Навигация
Расчет допуска на ширину шлицев протяжки
34604
знака
7
таблиц
9
изображений
1.6.3 Расчет допуска на ширину шлицев протяжки
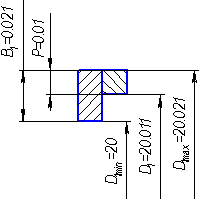
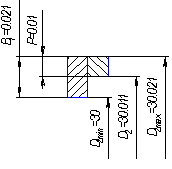
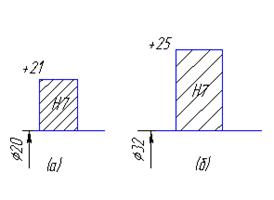
Ширина шлицев на протяжке должна обеспечить ширину паза шлицевой втулки в пределах поля допуска. Во время работы происходит разбивание паза. поэтому допуск на изготовление шлицев протяжки не совпадает с допуском на ширину паза шлицевой втулки. Взаимное расположение полей допусков паза и шлица протяжки показано на рис. 1.3.
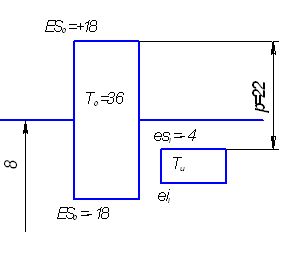
Рисунок 1.3 – Положение полей допусков на ширину шлица протяжки
Допуск рассчитывается по формуле:
bu=bo+eSo–p,
где bи =8 мм- номинальная ширина шлица протяжки,
bo =8 мм- номинальная ширина шлица втулки,
еso = +0.018- верхнее отклонение размера ширины шлица втулки,
eio =-0.018- нижнее отклонение размера ширины шлица втулки,
To - допуск размера ширины шлица втулки,
Tи - допуск размера ширины шлица протяжки,
ESи - верхнее отклонение размера ширины шлица протяжки,
EIи - нижнее отклонение размера ширины шлица протяжки,
![]() - разбивание ширины шлица протяжки,
- разбивание ширины шлица протяжки,
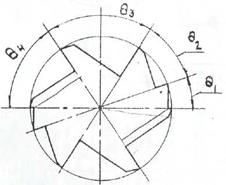
∆1 – накопленная погрешность окружного шага шлицев протяжки
∆2- допуск параллельности боковых поверхностей зубьев протяжки относительно оси центров на 500 мм длины,
∆3 – допуск симметричности зубьев относительно оси центров в поперечном разрезе зуба протяжки.
∆1 = 0.010 мм [3,стр.26 ,табл.17],
∆2 = 0.012 мм [3,стр.26 ],
∆3 = 0.016 мм [3,стр.26 ].
![]() мм.
мм.
bu=8+0.018–0.022= 7.996 мм.
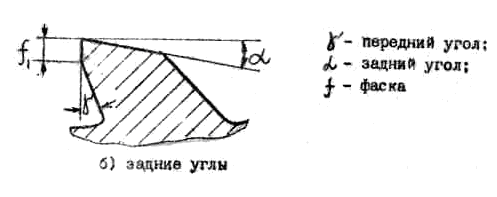
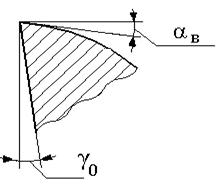
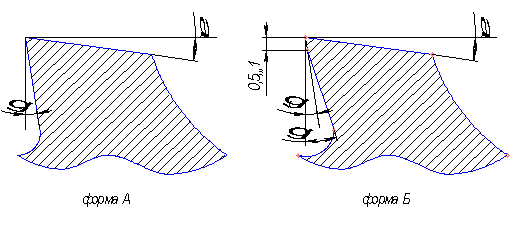
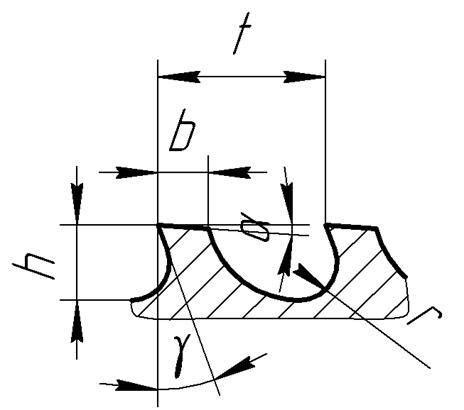
1.6.4 Параметры выкружок
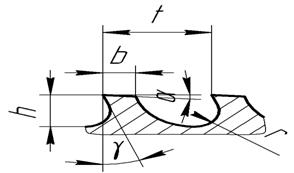
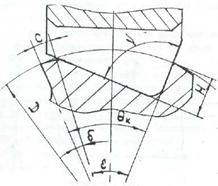
Шлицевые черновые и переходные зубья группируются в секции, причем первые зубья в каждой секции имеют на боковых сторонах выкружки для распределения стружки по ширине, а вторые выполняются без выкружок, заниженные по диаметру на 0,02-0,04 мм для компенсации упругой деформации металла втулки. Радиус выкружки выбирается графически так, чтобы ширина первого зуба секции была приблизительно на половину меньше ширины второго зуба. Глубина выкружки должна быть не меньше 3Sz..
