Вибір та обґрунтування організації виробничого процесу ВРП
Характеристика продукції, що ремонтується в цеху правки платформ
Вибір та обгрунтування метода організації ремонту вагонів
Теоретичні основи проектування та розрахункові параметри потокових ліній по ремонту вагонів
Синхронізація технологічного процесу ремонту платформи на потоковій лінії
Системи та форми оплати праці робітників
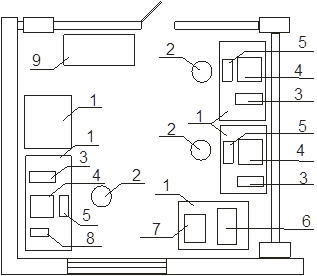
Планування цеху та вибір необхідної кількості обладнання
Виробнича логістика та управління виробничими процессами
Логістика складування
Охорона праці при впровадженні потокового методу організації ремонту
Навигация
Синхронізація технологічного процесу ремонту платформи на потоковій лінії
Організація технологічного процесу ремонту в цеху правки
63517
знаков
6
таблиц
8
изображений
3.4 Синхронізація технологічного процесу ремонту платформи на потоковій лінії
Незмінною умовою надійності роботи потокової лінії є стабільність її ритму, що досягається суворим узгодженням продуктивності обладнання і праці на окремих робочих місцях і на всіх позиціях потокової лінії, у результаті чого на кожній позиції забезпечується рівність або кратність тривалості операції і такту (синхронізація).
Відхилення часу виконання операції на позиції потокової лінії від такту повинно бути найменшим і не виходити за межі ![]() %.
%.
Міра погодження (синхронності) часу виконання операції на позиції з тактом потокової лінії характеризується коефіцієнтом синхронізації, що визначає відношення часу операцій, яке приходиться на одного робочого, до такту потокової лінії.
Коефіцієнт синхронізації визначається за формулою:
 . (3.19)
. (3.19)
Узгодження операцій по часу вважається правильним, якщо ![]() = 1.
= 1.
Якщо ![]() >1, то позиція перевантажена, якщо
>1, то позиція перевантажена, якщо ![]() 1, то позиція недовантажена.
1, то позиція недовантажена.
Синхронізація може бути досягнута декількома способами:
а) простим дробленням або округленням операції;
б) механізацією трудомістких робіт;
в) організацією на потоковій лінії додаткових робочих місць;
г) зміною технологічного процесу.
Розраховуємо коефіцієнт синхронізації для першої позиції:
 ;
;
Розраховуємо коефіцієнт синхронізації для другої позиції:
 ;
;
Згідно результату розрахунку питомої ваги загальної площі цеху на один відремонтований вагон який отримали у цьому розділі та розрахунків робимо висновок, що площа цеху використовується доцільно. А розрахувавши коефіцієнт синхронізації бачимо, що всі операції на поточних лініях узгоджені по часу.
4. Промислово-виробничий персонал та його розрахунок
Робітників вагоноремонтних підприємств можна поділити на промислово-виробничий персонал, зайнятий безпосередньо виробничою діяльністю і обслуговуванням виробництва, і персонал непромислових підрозділів, зайнятий у житловому і коммунальному господарствах підприємства, у сфері культурно-побутового та медично-санітарного обслуговування, у дитячих яслах і садках, у школах та інших навчальних закладах, у підсобних господарствах.
В залежності від характеру виконуємих функцій виділяються наступні категорії промислово виробничого персоналу: робочі, інженерно-технічні працівники (ІТП), розрахунково-конторський персонал (РКП), молодший обслуговуючий персонал (МОП).
В залежності від виконання основних чи допоміжних виробничих процесів робочі поділяються на основні та допоміжні. Як основні так і допоміжні робочі групуються за професіями і спеціальностями, а також за кваліфікаційними розрядами.
ІТП здійснюють функції загального управління і технічного керування. Ця група складається з керівників (начальник підприємства, начальники цехів, дільниць, відділів, бюро), фахівців (інженерів та техніків різноманітних професій і фахів).
До РКП відносяться розрахунково-бухгалтерський персонал, діловоди та інші.
До МОП відносяться: робітники по догляду за службовими приміщеннями (двірники, прибиральники), обслуговуванню робочих і службовців (гардеробщики).
Вхідними даними для розрахунку потреби у виробничих робочих є пронормований технологічний процес і виробнича програма.
