Вибір та обґрунтування організації виробничого процесу ВРП
Характеристика продукції, що ремонтується в цеху правки платформ
Вибір та обгрунтування метода організації ремонту вагонів
Теоретичні основи проектування та розрахункові параметри потокових ліній по ремонту вагонів
Синхронізація технологічного процесу ремонту платформи на потоковій лінії
Системи та форми оплати праці робітників
Планування цеху та вибір необхідної кількості обладнання
Виробнича логістика та управління виробничими процессами
Логістика складування
Охорона праці при впровадженні потокового методу організації ремонту
Навигация
Охорона праці при впровадженні потокового методу організації ремонту
Організація технологічного процесу ремонту в цеху правки
63517
знаков
6
таблиц
8
изображений
10. Охорона праці при впровадженні потокового методу організації ремонту
10.1 Аналіз потенційних небезпек і виробничих шкідливостей у цеху правки
Вплив небезпечних і шкідливих виробничих факторів на організм людини приводить в кінцевому рахунку до погіршення працездатності і втрати здоров'я.
У цеху правки проводяться роботи з правки рами та кузова вагону. Ці роботи по важкості фізичної праці, в відповідності з ГОСТ 12.1.005-88 ССБТ, оцінюють як роботи середньої вагжкості (категорії 2Б), при яких витрачається енергії від 628 до 1047 Дж/г. По характеру – статична, динамічна. Положення тіла – стояче змушене.
У відповідності із НОП 511-302-91 та ОСТ 32-9-81 по ступені точності робіт, що виконуються і зоровому навантаженні вони відносяться до 4 розряду зорової праці.
До шкідливих виробничих факторів у цеху правки відносяться шкідливі речовини, що виділяються при зварювально-наплавлювальних роботах, шум та вібрація від роботи правильних машин, конвеєрів.
При проведенні робіт по шліфуванню і зачистці деталей вагону в повітря робочої зони виділяється велика кількість пилу від шліфувальної машини і деталей, що обробляються.
Вузли машин і механізмів в процесі роботи утворюють небезпечні зони, що представляють собою певний простір, в якому виникають періодичні або діючі постійно небезпечні та шкідливі виробничі фактори, здатні викликати травмування працюючих або утворити інший негативний вплив на людину.
У цеху є постійні небезпечні зони, а саме: транспортні конвеєри, зварювальні трансформатори, гази, що утворюються при виконанні електрозварювальних робіт робіт.
Основними можливими причинами пожежі і вибуху можуть бути необережне ставлення з вогнем, порушення правил експлуатації обладнання при виконанні зварювальних та газорізальних робіт, несправне електрообладнання, електропроводка та ін.
10.2 Заходи по забезпеченню безпеки і нормальних умов праціНормальне теплове самопочуття людини забезпечується певними поєднаннями всіх метеорологічних параметрів. Тому ГОСТ 12.1.005-88 ССБТ для робочих зон виробничих приміщень встановлені оптимальні зони температур, відносної вологості і швидкості руху повітря.
Оптимальними в холодний і перехідний періоди року є температура повітря не нижче t = 160 С, відносна вологість R = 60-80%, швидкість руху повітря V не більше або рівна 0,5 м/с, а в теплий період року повинні мати ці параметри не вище t = 28 С, R = 75%, V = 0,7 м/с.
Нормоване загальне освітлення цеху правки приймається по ГОСТ 32-9-81 і для різних відділень, в залежності від розряду зорової роботи складає від 150 до 200 лк.
З ціллю попередження профзахворювання для виведення шкідливих речовин із організму еклектрозварювальникам видається молоко по 0,5 л в зміну.
В якості засобів індивідуального захисту використовується спецодяг: електрозварювальники одержують брезентові костюми, інші робітники - бавовняні. Електрозварювальники забезпечуються захисними пристроєм – щиток. Засобами захисту рук забезпечуються всі робітники. Заходи по попередженню електротравматизму передбачаються організаційні та технічні. До обслуговування електропристроїв допускаються робітники не молодше 18 років, які пройшли медичний огляд і здали іспит на визначену кваліфікаційну групу з техніки безпеки.