Чистовые зубья выполняют не секционированными с подъемом на каждый зуб. Выкружок на чистовых и калибрующих зубьях нет.
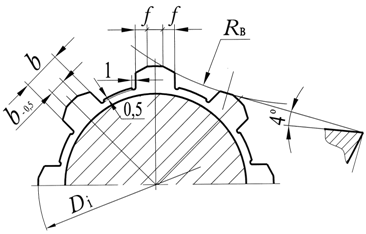 |
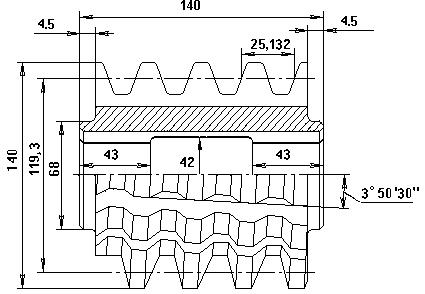
Рисунок 1.4 – Профиль черновых и переходных шлицевых зубьев с
выкружками
В нашем случае b =8 мм, f = 2 мм, RB=50 мм [3,стр.20, табл. 16].
1.6.5 Расчет длины шлицевой части протяжки
Для повышения точности обработанной поверхности шаг чистовых и калибрующих зубьев принимают меньшим, чем шаг черновых зубьев tчист = (0,7-0,8) t, гг.
ℓш = (Zш ч + Zш пер)*t +(Zш чистый + Zш кал)* tчист , мм.
![]() мм.
мм.
1.7 Определение конструктивных размеров протяжки
1.7.1 Определение диаметров зубьев
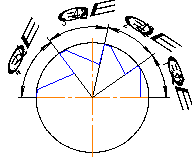
Все черновые и переходные зубья в шлицевой части протяжки объединены в группы. В пределах каждой группы зубья отличаются между собой шириной, между группами - диаметром.
Диаметры первых зубьев групп определяют путем приложения двойного подъема на зуб к диаметру первого зуба предыдущей группы
di+1 = di+ 2 Szч, мм.
Диаметр второго зуба группы выполняются меньшим по диаметру на 0,02-0,04мм для компенсации упругой деформации обрабатываемого металла.
Зубья на чистовых частях протяжки выполняют несекционированними, т.е. диаметр каждого следующего зуба рассчитывается по формуле:
di+1 = di+ 2 Sz истч, мм.
Диаметры последнего чистового зуба и всех калибрующих одинаковые и равны максимальному диаметру обработанной втулки с учетом допуска на разбивку.
Все расчеты представлены в Приложении А.