Явочну чисельність основних робочих визначають за формулою:
 (4.1)
(4.1)
де Fн - номінальний фонд робочого часу робітника за рік, год;
Kн - коефіцієнт виконання норми, Kн=1,2;
Qв - нормативні витрати часу на один виріб, Qв =5 люд. год.
![]() ,(4.2)
,(4.2)
nр.д. – кількість робочих днів за рік, дн.;
nзм – кількість змін за день, nзм=2;
tзм – тривалість зміни, tзм =8 год.
![]() ,(4.3)
,(4.3)
Д. – загальна кількість днів за розрахунковий період, Д = 365 днів;
![]() – кількість офіційних вихідних, nвих= 124 дні;
– кількість офіційних вихідних, nвих= 124 дні;
![]() – кількість офіційних святкових днів, nсв= 11 днів;
– кількість офіційних святкових днів, nсв= 11 днів;
![]() - кількість днів відпустки,
- кількість днів відпустки, ![]() =28 днів.
=28 днів.
![]() дні.
дні.
![]() год.
год.
Облікову чисельність основних робочих визначають за формулою:
![]() (4.4)
(4.4)
де Коб - коефіцієнт, що враховує співвідношення облікового і явочного фонду часу одного робітника в рік, Коб = 1,2.
![]()
Облікова кількість робітників тобто ті, що знаходяться в штаті ВРП, більше явочної. Це робиться для того, щоб можна було підмінити працівників, що знаходяться в чергових відпустках, відсутніх через хворобу і ін.
Розрахунок кількості допоміжних робочих ведеться по нормативах у відсотках до облікової кількості (15%) або по диференційованих нормах обслуговування. Отже, облікову чисельність допоміжних робочих визначають за формулою:
![]() (4.5)
(4.5)
де Кдоп - коефіцієнт, що враховує співвідношення допоміжних робітників до основних, Кд=0,15.
![]()
Кількість ІТП, чол.,
![]() (4.6)
(4.6)
де КІТП, - коефіцієнт, що враховує співвідношення ІТП до основних робочих,
КІТП =0,06.
![]()
Кількість ОКП, чол..,
![]() (4.7)
(4.7)
де КОКП - коефіцієнт, що враховує співвідношення ОКП до основних робочих,
КОКП =0,06;
![]()
Кількість МОП, чол..,
![]() (31)
(31)
де КМОП - коефіцієнт, що враховує співвідношення МОП до основних робочих
КМОП=0,03.
![]()
Згідно розрахунків для цеху правки вагонів призначаємо:
- інженерно-технічних працівників - один начальник цеху,
- для обчислювально- конторського персоналу призначаємо одного нормувальника,
- для молодшого обслуговуючого персоналу – одного прибиральника.
Похожие работы
... цеха. Результати всіх цих розрахунків приведені у таблиці 4.1. Таблиця 4.1 – Основні техніко - економічні показники вагоноскладального цеха Найменування показників Одиниці виміру Значення показників Фактична програма ремонту вагонів 5567 Число поточно - конвеєрних ліній 3 Фронт роботи поточно - конвеєрної лінії 6 Фронт роботи цеху 18 Виробнича площа цеху ...
... фотонасвітлювачі. 4. Офсетна попередньо чутлива пластина Для виготовлення друкарських офсетних форм позитивного копіювання. Схема технологічного процесу виготовлення офсетних друкарських форм для друкування журнальної продукції Ознайомлення з оригіналом і бажаннями замовника Складання тексту Сканування і обробка чорно-білих ілюстрацій Верстка журнальних сторінок ...
... спостереження проведення кожного з них складається з наступних етапів: підготовка до спостереження; його проведення; обробка даних; аналіз результатів і підготовка пропозицій по вдосконаленню організації праці. При проведенні хронометражних спостережень слід враховувати ту обставину, що норми і нормативи розраховуються виходячи з передових прийомів і методів праці, але норма повинна передбачати ...

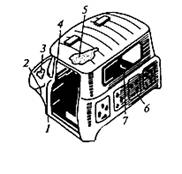

... іля: 1 - розривання зварних швів; 2 - розриви; 3 - вм’ятини і випуклість; 4 - згин і перекіс стійок; 5 - пробоїни; 6 - корозія; 7 - тріщини. Технологічний процес ремонту кузовів і кабін Технологічний процес ремонту кузовів і кабін разом включає розборку, повне чи часткове зняття старої фарби, дефектацію, ремонт складових частин чи його заміну, складання, фарбування, контроль якості. ...
0 комментариев