Загальні вимоги охорони праці при роботові з конвеерами регламентовані в ДСТУ-12.2.022-96
Справжній стандарт розповсюджується на конвеєри, зокрема оснащені завантажувальними і розвантажувальними пристроями, вживані у всіх галузях народного господарства, і встановлює загальні вимоги безпеки до їх конструкції і розміщення.
Не допускається завантаження конвеєра понад розрахункові норми для умов експлуатації, встановлених в технічних умовах.
Конвеєри повинні мати запобіжні пристрої, що відключають приводи при перевантаженні.
Конвеєр має бути додатково обладнаний вимикаючими пристроями для зупинки конвеєра в аварійних ситуаціях в будь-якому місці.
На ділянках траси конвеєрів, що знаходяться поза зоною видимості оператора з пульта управління, має бути встановлена двостороння попереджувальна передпускова звукова або світлова сигналізація, що включається автоматично до включення приводу конвеєра.
Струмоведучі частини повинні один раз в місяць перевірятися на відсутність замикання на корпус, цілісність заземляючого дроту, справність ізоляції і відсутність оголених струмоведучих частин з реєстрацією в спеціальному журналі.
До роботи на конвеєрі допускаються особи не молодше 18 років, які пройшли навчання за програмою затвердженою технічним керівником експлуатаційної організації, медичний огляд, перевірку знань і отримали допуск до обслуговування конвейєрного комплексу.
При виконанні зварювальних робіт корпус зварювальної установки та зворотній провід повинні бути заземлені.
При приведенні до руху конвеєру у цеху передбачено включення звукової і світової сигналізації.
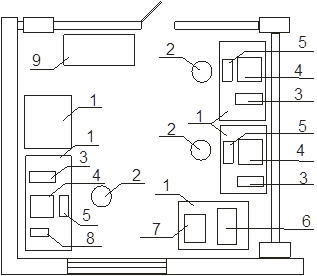
Робочі місця пристосовані для конкретного виду праці та для робітників визначеної кваліфікації. Передбачено оптимальне розташування робочих місць у цеху, а також безпечні проходи для працюючих, необхідне природне та штучне освітлення для виконання роботи. Також передбачені достатній робочий простір для працюючої людини, що дозволяє здійснити всі необхідні рухи і переміщення при виконанні правильних робіт.
Для пожежної профілактики цех обладнаний первинними засобами пожежегасіння, а саме порошковими вогнегасниками, пожежними сокирами і ломами, відрами з написом “Пожежне відро” і ящиком з піском.
У цеху правки є внутрішні пожежні крани, пожежні колонки, пожежні рукава і пожежні стволи, а також обладнані спеціальні місця для куріння. Вся виробнича площа цеху забезпечена пожежною сигналізацією відповідно до діючих норм і правил будівельного проектування.
Список використаних джерел
1. Герасимов В.С. Технологія вагонобудування і ремонту вагонів [Текст]/В.С.Герасимов. – М.: Транспорт, 1988-381с.
2. Гридюшко В.И., Бугаев В.П., Криворучко Н.З. Вагонное хозяйство [Текст]/ В.И.Гридюшко .-М.: Транспорт, 1988-295с.
3. Скиба И. Ф. Организация, планирование і управление на вагоноремонтных предприятиях. [Текст]/И.Ф.Скиба - Москва: Транспорт, 1978-341с.
4. Волошин Д.І, Волошина Л.В. Організація виробництва та логістика на вагоноремонтних підприємствах. Методичні вказівки до курсового проектування з дисципліни “Організація, планування і логістика на вагоноремонтному підприємстві” [Текст]/Д.І.Волошин - Харків: Укр ДАЗТ, 2000-30с.
