Навигация
1.2.2 Выбор материала протяжки
Материал режущей части протяжки выбирается в зависимости от обрабатываемого материала, его физико-механических свойств, типа протяжки, характера производства. В данном случае материалом режущей части протяжки является быстрорежущая сталь Р6М5, материалом стержня протяжки является сталь 40ХМ [3,стр. 7,табл. 1].
1.3 Выбор типа хвостовика и его размеров
Тип хвостовика и его размеры выбирают в зависимости от вида патрона протяжного станка, преимущество следует отдавать быстросменным патронам.
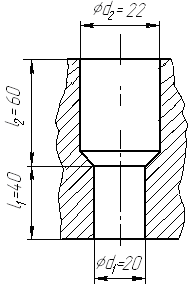
Диаметр хвостовика должен быть меньше диаметра предварительно обработанного отверстия D0 не менее, чем на 0,3 мм для свободного входа хвостовика в деталь.
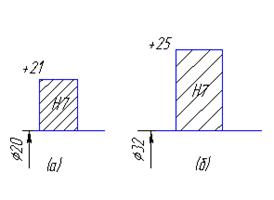
Do=35F7 мм;
![]() мм, принимаем
мм, принимаем ![]() мм [3, стр.8, табл.2].
мм [3, стр.8, табл.2].
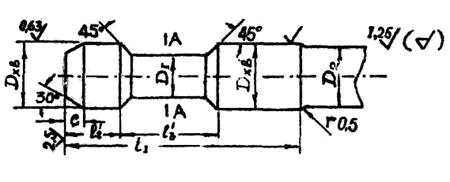
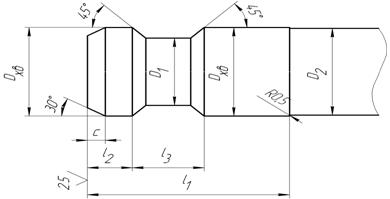
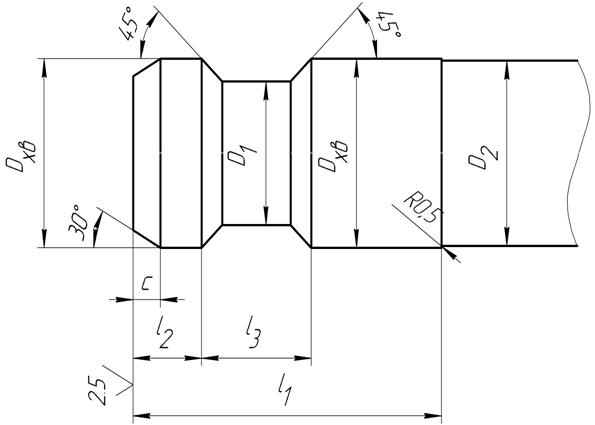
Таблица 1.1 – Основные размеры хвостовиков под быстросменные патроны, в мм
| D1 | D2 | a | a1 | a2 | r | r1 | a3 | Fox | l1 |
| 32 | 25 | 20 | 32 | 32 | 0.4 | 1.6 | 1.0 | 490.9 | 96 |
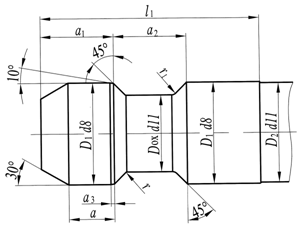 |
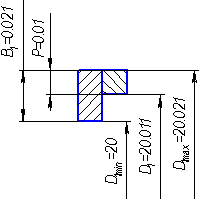
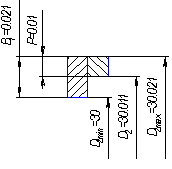
Рисунок 1.1 - Основные размеры хвостовика протяжки
1.4 Определение профиля и геометрических пораметров зубьев протяжки
1.4.1 Выбор размеров и профиля стружечных канавок
У протяжек шаг черновых и переходных зубьев на всех частях протяжки принимается одинаковым и равным
![]() , мм
, мм
где L – длина обрабатываемой втулки;
К =1,9- для групповой схемы резания [3,стр.8].
