Навигация
Расчет металлорежущих инструментов
34604
знака
7
таблиц
9
изображений
МИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ УКРАИНЫ
ДОНЕЦКИЙ НАЦИОНАЛЬНЫЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
Механический факультет
Кафедра «Металлорежущие станки и инструменты»
КУРСОВОЙ ПРОЕКТ
По дисциплине: «Металлорежущий инструмент»
На тему: «Расчет металлорежущих инструментов»
ПК 04.29.86.00.00.000
Исполнитель
Студент гр. МС 05а А.Е. Кондратенко
Консультант Ю.А. Гринев
Нормоконтролер И.В. Киселева
ДОНЕЦК 2008
ЗАДАНИЕ
Обрабатываемый материал cталь ст.5
1. Спроектировать долбяк для обработки зубчатых колес m=3.75 мм, z1=25, z2=40, Ст. 7-D.
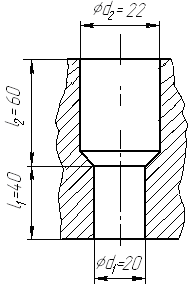
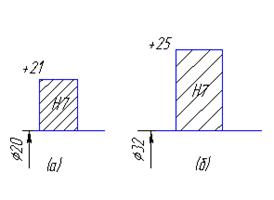
2. Спроектировать комбинированную развертку для обработки отверстий d1=20H7 мм, d2=28H7 мм, l1=28 мм l2=35 мм, Ra=2.5 мкм.
3. Спроектировать протяжку для обработки шлицевой втулки D-2×35F7×41.6+0.2×8±0.018, L=31 мм, Rz=40
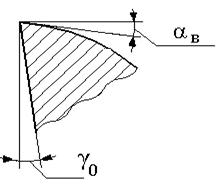
4. Разработать карту наладки для заточки долбяка по задней поверхности
РЕФЕРАТ
Объект исследования: протяжка шлицевая, развертка комбинированная, долбяк для обработки зубчатых колес,
Цель работы: спроектировать указанные инструменты и разработать карту наладки для заточки долбяка по задней поверхности.
В курсовом проекте приведены расчеты всех параметров и размеров указанных инструментов, выбраны материалы для изготовления инструмента.
Разработаны рабочие чертежи рассчитываемых инструментов.
ПРОТЯЖКА, РАЗВЕРТКА, ЗАГОТОВКА, ДОЛБЯК, ХВОСТОВИК, МОДУЛЬ, ДОПУСК, ЗУБ, ПРОФИЛЬ.
СОДЕРЖАНИЕ
ВВЕДЕНИЕ
1 РАСЧЕТ ШЛИЦЕВОЙ ПРОТЯЖКИ1.1 Исходные данные для расчета комбинированной протяжки
1.2 Выбор конструкции и материала протяжки
1.3 Выбор типа хвостовика и его размеров
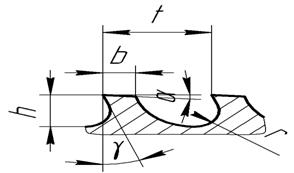
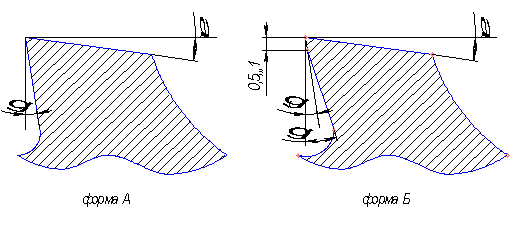
1.4 Определение профиля и геометрических пораметров зубьев протяжки
1.5 Выбор станка
1.6 Расчет шлицевой части протяжки
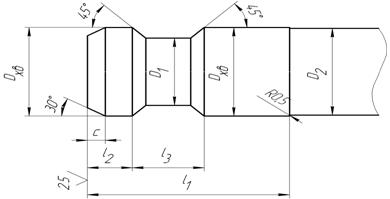
1.7 Определение конструктивных размеров протяжки
1.8 Расчет резьбового соединения
2 РАСЧЕТ КОМБИНИРОВАННОЙ РАЗВЕРТКИ 2.1 Исходные данные для расчета комбинированной развертки 2.2 Диаметр развертки 2.3 Геометрические параметры развертки 2.4 Распределения зубьев развертки 2.5 Глубина стружечной канавки 2.6 Хвостовик развертки 3 РАСЧЕТ ДОЛБЯКА 3.1 Исходные данные для проектирования долбяка 3.2 Определение дополнительных технологических данных, необходимых для расчета долбяка 3.3 Определение геометрических параметров долбяка 3.4 Определение размеров долбяка в исходном сечении 3.5 Определение исходных расстояний долбяка 3.6 Определение высоты долбяка 3.7 Определение размеров долбяк по передней поверхностиЗАКЛЮЧЕНИЕ
СПИСОК ИСПОЛЬЗОВАННОЙ ЛИТЕРАТУРЫ
ВВЕДЕНИЕ
Целью данного курсового проекта является расчет и проектирование металлорежущих инструментов: протяжка шлицевая, развертка комбинированная и долбяк для обработки зубчатых колес.
Протягивание является одним из наиболее высокопроизводительных процессов обработки деталей резанием. Высокая производительность процесса протягивания объясняется тем, что одновременно находится в работе несколько зубьев инструмента с большой суммарной длиной режущих кромок. Протягивание позволяет получать поверхности высокой точности (6-го – 8-го квалитетов точности) и низкой шероховатости (Ra=0.63-0.25 мкм).
