МЕТОДЫ КОНТРОЛЯ КАЧЕСТВА
Диаграммы Парето
Диаграммы Исикавы
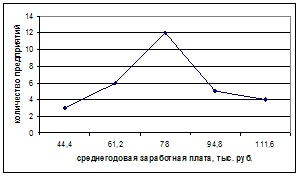
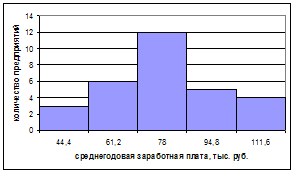
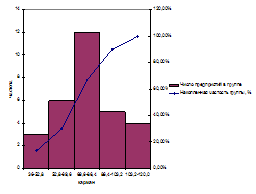
Анализ гистограмм
Диаграммы рассеивания
Контрольные карты
Построение контрольных карт
Использование контрольных карт для оценки корреляции
Расчет индексов воспроизводимости
МАТЕМАТИЧЕСКИЕ ОСНОВЫ СТАТИСТИЧЕСКИХ МЕТОДОВ
Числовые характеристики случайных величин
Навигация
Построение контрольных карт
Статистические методы анализа качества
82127
знаков
6
таблиц
0
изображений
2.6.2 Построение контрольных карт
Для первоначального построения X- и R - карт вычисляют средние значения и размах для каждой выборки R
X=(x1+x2+….Xn)/n (2.6.1)
R=Xmax-Xmin (2.6.2) Затем вычисляют среднее процесса и средний размах процесса
Xcp=(Xi+X2+...+Xk)/k (2.6.3)
Rcp=(R1+R2+...+Rk)/k (2.6.4)
где x, Ri, - среднее и размах i-ой (i=l,...,k) выборки. Эти величины определяют положение центральных линий на Х- карте и R - карте соответственно.
Положение верхних (ВКГ) и нижних (НКГ) контрольных границ для размахов и средних рассчитывается по формулам:
ВКГr=DrRср (2.6.5)
НКГr= D1,R,p ; (2.6.6) BKГ x =x+A2,Rcp ; (2.6.7)
НКГ x=x-A2Rср (2.6.8)
где –А2,D1,D4-константы, зависящие от объема выборки и приведенные в таблице 2.6.2.
n 2 3 4 5 6 7 8 9 10
D4 3.27 2.57 2.28 2.11 2.00 1.92 1.86 1.82 1.78
Di * *. * * * 0.08 0.14 0.18 0.22
A2 1.88 1.02 0.73 0.58 0.48 0.42 0.37 0.34 0.31
Для объемов выборки меньше 7 значение D„ а также и значение НКГ являются отрицательными. В таких случаях не строится.
После этого подготавливают бланки контрольных карт, на которых слева наносят вертикальную ось со шкалой возможных значений измеряемого параметра (x или R) сплошную горизонтальную линию, соответствующую значению вычисленному по формулам 2.6.3 или 2.6.4 и горизонтальные контрольные границы, рассчитанные по формулам (2.6.5 - 2.6.8). Если при расчете нижняя контрольная граница получается отрицательной, ее обычно не рассматривают, то есть не указывают на соответствующей карте. На подготовленных таким образом бланках точками отмечают значения изучаемой характеристики (показателя качества), получаемые в результате наблюдений. Примеры контрольных карт приведены на рис. 2.6.3. Для удобства последующего анализа обычно х- карту и R - карту строят одну под другой с одинаковым масштабом горизонтальных осей.
Если показатель качества представлен числом несоответствующих изделий или процентов (долей) несоответствий применяют пр - карты (для выборок постоянного объема) или р - карты (для выборок меняющегося объема). Эти карты основаны на биномиальном распределении (см. раздел 6.3), которое определяется всего одним параметром р, поэтому здесь нет необходимости строить пару карт. На бланке р - карты отмечают горизонтальную ось с номерами рассматриваемых подгрупп и вертикальную ось, где указаны возможные процентные значения несоответствий, встречающихся в подгруппах (или количество несоответствующих изделий - для пр - карты). Вычисляют среднее значение доли несоответствий р (или среднее число несоответствующих изделий п ~р ) и отмечают его сплошной горизонтальной линией.
Если анализ и управление процессом ведутся по несоответствиям, но при этом величина р мала, то применяют с - карты (карты числа несоответствий) или u=с/п - карты (карты числа несоответствий, приходящихся на единицу продукции).
2.6.3 Анализ контрольных карт
Управляемое состояние процесса - состояние, когда процесс стабилен, а его среднее и разброс не меняются. Определить, вышел ли процесс из данного состояния, можно по контрольным картам на основании следующих критериев:
1) Выход за контрольные пределы. На карте есть точки, лежащие вне контрольных границ (рис 2.6.5).