![]() мм.
мм.
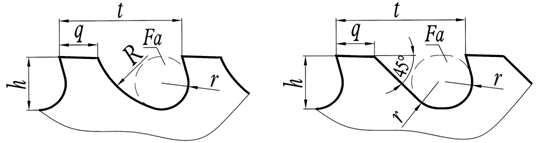 |
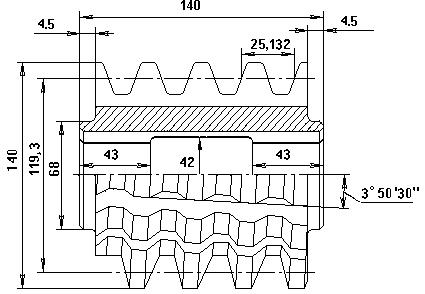
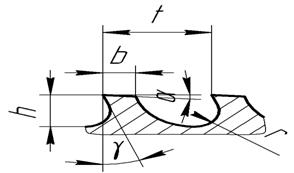
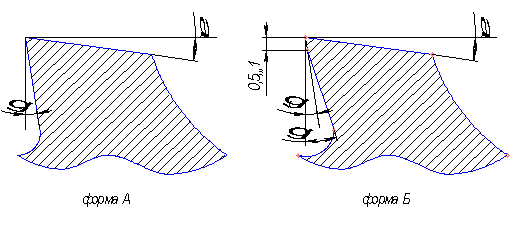
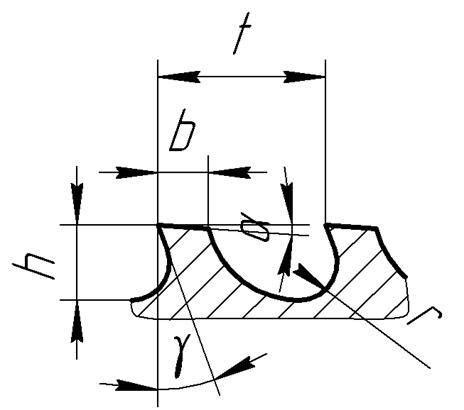
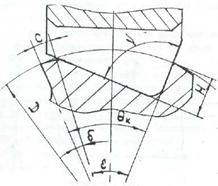
Рисунок 1.2 – Форма и размеры профиля зубьев протяжки
Таблица 1.2 – Размеры профилей зубьев протяжки в (мм).
| t | h | r | q | R | Fa |
| 11 | 4.5 | 2.25 | 4 | 7 | 15.9 |
Для обеспечения нормальной работы протяжки без вибраций и удовлетворительного качества обработанной поверхности должно выполняться неравенство
2 £ Zодн £ 6...7,
где ![]() - количество одновременно работающих зубьев
- количество одновременно работающих зубьев
![]()
![]()
Целая часть показывает минимальное количество одновременно работающих зубьев Zmin, а величина Zmax = Zmin+1 – максимальное количество одновременно работающих зубьев.
![]()
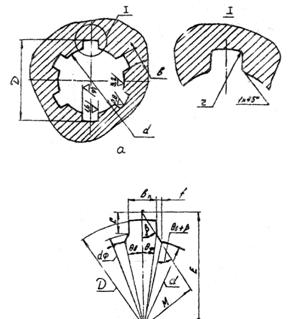
1.4.2 Выбор геометрических параметров протяжки
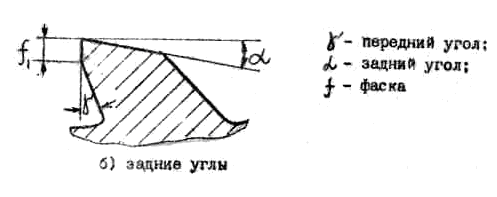
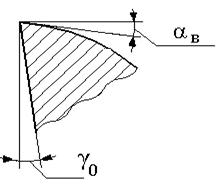
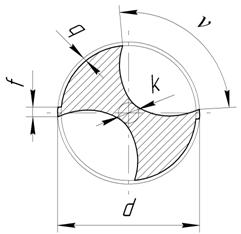
Величины передних углов зубьев протяжки зависят от обрабатываемого материала [3, стр.10, табл.4]. Передний угол g влияет на усилие протягивания, чистоту обработанной поверхности и стойкость протяжки. Для черновых и переходных зубьев величина переднего угла выбирается в зависимости от обрабатываемого материала.