Наиболее широкое применение получили протяжки для обработки шлицевых отверстий. При центрировании шлицевой втулки на валу, по внутреннему диаметру, для обеспечения более высокой точности центрирования необходимо протягивать одной протяжкой внутренний диаметр, шлицевые канавки и фаски.
Комбинированные развертки используют при обработки ступенчатых отверстий, высокой точности, небольших и средних диаметров, в крупносерийном и массовом производстве.
Долбяки применяют для изготовления прямозубых и косозубых цилиндрических зубчатых колес внутреннего и внешнего зацепления. Зацепление долбяка с зубчатым колесом в процессе нарезания аналогично зацеплению коррегированной зубчатой передачи
1 РАСЧЕТ ШЛИЦЕВОЙ ПРОТЯЖКИ
1.1 Исходные для расчета комбинированной протяжки
Исходными данными для расчета комбинированной шлицевой протяжки группового резания являются:
- материал обрабатываемой детали сталь 38ХМ;
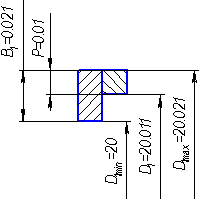
- внешний диаметр шлицев D=41.6+0.2 мм;
- внутренний диаметр шлицев d=35F7 мм;
- число шлицев n=2;
- ширина шлицев b=8±0.018 мм;
- способ центрирования шлицевого соединения: по D;
- длина втулки, которая протягивается, L=31 мм;
- длина всей втулки (включая ту часть которая протягивается), Lв=61h12мм
- шероховатость обработки Rz 40
1.2 Выбор конструкции и материала протяжки
1.2.1 Анализ и техническое обоснование принятой конструкции протяжкиКонструктивные особенности, суммарная длина и технологичность изготовления шлицевых протяжек во многом зависят от принятой последовательности срезания припуска, т.е. от комбинации зубьев, которые обрабатывают те или иные элементы шлицевой втулки.
При обработке втулки для шлицевого соединения с центрированием по внешнему диаметру (D) или боковым поверхностям шлицев (b) протяжка имеет только фасочные и шлицевые группы зубьев. При центрировании по внутреннему диаметру шлицев протяжка должна содержать дополнительно круглые зубья.
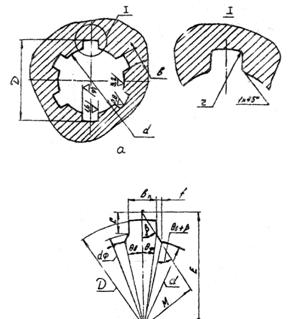
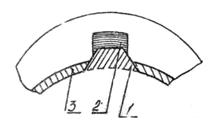
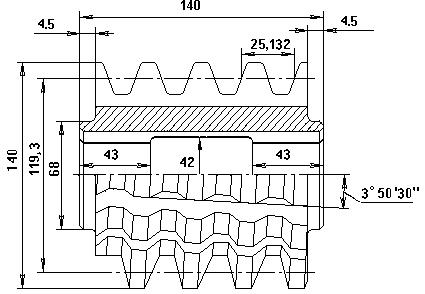
В нашем случае пртяжка является сборной и состоит из стержня и двух сменных лезвий, которые вводятся в призматические пазы стержня протяжки и закрепляются в них с помощью шайбы и 4-х штифтов.
В нашем случае фаски в основании шлицевых пазов отсутствуют, следовательно сменные лезвия будут иметь только шлицевые зубья.
Преимуществами данной конструкции протяжки по сравнению с плоской протяжкой являются:
- лучшее центрирование данной протяжки относительно обрабатываемой втулки;
- возможность замены предельно сточенных лезвий новыми;
- меньший расход быстрорежущей стали ,идущей на производство сменных лезвий.
Похожие работы

... начальной прямой до вершины усиков Заключение Список использованой литературы Введение Целью данного курсового проекта является расчет и проектирование следующих металлорежущих инструментов: протяжка шлицевая, сверло комбинированное и фреза червячная для обработки шлицевого вала. Протягивание является одним из наиболее высокопроизводительных процессов обработки деталей резанием. Высокая ...
... для крепления сверла на агрегатном станке. ПРИЛОЖЕНИЕ Д – Спецификация на патрон. ВВЕДЕНИЕ Целью данного курсового проекта является расчет и проектирование металлорежущих инструментов: протяжка шлицевая, сверло комбинированное и фреза червячная для обработки зубчатых колес. Протягивание является одним из наиболее высокопроизводительных процессов обработки деталей резанием. Высокая ...
ет и проектирование металлорежущих инструментов: протяжка шлицевая, развертка комбинированная и долбяк для обработки зубчатых колес. Протягивание является одним из наиболее высокопроизводительных процессов обработки деталей резанием. Высокая производительность процесса протягивания объясняется тем, что одновременно находится в работе несколько зубьев инструмента с большой суммарной длиной режущих ...
... 4 ПЛАВАЮЩИЙ ПАТРОН ЗАКЛЮЧЕНИЕ СПИСОК ИСПОЛЬЗОВАНОЙ ЛИТЕРАТУРЫ ВВЕДЕНИЕ Целью данного курсового проекта является расчет и проектирование металлорежущих инструментов: протяжка шлицевая, развертка комбинированная и долбяк для обработки зубчатых колес. Протягивание является одним из наиболее высокопроизводительных процессов обработки деталей резанием. Высокая производительность процесса ...
0 комментариев