МЕТОДЫ КОНТРОЛЯ КАЧЕСТВА
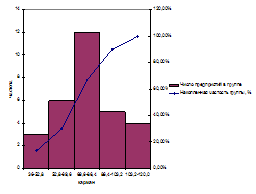
Диаграммы Парето
Диаграммы Исикавы
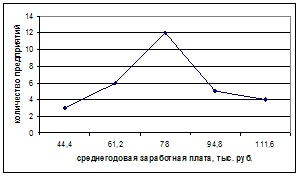
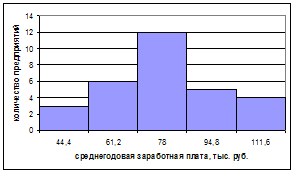
Анализ гистограмм
Диаграммы рассеивания
Контрольные карты
Построение контрольных карт
Использование контрольных карт для оценки корреляции
Расчет индексов воспроизводимости
МАТЕМАТИЧЕСКИЕ ОСНОВЫ СТАТИСТИЧЕСКИХ МЕТОДОВ
Числовые характеристики случайных величин
Навигация
МЕТОДЫ КОНТРОЛЯ КАЧЕСТВА
Статистические методы анализа качества
82127
знаков
6
таблиц
0
изображений
2. МЕТОДЫ КОНТРОЛЯ КАЧЕСТВА
Стремясь наиболее эффективно использовать статистические методы управления качеством, японские специалисты разработали такие процедуры, которые достаточно просты для применения, то есть не требуют специальных знаний, но в то же время дают результаты, позволяющие профессионалам оперативно анализировать и совершенствовать производственный процесс.
Совокупность используемых методов получила название «семь простых методов контроля качества» и содержит:
• контрольные листки,
• диаграммы Парето,
• диаграммы Исикавы.
• гистограммы,
• диаграммы рассеивания,
• контрольные карты,
• расслоение (стратификация).
Рассмотрим каждый из этих методов.
2.1 Контрольные листки
Анализ любого вида деятельности возможен только на основании имеющейся информации, поэтому применение каждого из методов контроля качества должно начинаться со сбора необходимых данных. Прежде всего, необходимо четко сформулировать цель сбора интересующих нас сведений (контроль и регулирование производственного процесса; анализ отклонений от установленных требований; контроль продукции). Затем продумывают, какие типы данных нужно собрать, их характер, частоту и способы измерения, надежность получаемых результатов и т.п. Так как для анализа данных используются различные статистические методы, то в процессе сбора информации следует позаботиться об упорядочении получаемых результатов, чтобы облегчить их последующую обработку. Результаты наблюдений удобнее всего заносить в контрольные листки.
Контрольный листок - это бумажный бланк для первичного сбора информации.
Контрольный листок предназначен для фиксации контролируемых параметров:
• облегчения процесса сбора данных;
• автоматического упорядочивания сбора данных для упрощения дальнейшей обработки.
Основные требования, предъявляемые к контрольному листку:
• простота фиксации результатов наблюдений;
• наглядность полученных результатов;
• полнота данных.
Для достижения этих требований необходимо заранее продумать форму контрольных листков и постоянно совершенствовать эту форму с учетом замечаний и пожеланий тех, кто заполняет контрольные листки. Следует стремиться к тому, чтобы при фиксации результатов требовалось производить минимум записей, например, просто делать отметки в нужных графах. Хорошо, когда в результате автоматически получается гистограмма (см. раздел 2.4) или диаграмма рассеивания (раздел 2.5). Но при этом контрольный листок должен содержать максимум исходной информации (не просто диаметр валика, а станок, на котором изготавливалась деталь, смена, время, обрабатываемая партия и т.п.)
Так как полученная информация необходима для последующего анализа причин дефектов, связанных как с несовершенством технологического процесса, так и с различными другими факторами, то следует требовать очень тщательного заполнения всех граф контрольного листка. Пренебрежение какими-либо данными, например, о номере партии или времени измерения исследуемого параметра, может потребовать последующего дополнительного сбора информации, что усложнит работу.
Примеры контрольных листков приведены на рисунках 2.1.1. - 2.1.4.
На рис. 2.1.1 показан контрольный листок для регистрации распределения измеряемого параметра в ходе производственного процесса. В данном случае фиксируются изменения в размерах некоторой детали, подвергающейся механической обработке, причем в чертеже был указан размер 8.300 0,008. При заполнении контрольного листка после каждого замера в соответствующей клеточке ставился крест. В результате к концу измерений на контрольном листке оказалась готовая гистограмма.
На рис. 2.1.2. показан контрольный листок для регистрации видов несоответствий, используемый при приемочном контроле некоторой детали. Здесь фиксируются определенные несоответствия, выявляемые контролером и в конце рабочего дня можно быстро подсчитать число и разновидности обнаруженных несоответствий. Такой контрольный листок удобен для последующего построения диаграммы Парето, но он не дает возмож¬ности расслоения данных, то есть разбивки их на группы, например, по времени или месту изготовления детали.
Если предполагается последующий дополнительный анализ информации, лучше использовать листок, приведенный на рисунке 2.1.3. На этом листке регистрируются несоответствия в деталях (вал КПП), изготовленных на станках 003.716.33 и 003.718.33 фирмы FISCHER с учетом станков, рабочих, дней изготовления и типов дефектов. Здесь сразу видно, что больше всего брака допускает рабочий В, а самым неудачным днем оказалась среда. Последующее исследование показало, что в среду смазывающе-охлаждающая жидкость была низкого качества.
Для выявления причин несоответствий бывает удобно не просто фиксировать количество и виды несоответствий, но и отслеживать место их локализации. Пример соответствующего контрольного листка приведен на рисунке 2.1.4. При контроле отливок фиксируются не только наличие, но и месторасположение раковин. В результате анализа такого контрольного листка проще выявлять возможные причины возникновения исследуемого дефекта.
Похожие работы


... в расчетной части работы в здании №1. Рассматриваемые структуры явлений служит основой изучения связи в них. Широкое использование находят в изучении населения статистические методы анализа рядов динамики, индексный, выборочный. Метод анализа рядов динамики. Процесс развития массового явления во времени принято называть динамикой, а показатели, характеризующие это развитие – статистическими ...



... и аналитической части курсовой работы для автоматизированного статистического анализа данных использовались табличный процессор MS Excel. Глава 1. Статистические методы анализа результатов деятельности коммерческих банков 1.1. Банки. Сущность деятельности банков Банковская система сегодня - одна из важнейших и неотъемлемых структур рыночной экономики. Развитие банков и товарного ...
... запасов и затрат 4151 31014 100 100 +26863 0 +647,1 +100 3. Статистические методы анализа Финансовое состояние — это совокупность показателей, отражающих наличие, размещение и использование ...
... по чистой продукции, которая определяется путем вычитания из товарной продукции материальных затрат и суммы амортизации основных фондов, что в условиях рынка соответствует понятию «валовой доход». 1.3 Статистические методы анализа динамики объема производства продукции и услуг на предприятии (фирме) В статистическом изучении динамики объема производства продукции и услуг на предприятии ...
0 комментариев