2) Серия. Несколько (7 и более) точек подряд оказываются по одну сторону от центральной линии (число таких точек называется длиной серии); либо 10 из 11 последовательных точек находятся по одну сторону от центра(рис2.6.6).
3) Тренд. Точки образуют непрерывно повышающуюся или понижающуюся кривую (рис.2.6.7).
4) Приближение к контрольным пределам. Есть точки, которые приближаются к контрольным границам, причем 2 или более точек оказываются на расстоянии более 2о от центральной линии (рис.2.6.8).
5) Приближение к центральной линии. Большинство точек оказывается внутри центральной трети полосы между контрольными границами (рис.2.6.9).
6) Периодичность Кривая повторяет структуру «то подъем, то спад» с примерно одинаковыми интервалами времени (рис.2.6.10).
Порядок исследования контрольных x- карты и R - карты задается следующим алгоритмом:
Если встретилась одна из ситуаций, которая указывает на опасность выхода процесса из управляемого состояния (рис. 2.6.5 - 2.6.10), то необходимо
• проверить координаты «опасных точек»;
• проверить расчет границ;
• провести анализ измерительной системы;
• проверить достоверность данных измерений;
и, наконец,
• приступить к поиску особых причин (то есть каких-либо неслучайных воздействий на процесс) с целью их устранения.
В ситуациях 4-6 (рис. 2.6.8 - 2.6.10) бывает полезно построить гистограмму и провести расслоение процесса на подгруппы.
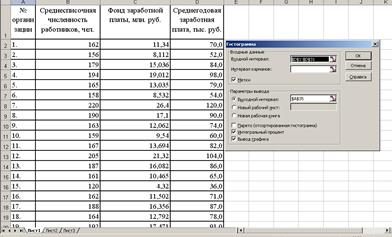
Пример 2.6.1. Для контроля процесса обработки внешнего вала коробки передач (модель 2108) на токарном одношпиндельном станке (фирмы FISCHER) замерялся контрольный параметр (линейный размер) обработанных деталей (см. рис. 4.1.1). По спецификации процесс должен иметь следующие характеристики:
• линейный размер 274.5 ± 0.1
• верхний предел допуска 274.6
• нижний предел допуска 274.4
По результатам измерений 80 изделий были построены х- карта и R-карта (рис. 2.6.11) со следующ
х = 274.464; ВКГх = 274.493; НКГх = 274.435;
R =0.016; ВКГR= 0.05; HKFR отрицательна, поэтому на рисунке не указана Х-карта
При анализе R- карты видно, что на участке 3-9 наблюдается понижающий тренд, на участке 11 -24 - повышающий тренд, много точек, вышедших за контрольные границы (9-15,17,27,30,36), а точки 9-10 находятся на границе поля допуска. Таким образом, во-первых, процесс не является статистически устойчивым. В силу того, что границы поля допуска в данном случае шире контрольных границ, может сложиться впечатление, что на участке 25 - 36 процесс является стабильным, однако выход за контрольные границы свидетельствует о наличии особых (неслучайных) воздействий. Необходимо провести технологический анализ условий протекания процесса обработки. Так, например, понижающий тренд может быть обусловлен образованием наклепа на инструменте, либо влиянием температурных деформаций в кинематике и гидравлике станка.
Приближение к центральной линии на R - карте может свидетельствовать о систематическом (неслучайном) торцевом биении базового центра, равном Rp=0.016.
В результате анализа контрольных карт можно сделать вывод о том, что в данном случае технологическая точность не обеспечивается, технологический процесс требует доработки.
Похожие работы


... в расчетной части работы в здании №1. Рассматриваемые структуры явлений служит основой изучения связи в них. Широкое использование находят в изучении населения статистические методы анализа рядов динамики, индексный, выборочный. Метод анализа рядов динамики. Процесс развития массового явления во времени принято называть динамикой, а показатели, характеризующие это развитие – статистическими ...



... и аналитической части курсовой работы для автоматизированного статистического анализа данных использовались табличный процессор MS Excel. Глава 1. Статистические методы анализа результатов деятельности коммерческих банков 1.1. Банки. Сущность деятельности банков Банковская система сегодня - одна из важнейших и неотъемлемых структур рыночной экономики. Развитие банков и товарного ...
... запасов и затрат 4151 31014 100 100 +26863 0 +647,1 +100 3. Статистические методы анализа Финансовое состояние — это совокупность показателей, отражающих наличие, размещение и использование ...
... по чистой продукции, которая определяется путем вычитания из товарной продукции материальных затрат и суммы амортизации основных фондов, что в условиях рынка соответствует понятию «валовой доход». 1.3 Статистические методы анализа динамики объема производства продукции и услуг на предприятии (фирме) В статистическом изучении динамики объема производства продукции и услуг на предприятии ...
0 комментариев