Навигация
Определение подъемов на зуб
34604
знака
7
таблиц
9
изображений
1.4.3 Определение подъемов на зуб
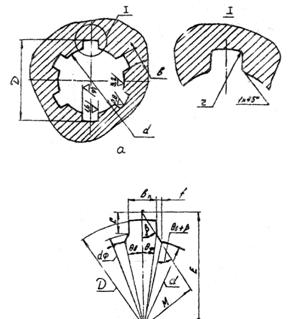
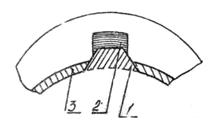
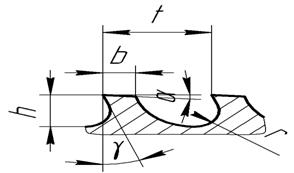
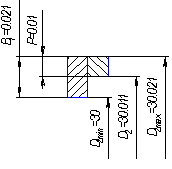
Черновые зубья протяжки объединены в группы по два зуба в каждой. Подъем на черновую группу рассчитывается по формуле
Szч = Fакт/(L×Kдоп), мм/гр,
где Fакт – активная площадь стружечной канавки зубьев протяжки
Kдоп=3 – минимально допустимый коэффициент заполнения стружечной канавки [3,стр.10,табл. 5],
Kдоп приннимаем равным 3.3, так как b≥1,2 ÖD [3,стр.10,прим. 1],
![]()
![]() мм/гр., принимаем
мм/гр., принимаем ![]()
На переходной части протяжки зубья также объединены в двузубые группы. Подъем на переходную группу выбирается в зависимости от найденной Szч [3,стр.11,табл.7].
Таблица 1.4 - Подъем на переходную группу зубьев протяжки
| Подъем на черновых зубmях Szч, мм | Припуск на переходные зубmz Апер, мм | Количество переходных секций | Распределение припуска по секциям, мм | ||
| 1 секция | 2 секция | 3 секция | |||
| 0,16 | 0,32 | 2 | 0.214 | 0.106 | - |
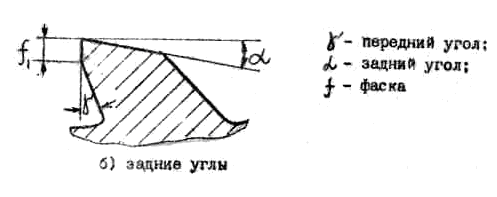
Подъем зубьев на чистовой части, число чистовых и калибрующих зубьев зависит от точности обработки, квалитета и шероховатости обработанной поверхности [3,стр.11,табл.8].
Чистовые зубья протяжки выполняют несекционированными с подъемом на каждый зуб.
Таблица 1.5 – Подъем зубьев на чистовой части, число чистовых и калибрующих зубьев
| Вид зубьев | Шлицевые | |
| Общий припуск на чистовые зубья на диаметр,мм | 0,08 | 0,08 |
| Число чистовых зубьев с подъемом Sz= 0,02 | 1 | 2 |
| Число чистовых зубьев с подъемом Sz = 0,01 | 2 | - |
| Число калибрующих зубьев | 4 | 3 |
1.5 Выбор станка
1.5.1 Расчет сил резания при протягивании
Для выбора станка необходимо определить силы резания, которые возникают при протягивании на разных частях комбинированной протяжки. Максимальные силы резания возникают при работе черновых зубьев, поэтому при выборе станка учитывают только их.
Сила резания, которая возникает во время работы черновых зубьев протяжки, зависит от параметров среза и обрабатываемого материала
P=SZpb1Zmax, Н,
где SZ – подъем на группу зубьев, мм/зуб;
р=3140 H/мм2 – удельная сила резания, которая приходится на единицу длины режущей кромки зуба, Н/мм2[3, стр. 12,табл.10];
Zmax – максимальное число одновременное работающих зубьев;
b1 - длина режущей кромки одного зуба, мм.