5. Алексеев В. Д., Сорокин Г.Е. Ремонт вагонов[Текст]/В.Д.Алексеев.- М.: Транспорт, 1978-280 с.
6. Алтухов В.Я., Трофименко А.Ф., Зинкин А.С. Механизация и автоматизация ТО и ремонта подвижного состава [Текст]/В.Я.Алтухов - М.: Транспорт, 1989-200с.
7. Тережкин Л.В., Зеленин И.Г. Механизация и автоматизация производственных процессов ремонта вагонов [Текст]/Л.В.Тережкин - М.: Транспорт, 1974-286с.
8. Скиба И.Ф., Ежиков В.А. Комплексно – механизированные поточные линии на ВРП [Текст]/И.Ф.Скиба - М.: Транспорт, 1982-136с.
9. Биллов И.В., Голобурда В.Г., Данилин В.Ф. Экономика железнодорожного транспорта [Текст]/И.В.Биллов - М.: Транспорт, 1989- 351с.
10. Крючков В.Я. Правила оформлення дипломних (курсових) проектів (робіт) [Текст]/В.Я.Крючков.- Харків: Укр ДАЗТ, 2003-30с.
11. Карягина В. Я., Медведєв В. В Охрана труда в вагонном хозяйстве [Текст]/В.Я.Карягина. – М.: Транспорт, 1978. – 222с
12. Производственная логистика [Електронний ресурс]. – Режим доступу: www/URL: http://www.uni-car.ru/page_10.php - Загол. з екрану
13. Транспортная логистика [Електронний ресурс]. – Режим доступу: www/URL: http://www.uni-car.ru/page_34.php - Загол. з екрану
14. Складская логистика [Електронний ресурс]. – Режим доступу: www/URL: http://www.aup.ru/books/m93/3_4.htm - Загол. з екрану
Додаток А
(обов’язковий)
Таблиця А.1 – Тарифні ставки, оклади та витрати заробітної плати на один відремонтований вагон (до впровадження потокового виробництва)
| № п/п | Професія | Розряд | Часова тарифна ставка (оклад), грн | Кількість робітників, чол | Трудомісткість, чол.-год. | Всього трудомісткість, чол.-год. | Доплата за шкідливі умови праці, % | Основний фонд заробітної плати, грн |
| 1 | Начальник цеху | - | 2500 | 1 | - | - | - | 3,99 |
| 2 | Нормувальник | - | 1200 | 1 | - | - | - | 1,91 |
| 3 | Прибиральник виробничих приміщень | - | 900 | 1 | - | - | - | 1,44 |
| 4 | Контролер ВТК | - | 2000 | 1 | - | - | - | 3,19 |
| 5 | Комірник | - | 1500 | 1 | - | - | - | 2,39 |
| 6 | Слюсар | IV | 4,48 | 4 | 3,23 | 12,92 | - | 57,88 |
| 7 | Водій електрокару | IV | 4,48 | 1 | 3,23 | 3,23 | - | 14,47 |
| 8 | Пресувальник | IV | 5,09 | 3 | 3,08 | 9,24 | - | 47,03 |
| 9 | Нагрівальник | ІІІ | 5,09 | 1 | 4,55 | 4,55 | - | 23,16 |
| 10 | Електрогазозварювальник | IV | 5,09 | 3 | 2,74 | 8,22 | 15 | 48,12 |
| 11 | Правильник | IV | 5,09 | 3 | 4,55 | 13,65 | - | 69,48 |
| Усього | - | - | 15 | - | 28,21 | - | 273,06 | |
| Додаткова заробітна плата, грн | 111,55 | |||||||
| Всього заробітна плата, грн | 384,61 | |||||||
| Відрахування на соціальне страхування, грн | 106,49 | |||||||
| Загальногосподарські витрати, грн | 334,77 | |||||||
| Адміністративні витрати, грн | 60,89 | |||||||
| Всього витрат, грн | 886,76 | |||||||
Таблиця А.2 – Тарифні ставки, оклади та витрати заробітної плати на один відремонтований вагон (після впровадження потокового виробництва)
