина заднего угла выберется одинаковой на режущей и калибрующей частях. На калибрующей части выполняется ленточка f=0.2 мм.
Угол наклона зубьев целесообразно выполнить равным нулю, что упрощает технологию изготовления развертки.
Главный угол в плане φ на заборной части зависит от свойств обработанного материала, тому φ=12°
Длина калибрующей части развертки определяется зависимости
![]()
где ![]() мм – величина калибрующей части стачивания при одной переточки
мм – величина калибрующей части стачивания при одной переточки
![]() - число переточек;
- число переточек;
![]() мм
мм
![]() мм
мм
длина заборной части ступени
![]()
где ![]() - минимальный диаметр заборной части;
- минимальный диаметр заборной части;
t – глубина резания принимаем 0.2 мм
m2 =2 мм
![]() мм
мм
![]() мм
мм
тогда
![]() мм
мм
![]() мм
мм
Длина рабочей части ступени
![]()
где Lф =1 мм – длина фаски.
![]() мм
мм
![]() мм
мм
Чтобы исключить повреждение обработанной поверхности при выводе развертки и отверстия, конец калибрующей части необходимо выполнить по радиусу равному 3-5 мм
Число зубьев развертки определяется зависимостью:
![]()
![]()
![]()
принимаем для всех ступеней развертки число зубьев 8
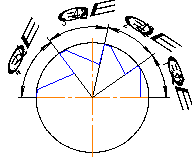
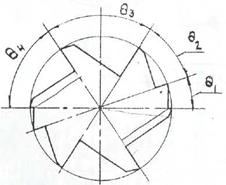
4 Распределения зубьев разверткиДля устранения огранки отверстия распределения зубьев развертки должно быть неравномерным, разность между соседними угловыми шагами определяется зависимостью
![]() Принимаем 6
Принимаем 6
Определим значения угловых шагов
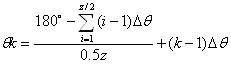
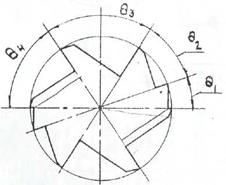
Рисунок 2.2 Распределения зубьев развертки
![]()
![]()
![]()
![]()
![]()
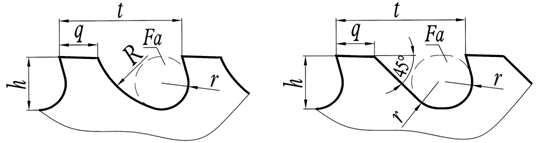
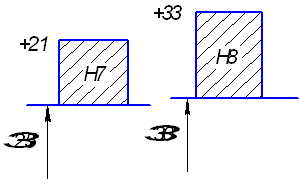
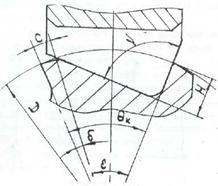
Глубина стружечной канавки целесообразно выполнять переменой, что позволяет использовать для всех стружечных канавок фрезу с постоянным угол. Тогда глубину канавка можно определить по зависимостью
![]()
Где ![]() - угол, соответствующий ширине спинки;
- угол, соответствующий ширине спинки;
ν – угол профиля фрезы принимаем 90º ;
с – ширена спинки зуба, приведена в таблицы
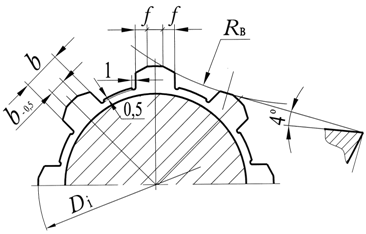
Таблица Размер стружечной канавки
| Стружечная канавка | Z1-1 | Z2-2 | Z3-3 | Z4-4 |
| с | 1.0 | 1.3 | 1.1 | 1.2 |
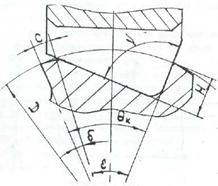
Рисунок 2.3 Размеры стружечной канавки
Угол соответствующий ширине спинки для Ø20
![]()
![]()
![]()
![]()
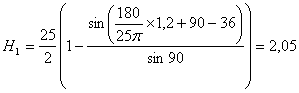
Тогда глубина стружечной канавки
![]()
![]()
![]()
![]()
Угол соответствующий ширине спинки для Ø32
![]()
![]()
![]()
![]()
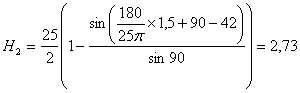
Тогда глубина стружечной канавки
![]()
![]()
![]()
![]()
Хвостовик комбинирующей развертки берем цилиндрический диаметром 20 мм. Для того что бы можно было закреплять инструмент в плавающем патроне, так в отверстия есть ошибка изготовления, а инструмент надо установить по центру. С помощью конического хвостовика, который закрепляет инструмент жестко, невозможно.
3 РАСЧЕТ ДОЛБЯКА
1 Исходные данные
Модуль колеса m=3.5 мм
Профильный угол α=20º
Число зубев
Шестерни Z1=30
Колеса Z2=60
Степень точности нарезаемых колес 7-D
Угол наклона зубьев на делительной окружности β=0
Материал детали сталь 35
Диаметры делительных окружностей
dд1=105 мм
dд2=210 мм
Диаметры окружностей выступов
Dа1=112 мм
Dа2=217 мм
Диаметры окружностей впадин
Df1=96.2 мм
Df2=201.2 мм
Диаметры основных окружностей
Do1=105 мм
Do2=210 мм
Толщина зуба на делительной окружности
S1=S2=5.5 мм
Межцентровое расстояния передачи A=157.5 мм
Похожие работы
... инструмента в плавающем патроне, так как у отверстия есть погрешность изготовления, а инструмент надо установить по центру. С помощью конического хвостовика, который закрепляет инструмент жестко, это осуществить невозможно. 3 РАСЧЕТ ДОЛБЯКА 3.1 Исходные данные для проектирования долбяка - модуль колес mк=3.75 мм; - профильный угол aк=; - числа зубьев шестерни Z1=25 и колеса Z2=40; ...
ет и проектирование металлорежущих инструментов: протяжка шлицевая, развертка комбинированная и долбяк для обработки зубчатых колес. Протягивание является одним из наиболее высокопроизводительных процессов обработки деталей резанием. Высокая производительность процесса протягивания объясняется тем, что одновременно находится в работе несколько зубьев инструмента с большой суммарной длиной режущих ...
... расчета долбяка 2. Проектный расчет долбяка 3. Проверочный расчет долбяка Заключение Список использованной литературы Введение Целью курсового проекта является расчет и проектирование металлорежущих инструментов: протяжка шлицевая, развертка комбинированная и долбяк для обработки зубчатых колес. Протягивание является одним из наиболее высокопроизводительных процессов обработки деталей ...
вается при обеспечении оптимальных элементов конструкций и режимов резания, качественном изготовлении протяжек правильной эксплуатации. При проектировании зуборезных инструментов, помимо решения общих вопросов, связанных с оформлением режущих инструментов, важным моментом является правильное определение и технологическое воспроизводство режущих кромок. Последнее обуславливает точность получения ...
0 комментариев