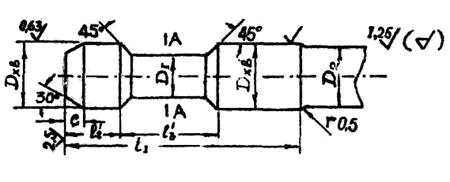
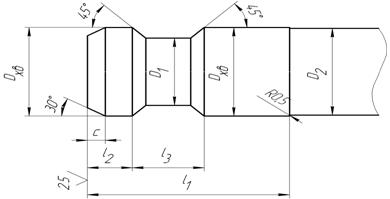
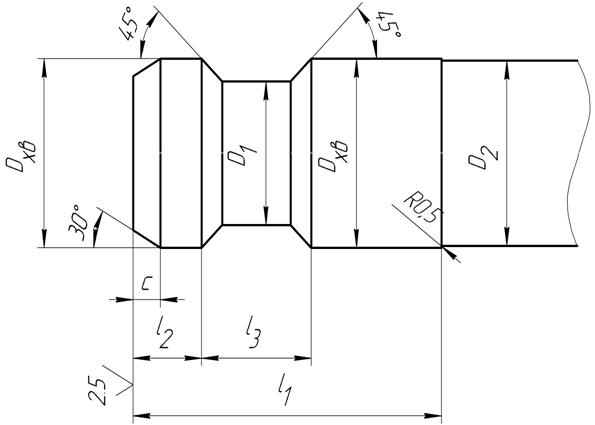
1.7.2 Передняя и задняя направляющие
Передняя направляющая предназначена для установки обрабатываемой втулки соосно с протяжкой, благодаря чему снимается равномерный припуск по всему периметру отверстия.
За длину передней направляющей принимается расстояние от конца переходного конуса до первого режущего зуба, включая ширину первой впадины между зубьями.
Задняя направляющая предназначенная для того, чтобы исключить возможность перекоса обработанной детали и повреждение обработанной поверхности в момент выхода из нее последнего зуба протяжки.
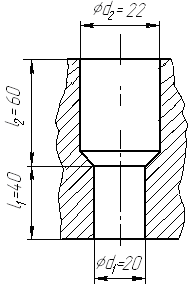
Длина передней направляющей выбирается в зависимости от отношения длины втулки, которая протягивается L, к ее диаметру D:
при L/D£1,5 lпн = L;
при L/D>1,5 lпн = 0,75L, но длина ее не должна быть меньше 40 мм.
В нашем случае ,исходя из чертежа детали, длина передней направляющей будет равна сумме длин части втулки, имеющей шлицевые пазы и части втулки в которой шлицевые пазы отсутствуют. В итоге длину передней направляющей принимаем равной Lв= 61 мм.
Форма и размеры передней и задней направляющих зависят от размеров отверстия и типа протяжки. В нашем случае длина задней направляющей будет равна 45 мм [3,стр. 23, табл.17].
Диаметр передней направляющей будет равен 35е8 мм; диаметр задней направляющей будет равен 41.6+0.2 мм.
Похожие работы

... начальной прямой до вершины усиков Заключение Список использованой литературы Введение Целью данного курсового проекта является расчет и проектирование следующих металлорежущих инструментов: протяжка шлицевая, сверло комбинированное и фреза червячная для обработки шлицевого вала. Протягивание является одним из наиболее высокопроизводительных процессов обработки деталей резанием. Высокая ...
... для крепления сверла на агрегатном станке. ПРИЛОЖЕНИЕ Д – Спецификация на патрон. ВВЕДЕНИЕ Целью данного курсового проекта является расчет и проектирование металлорежущих инструментов: протяжка шлицевая, сверло комбинированное и фреза червячная для обработки зубчатых колес. Протягивание является одним из наиболее высокопроизводительных процессов обработки деталей резанием. Высокая ...
ет и проектирование металлорежущих инструментов: протяжка шлицевая, развертка комбинированная и долбяк для обработки зубчатых колес. Протягивание является одним из наиболее высокопроизводительных процессов обработки деталей резанием. Высокая производительность процесса протягивания объясняется тем, что одновременно находится в работе несколько зубьев инструмента с большой суммарной длиной режущих ...
... 4 ПЛАВАЮЩИЙ ПАТРОН ЗАКЛЮЧЕНИЕ СПИСОК ИСПОЛЬЗОВАНОЙ ЛИТЕРАТУРЫ ВВЕДЕНИЕ Целью данного курсового проекта является расчет и проектирование металлорежущих инструментов: протяжка шлицевая, развертка комбинированная и долбяк для обработки зубчатых колес. Протягивание является одним из наиболее высокопроизводительных процессов обработки деталей резанием. Высокая производительность процесса ...
0 комментариев