Вибір та обґрунтування організації виробничого процесу ВРП
Характеристика продукції, що ремонтується в цеху правки платформ
Вибір та обгрунтування метода організації ремонту вагонів
Теоретичні основи проектування та розрахункові параметри потокових ліній по ремонту вагонів
Синхронізація технологічного процесу ремонту платформи на потоковій лінії
Системи та форми оплати праці робітників
Планування цеху та вибір необхідної кількості обладнання
Виробнича логістика та управління виробничими процессами
Логістика складування
Охорона праці при впровадженні потокового методу організації ремонту
Навигация
Логістика складування
Організація технологічного процесу ремонту в цеху правки
63517
знаков
6
таблиц
8
изображений
8.2.1 Логістика складування
Логістика складування - галузь логістики, що займається питаннями розробки методів організації складського господарства, системи закупівель, приймання, розміщення, обліку товарів і управління запасами з метою мінімізації витрат, пов'язаних із складуванням і переробкою товарів. Це також комплекс взаємозв'язаних операцій, що реалізовуються в процесі перетворення матеріального потоку в складському господарстві.
Складування - це логістична операція, що полягає в утриманні запасів учасниками логістичного каналу і забезпечуючеє збереження запасів, їх раціональне розміщення, облік, постійне оновлення і безпечні методи роботи.
Складське господарство створюється для прийому вантажопотоку з одними параметрами (розмірними, якісними і тимчасовими), його переробки і накопичення і видачі його з вже іншими параметрами споживачеві. Ця процедура повинна виконуватися з найбільшою економічною ефективністю. Проблеми, пов'язані з функціонуванням складів, роблять значний вплив на оптимізацію руху матеріальних потоків в логістичному ланцюзі і зрештою на сукупні витрати звернення.
Об'єктом вивчення логістики складування є товарно-матеріальні цінності в процесі їх складування, вантажопереробки і упаковки. До основних завдань логістики складування відносяться:
- розміщення складської мережі;
- складування і підготовка вантажу до постачань (виробничі і інші послуги);
- управління товарними запасами;
- організація складських постачань
8.2.2 Організація роботи технологічного транспорту
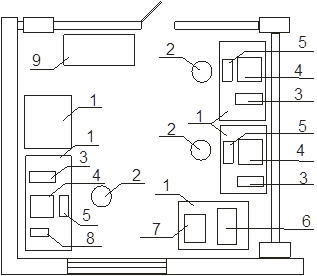
Сьогодні якісний рух товарно-сировинних потоків може бути досягнуте лише завдяки реалізації комплексного логістичного підходу. Комплексний підхід дозволяє з системних позицій охопити всі етапи руху товару:постачання — виробництво —зберігання —розподіл—транспорт—попит —вжиток, а також гарантує цілісність і оптимізацію сумарних витрат, забезпечує точнішу ув'язку процесів планування, організації, управління, контролю і регулювання руху матеріальних потоків від виробника товару до його кінцевого споживача. Яким чином працює ця інтегрована система регулювання і контролю матеріальних і інформаційних потоків, можна чітко прослідкувати на схемі (рисунок 8.1).
Забезпечення нормального ходу виробничого процесу в умовах сучасного вагоноремонтного підприємства вимагає безперервного і планомірного переміщення між і усередині ланок циклу великих мас сировини, різних матеріалів, напівфабрикатів, готової продукції, відходів.