| № п/п | Професія | Розряд | Часова тарифна ставка (оклад), грн | Кількість робітників, чол | Трудомісткість, чол.-год. | Всього трудомісткість, чол.-год. | Доплата за шкідливі умови праці, % | Основний фонд заробітної плати, грн |
| 1 | Начальник цеху | - | 2500 | 1 | - | - | - | 3,99 |
| 2 | Нормувальник | - | 1200 | 1 | - | - | - | 1,91 |
| 3 | Прибиральник виробничих приміщень | - | 900 | 1 | - | - | - | 1,44 |
| 4 | Контролер ВТК | - | 2000 | 1 | - | - | - | 3,19 |
| 5 | Комірник | - | 1500 | 1 | - | - | - | 2,39 |
| 6 | Слюсар | IV | 4,48 | 2 | 3,23 | 6,46 | - | 28,94 |
| 7 | Водій електрокару | IV | 4,48 | 1 | 3,23 | 3,23 | - | 14,47 |
| 8 | Пресувальник | IV | 5,09 | 2 | 3,08 | 6,16 | - | 31,35 |
| 9 | Нагрівальник | ІІІ | 5,09 | 1 | 4,55 | 4,55 | - | 23,16 |
| 10 | Електрогазозварювальник | IV | 5,09 | 2 | 2,74 | 5,48 | 15 | 32,08 |
| 11 | Правильник | IV | 5,09 | 2 | 4,55 | 9,1 | - | 46,32 |
| Усього | - | - | 15 | - | 28,21 | - | 226,64 | |
| Додаткова заробітна плата, грн | 92,58 | |||||||
| Всього заробітна плата, грн | 319,22 | |||||||
| Відрахування на соціальне страхування, грн | 88,39 | |||||||
| Загальногосподарські витрати, грн | 277,86 | |||||||
| Адміністративні витрати, грн | 50,54 | |||||||
| Всього витрат, грн | 736,01 | |||||||
Похожие работы
... цеха. Результати всіх цих розрахунків приведені у таблиці 4.1. Таблиця 4.1 – Основні техніко - економічні показники вагоноскладального цеха Найменування показників Одиниці виміру Значення показників Фактична програма ремонту вагонів 5567 Число поточно - конвеєрних ліній 3 Фронт роботи поточно - конвеєрної лінії 6 Фронт роботи цеху 18 Виробнича площа цеху ...
... фотонасвітлювачі. 4. Офсетна попередньо чутлива пластина Для виготовлення друкарських офсетних форм позитивного копіювання. Схема технологічного процесу виготовлення офсетних друкарських форм для друкування журнальної продукції Ознайомлення з оригіналом і бажаннями замовника Складання тексту Сканування і обробка чорно-білих ілюстрацій Верстка журнальних сторінок ...
... спостереження проведення кожного з них складається з наступних етапів: підготовка до спостереження; його проведення; обробка даних; аналіз результатів і підготовка пропозицій по вдосконаленню організації праці. При проведенні хронометражних спостережень слід враховувати ту обставину, що норми і нормативи розраховуються виходячи з передових прийомів і методів праці, але норма повинна передбачати ...

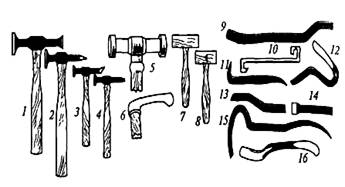

... іля: 1 - розривання зварних швів; 2 - розриви; 3 - вм’ятини і випуклість; 4 - згин і перекіс стійок; 5 - пробоїни; 6 - корозія; 7 - тріщини. Технологічний процес ремонту кузовів і кабін Технологічний процес ремонту кузовів і кабін разом включає розборку, повне чи часткове зняття старої фарби, дефектацію, ремонт складових частин чи його заміну, складання, фарбування, контроль якості. ...
0 комментариев