![]() мм
мм
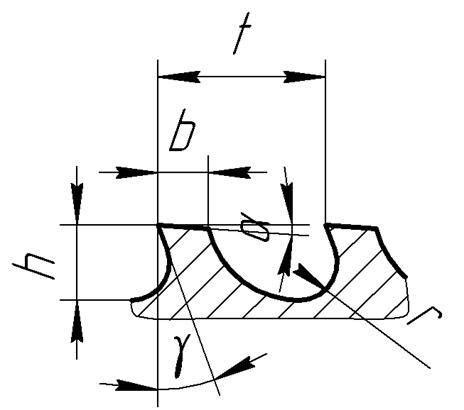
где b – ширина шлицевого паза, мм,
Zі=2 – количество зубьев в группе шлицевой части протяжки,
n – количество шлицев.
![]()
![]()
1.5.2 Выбор модели станка
Для эффективной работы станков необходимо их оптимальное использование по мощности. Наиболее рациональным является использование мощности станка на (80-90)%. По максимальной рассчитанной силе резания P=12057.6 выбираем станок модели 7Б510 [3,стр.13, табл.11].
Таблица 1.6 - Характеристики протяжного станка 7Б510
| Номинальное тяговое усилие станка Q, Н Максимальная длина рабочего хода, гг | 100000 1250 |
| Границы скорости рабочего хода протяжки в м/мин | 1-9 |
| Мощность электродвигателя, квт | 10 |
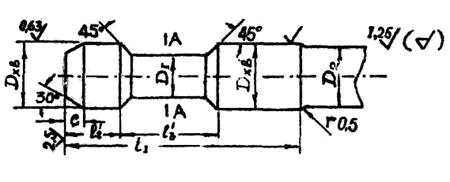
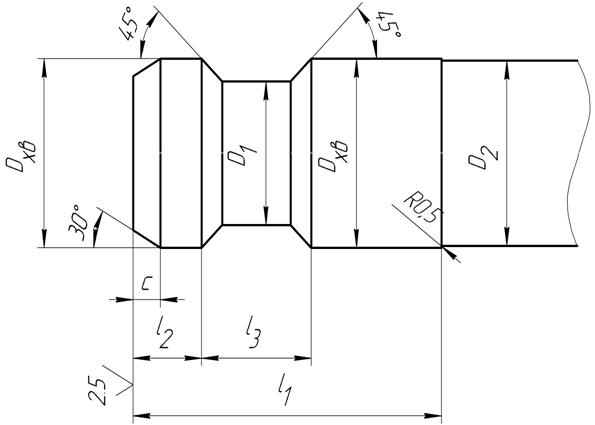
| Минимальный размер от торца хвостовика протяжки к первому зубу, который режет lст= l1+l2+l3+l4 | 190 + Lв |
Похожие работы

... начальной прямой до вершины усиков Заключение Список использованой литературы Введение Целью данного курсового проекта является расчет и проектирование следующих металлорежущих инструментов: протяжка шлицевая, сверло комбинированное и фреза червячная для обработки шлицевого вала. Протягивание является одним из наиболее высокопроизводительных процессов обработки деталей резанием. Высокая ...
... для крепления сверла на агрегатном станке. ПРИЛОЖЕНИЕ Д – Спецификация на патрон. ВВЕДЕНИЕ Целью данного курсового проекта является расчет и проектирование металлорежущих инструментов: протяжка шлицевая, сверло комбинированное и фреза червячная для обработки зубчатых колес. Протягивание является одним из наиболее высокопроизводительных процессов обработки деталей резанием. Высокая ...
ет и проектирование металлорежущих инструментов: протяжка шлицевая, развертка комбинированная и долбяк для обработки зубчатых колес. Протягивание является одним из наиболее высокопроизводительных процессов обработки деталей резанием. Высокая производительность процесса протягивания объясняется тем, что одновременно находится в работе несколько зубьев инструмента с большой суммарной длиной режущих ...
... 4 ПЛАВАЮЩИЙ ПАТРОН ЗАКЛЮЧЕНИЕ СПИСОК ИСПОЛЬЗОВАНОЙ ЛИТЕРАТУРЫ ВВЕДЕНИЕ Целью данного курсового проекта является расчет и проектирование металлорежущих инструментов: протяжка шлицевая, развертка комбинированная и долбяк для обработки зубчатых колес. Протягивание является одним из наиболее высокопроизводительных процессов обработки деталей резанием. Высокая производительность процесса ...
0 комментариев