Вибір та обґрунтування організації виробничого процесу ВРП
Характеристика продукції, що ремонтується в цеху правки платформ
Вибір та обгрунтування метода організації ремонту вагонів
Теоретичні основи проектування та розрахункові параметри потокових ліній по ремонту вагонів
Синхронізація технологічного процесу ремонту платформи на потоковій лінії
Системи та форми оплати праці робітників
Планування цеху та вибір необхідної кількості обладнання
Виробнича логістика та управління виробничими процессами
Логістика складування
Охорона праці при впровадженні потокового методу організації ремонту
Навигация
Вибір та обгрунтування метода організації ремонту вагонів
Організація технологічного процесу ремонту в цеху правки
63517
знаков
6
таблиц
8
изображений
2. Вибір та обгрунтування метода організації ремонту вагонів
2.1 Характеристика існуючих методів організації ремонту вагонів
Методи ремонту вагонів – це сукупність технологічних та організаційних правил виконання операцій ремонту. У практиці ремонту вагонів застосовують наступні методи: індивідуальний, вузловий, агрегатний, знеособлений, не знеособлений. потоковий і потоково-конвеєрний.
Застосування того чи іншого методу ремонту вагонів зумовлено багатьма факторами: кількісним складом і типами вагонів, іх конструктивними особливостями, ремонтоспроможністю, виробничими умовами виконання ремонту, виробничою програмою ремонту підприємства.
На вагоноремонтних підприємствах застосовують стаціонарний та потоковий методи ремонту вагонів, вузлів та деталей.
Стаціонарний метод ремонту характеризується тим, що об’єкт (виріб), який ремонтується від початку і до закінчення робіт (тривалість ремонту) знаходиться на одному й тому самому місці (позиції). Основні операції з відновлення деталей виконує комлексна бригада слюсарів самостійно за допомогою простого технологічного оснащення. Більш складні роботи здійснюються в механічному або інших спеціалізованих виробничих дільницях. Під час такого методу скупчення великої кількості ремонтних операцій на одній позиції ускладнює механізацію трудомістких робіт. Крім цього, технологічна несумісність деяких операцій ускладнює паралельне виконання робіт. Коефіцієнт використання оснащення – співвідношення часу роботи пристосування до загального робочого часу простою об’єкта на даній позиції – при стаціонарному методі занадто низький.
Розрізняють два різновиди стаціонарного методу:
а) стаціонарно-бригадний метод, побудований за принципом концентрації операцій процесу, які виконуються на одному робочому місці;
б) стаціонарно-вузловий метод, побудований на підставі диференціації операцій, тобто розподіл процесу на окремі операції по технологічних вузлах.
Застосування стаціонарно-вузлового методу дозволяє за рахунок ущільнення і паралельності виконання операцій значно скоротити тривалість ремонтно-складальних робіт.
Потоковий метод ремонту виконується на спеціалізованих робочих місцях визначеною технологічною послідовністю і ритмом. Вузли, агрегати і вагони ремонтуються і складаються на потокових лініях. Робочі місця розташовані вздовж цих ліній. Складання виконують із готових, обкатаних і випробуваних агрегатів і вузлів. Потоковий метод характеризується безперервністю технологічного процесу, що забезпечує ритмічність виробництва і досягається: розподілом технологічного процесу ремонту об’єкту на рівні або кратні за трудомісткістю і тривалістю операції; закріпленням операцій за окремими робочими місцями і працівниками потокових ліній; передачею об’єктів, що ремонтуються, з одного робочого місця на інше з мінімальними перервами; використанням спеціальних транспортних засобів конвеєрного типу.
Потоково-конвеєрний метод є удосконаленим різновидом потокового методу, від якого він різниться скороченим часом перебування виробу, що ремонтується на кожній позиції, більш високим ритмом пересування позиціями. Цей метод організації ремонтного процесу вимагає чіткої взаємодії всіх виробничих підрозділів вагонного депо, які постачають поточно-конвеєрну лінію справними деталями та вузлами.
2.2 Обгрунтування впровадження потокової лінії
Необхідною умовою доцільності впровадження потокового виробництва є наявність відповідного обсягу робіт для завантаження потокової лінії.
Мінімальна кількість виробів, при якій доцільно впроваджувати потокову лінію ![]() , ваг.,
, ваг.,
 , (2.1)
, (2.1)
де Fд – дійсний фонд робочого часу потокової лінії, год.;
Тпр – норма простою вагона у ремонті, год.
Дійсний фонд робочого часу потокової лінії ![]() , год,
, год,
![]() ,(2.2)
,(2.2)
де ![]() – номінальний фонд робочого часу потокової лінії за розрахунковий період, з урахуванням змінності, год.,
– номінальний фонд робочого часу потокової лінії за розрахунковий період, з урахуванням змінності, год.,
![]() - коефіцієнт використання потокової лінії,
- коефіцієнт використання потокової лінії, ![]() = 0,75.
= 0,75.
![]() ,(2.3)
,(2.3)
nр.д. – кількість робочих днів за рік, дн.;
nзм – кількість змін за день, nзм=3;
tзм – тривалість зміни, tзм =8 год.
![]() ,(2.4)
,(2.4)
Д. – загальна кількість днів за розрахунковий період, Д = 365 днів;
nвих – кількість офіційних вихідних, nвих= 124 дні;
nсв – кількість офіційних святкових днів, nсв= 11 днів
![]() днів.
днів.
![]() год.
год.
![]() год.
год.
![]() ваг.
ваг.
Оскільки виконується умова ![]() <
< ![]() , 920< 6250 ваг., впроваджуємо потокове виробництво.
, 920< 6250 ваг., впроваджуємо потокове виробництво.
Похожие работы
... цеха. Результати всіх цих розрахунків приведені у таблиці 4.1. Таблиця 4.1 – Основні техніко - економічні показники вагоноскладального цеха Найменування показників Одиниці виміру Значення показників Фактична програма ремонту вагонів 5567 Число поточно - конвеєрних ліній 3 Фронт роботи поточно - конвеєрної лінії 6 Фронт роботи цеху 18 Виробнича площа цеху ...
... фотонасвітлювачі. 4. Офсетна попередньо чутлива пластина Для виготовлення друкарських офсетних форм позитивного копіювання. Схема технологічного процесу виготовлення офсетних друкарських форм для друкування журнальної продукції Ознайомлення з оригіналом і бажаннями замовника Складання тексту Сканування і обробка чорно-білих ілюстрацій Верстка журнальних сторінок ...
... спостереження проведення кожного з них складається з наступних етапів: підготовка до спостереження; його проведення; обробка даних; аналіз результатів і підготовка пропозицій по вдосконаленню організації праці. При проведенні хронометражних спостережень слід враховувати ту обставину, що норми і нормативи розраховуються виходячи з передових прийомів і методів праці, але норма повинна передбачати ...

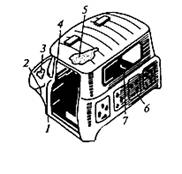

... іля: 1 - розривання зварних швів; 2 - розриви; 3 - вм’ятини і випуклість; 4 - згин і перекіс стійок; 5 - пробоїни; 6 - корозія; 7 - тріщини. Технологічний процес ремонту кузовів і кабін Технологічний процес ремонту кузовів і кабін разом включає розборку, повне чи часткове зняття старої фарби, дефектацію, ремонт складових частин чи його заміну, складання, фарбування, контроль якості. ...
0 комментариев