![]() - матеріальний потік
- матеріальний потік
![]() - інформаційний потік
- інформаційний потік
Рисунок 8.1 – Схема системи регулювання та контролю матеріальних та інформаційних потоків на підприємстві
Внутрішньозаводський транспорт є не лише засобом переміщення вантажів, але і знаряддям праці, що організовуєроботу підрозділів підприємства в заданому ритмі або графіці. Наприклад, внутрішньоцеховий транспорт є невід'ємним елементом технологічного процесу виробництва. Їм здійснюється переміщення оброблюваних виробів між робочими місцями, ділянками і відділеннями цеху в послідовності і ритмі, заданих технологічним процесом.
Транспортно-конвеєрні пристрої потокових ліній істотно впливають на ритмічність їх роботи і тривалість виробничого циклу. Велике значення транспорту і в своєчасному забезпеченні підприємства матеріальними ресурсами, а також в реалізації готової продукції.
Таким чином, внутрішньозаводське транспортне господарство повинне вирішувати наступні завдання: своєчасне забезпечення виробництва всіма видами транспортних засобів і послуг; раціональна організація експлуатації транспортних засобів і підйомних механізмів при мінімальних витратах на транспортування; розвиток технічної бази і механізація всіх трудомістких транспортних процесів.
9. Техніко-економічне обґрунтування прийнятого потокового методу ремонту
Щоб визначити економічний ефект необхідно визначити собівартість ремонтуємої одиниці. Щоб визначити собівартість треба скласти матеріали, заробітну плату і загально-господарчі та адміністративні витрати. Для цього визначаємо витрати на матеріали, які застосовуються для ремонту платформ (таблиця 9.1)
Таблиця 9.1 – Матеріали використані при ремонті платформ ( до впровадження потокової лінії)
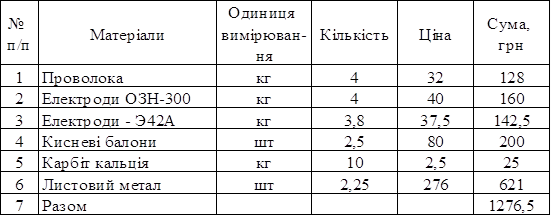
Витрати на матеріали після впровадження потокової лінії залишилися незмінними.
Таблиця 9.2 – Витрати на енергетичні ресурси (до впровадження потокової лінії)
| № п/п | Матеріали | Одиниця вимірювання | Кількість | Ціна, грн | Сума, грн |
| Електроенергія для енергопотребуючих апаратів | кВт | 280 | 0,53 | 148,4 | |
| Електроенергія на освітлення цеху | кВт | 10 | 0,53 | 5,30 | |
| Витрати електроенергії на систему вентиляції | кВт | 35 | 0,53 | 18,55 | |
| Витрати газу на опалення цеху | м.куб | 35 | 2,46 | 86,10 | |
| Разом | 258,35 |
Після впровадження потокової лінії витрати на енергетичні ресурси (таблиця 9.3) зростуть за рахунок збільшення витрат на електроенергію, що потребується на забезпечення роботи вантажоведучого конвеєра.
Таблиця 9.3 – Витрати на енергетичні ресурси (після впровадження потокової лінії)
| № п/п | Матеріали | Одиниця вимірювання | Кількість | Ціна, грн | Сума, грн |
| Електроенергія для енергопотребуючих апаратів | кВт | 312 | 0,53 | 165,36 | |
| Електроенергія на освітлення цеху | кВт | 10 | 0,53 | 5,30 | |
| Витрати електроенергії на систему вентиляції | кВт | 35 | 0,53 | 18,55 | |
| Витрати газу на опалення цеху | м.куб | 35 | 2,46 | 86,10 | |
| Разом | 275,31 |
Собівартість ремонту однієї платформи С, грн.,
![]() , (9.1)
, (9.1)
де ![]() - витрати на енергетичні ресурси, грн.;
- витрати на енергетичні ресурси, грн.;
![]() - витрати на заробітну плату, грн..;
- витрати на заробітну плату, грн..;
![]() - витрати на матеріали, грн.
- витрати на матеріали, грн.
Собівартість ремонту до впровадження потокової лінії:
![]() грн.
грн.
Собівартість ремонту після впровадження потокової лінії:
![]() грн.
грн.
Таким чином, собівартість ремонту платформи після впровадження потокової лінії зменшиться.
Розрахунок економічного ефекту від впровадження потокової лінії приведений в таблиці Б.1 (додаток Б).
Аналіз результатів, що приведені в таблиці Б.1, показують що прибуток після впровадження потокової лінії вже є на третьому році експлуатації.
Економічний ефект з наростаючим підсумком за визначений термін служби технологічного обладнання (10 років) становить 8963,95 грн., позитивний ефект досягається в 2012 році.
Похожие работы
... цеха. Результати всіх цих розрахунків приведені у таблиці 4.1. Таблиця 4.1 – Основні техніко - економічні показники вагоноскладального цеха Найменування показників Одиниці виміру Значення показників Фактична програма ремонту вагонів 5567 Число поточно - конвеєрних ліній 3 Фронт роботи поточно - конвеєрної лінії 6 Фронт роботи цеху 18 Виробнича площа цеху ...
... фотонасвітлювачі. 4. Офсетна попередньо чутлива пластина Для виготовлення друкарських офсетних форм позитивного копіювання. Схема технологічного процесу виготовлення офсетних друкарських форм для друкування журнальної продукції Ознайомлення з оригіналом і бажаннями замовника Складання тексту Сканування і обробка чорно-білих ілюстрацій Верстка журнальних сторінок ...
... спостереження проведення кожного з них складається з наступних етапів: підготовка до спостереження; його проведення; обробка даних; аналіз результатів і підготовка пропозицій по вдосконаленню організації праці. При проведенні хронометражних спостережень слід враховувати ту обставину, що норми і нормативи розраховуються виходячи з передових прийомів і методів праці, але норма повинна передбачати ...

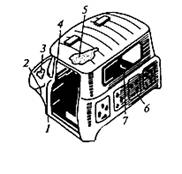

... іля: 1 - розривання зварних швів; 2 - розриви; 3 - вм’ятини і випуклість; 4 - згин і перекіс стійок; 5 - пробоїни; 6 - корозія; 7 - тріщини. Технологічний процес ремонту кузовів і кабін Технологічний процес ремонту кузовів і кабін разом включає розборку, повне чи часткове зняття старої фарби, дефектацію, ремонт складових частин чи його заміну, складання, фарбування, контроль якості. ...
0 комментариев