Задний угол a выбирается в зависимости от точности обработки [3, стр.10, табл.4]. Задний угол a служит для уменьшения трения задней поверхности зуба об обрабатываемую поверхность. С увеличением заднего угла уменьшается величина износа по задней поверхности зуба протяжки. Однако с увеличением заднего угла ослабляется режущая кромка и ухудшается отвод тепла от зуба протяжки; это ограничивает величину заднего угла. Кроме того, величина заднего угла на черновых зубьях ограничена тем, что при значительных величинах задних углов протяжка быстро теряет диаметральные размеры после перетачивания по передней поверхности.
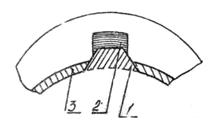
На калибрующих зубьях, для которых важно сохранить поперечные размеры, задний угол меньше, чем в черновых. Кроме того, для сохранности размера при перетачиваниях на задних гранях калибрующих зубьев у протяжек для внутреннего протягивания шлифуют цилиндрические ленточки шириной f=0,2-0,6 мм. Калибрующие зубья протяжек для цилиндрических отверстий допускается изготовливать без ленточек.
Таблица 1.3 – Геометрические параметры протяжек группового резания
| Вид зубьев | Передние углы g в зависимости от обрабатываемого материала | Задние углы a в зависимости от точности обработки |
| Сталь 38ХМ | 10-й квалитет и ниже | |
| св. HB 180 | ||
| Черновые, переходные | 15° | 3° |
| Чистовые | 5° | 2° |
| Калибрующие | 5° | 2° |
Похожие работы

... начальной прямой до вершины усиков Заключение Список использованой литературы Введение Целью данного курсового проекта является расчет и проектирование следующих металлорежущих инструментов: протяжка шлицевая, сверло комбинированное и фреза червячная для обработки шлицевого вала. Протягивание является одним из наиболее высокопроизводительных процессов обработки деталей резанием. Высокая ...
... для крепления сверла на агрегатном станке. ПРИЛОЖЕНИЕ Д – Спецификация на патрон. ВВЕДЕНИЕ Целью данного курсового проекта является расчет и проектирование металлорежущих инструментов: протяжка шлицевая, сверло комбинированное и фреза червячная для обработки зубчатых колес. Протягивание является одним из наиболее высокопроизводительных процессов обработки деталей резанием. Высокая ...
ет и проектирование металлорежущих инструментов: протяжка шлицевая, развертка комбинированная и долбяк для обработки зубчатых колес. Протягивание является одним из наиболее высокопроизводительных процессов обработки деталей резанием. Высокая производительность процесса протягивания объясняется тем, что одновременно находится в работе несколько зубьев инструмента с большой суммарной длиной режущих ...
... 4 ПЛАВАЮЩИЙ ПАТРОН ЗАКЛЮЧЕНИЕ СПИСОК ИСПОЛЬЗОВАНОЙ ЛИТЕРАТУРЫ ВВЕДЕНИЕ Целью данного курсового проекта является расчет и проектирование металлорежущих инструментов: протяжка шлицевая, развертка комбинированная и долбяк для обработки зубчатых колес. Протягивание является одним из наиболее высокопроизводительных процессов обработки деталей резанием. Высокая производительность процесса ...
0 комментариев