Расчет минимальной партии запуска деталей в производство
Выбор нормативной партии запуска деталей в производство
Расчет штучно-калькуляционного времени
Расчет необходимого количества оборудования
Расчет времени, необходимого для обработки партии деталей
Разработка графика запуска деталей в производство
Определение длительности производственного цикла и коэффициента пролеживания деталей
Навигация
Определение длительности производственного цикла и коэффициента пролеживания деталей
Производственный цикл выпуска детали типа "Ось"
13637
знаков
11
таблиц
0
изображений
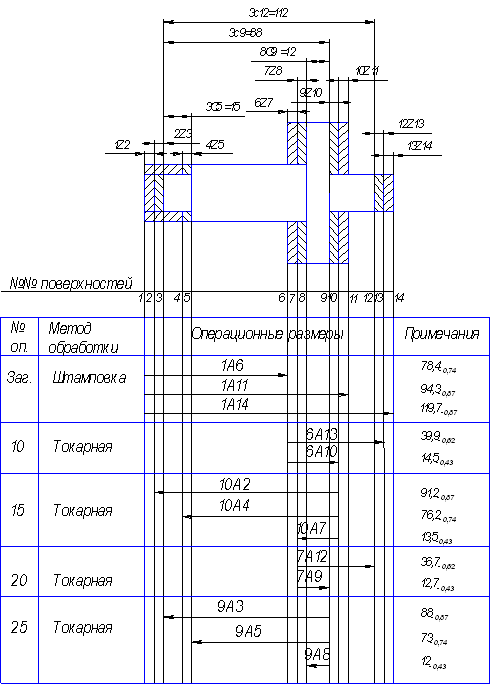
8. Определение длительности производственного цикла и коэффициента пролеживания деталей
Определим коэффициент пролеживания в табл. 11.
Таблица 11
| Деталь | n | Тфакт. | åtшт.к | Кп | Кп (расч.) |
| 1 | 208 | 364 | 0,67 | 2,61194 | 5,4 |
| 2 | 139 | 243,25 | 0,33 | 5,30303 | 6,3 |
| 3 | 86 | 150,5 | 0,75 | 2,333333 | 6,0 |
| 4 | 202 | 353,5 | 2,23 | 0,784753 | 3,2 |
| 5 | 93 | 162,75 | 0,61 | 2,868852 | 5,4 |
| 6 | 185 | 323,75 | 0,84 | 2,083333 | 5,2 |
| 7 | 206 | 360,5 | 0,52 | 3,365385 | 5,0 |
| 8 | 208 | 364 | 0,42 | 4,166667 | 6,2 |
| 9 | 188 | 329 | 0,44 | 3,977273 | 5,1 |
| 10 | 147 | 257,25 | 0,53 | 3,301887 | 5,5 |
График запуска деталей в производство близок к оптимальному, однако сокращение производственного цикла возможно на 3 дня.
Библиографический список
1. Егоров Е.М. Проектирование машиностроительных заводов. – М.: Высшая школа,1989.
2. Гончаров В.Н. Оперативное управление производством. – М.: Экономика,1987.
3. Гадушаури Г.В., Литван Б.Г. Управление современным предприятием. – М. ЭКМОС, 2001.
4. Гончаров В.В. Важнейшие критерии результативности управления. – М. МНИИПУ, 2001.
5. Макаренко М.В., Малахина О.М. Производственный менеджмент. – М.: «Издательство ПРИОР», 2002.
6. Найденков В.И. Стратегическое планирование. – М.: «Приор-издат», 2004.
7. Фатхутдинов Р.А. Система менеджмента. – М.: АО «Бизнес-школа», 2000.
8. Щиборщ К.В. Бюджетирование деятельности промышленных предприятий России. – М.: Дело и сервис, 2001.
Похожие работы
... детали, что и является основной целью курсовой работы. Выбор типа заготовки и метода ее получения оказывают самое непосредственное и весьма существенное влияние на характер построения технологического процесса изготовления детали, так как в зависимости от выбранного метода получения заготовки может в значительных пределах колебаться величина припуска на обработку детали и, следовательно, меняется ...
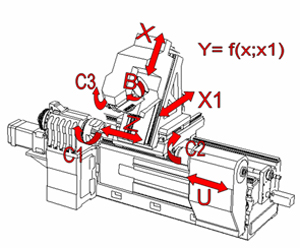
... суппорта, наибольшее перемещение суппорта, шаг нарезаемой резьбы. Для токарной операции выбираем токарно-фрезерный обрабатывающий центр с ЧПУ мод. 1730Ф6, предназначенный для комплексной обработки деталей типа тел вращения На станке возможно выполнение следующих операций: - наружного точения цилиндрических и фасонных поверхностей; - растачивания, сверления, развертывание отверстий соосных ...



... выпусков изделий изготовление их ведется путем непрерывного выполнения на рабочих местах одних и тех же постоянно повторяющихся операций. Определим тип производства при изготовлении детали "картер" массой 6 кг. При разработке новых технологических процессов, когда технологический маршрут механической обработки детали не определен, используют коэффициент серийности , (3.5.1) где tв - такт выпуска ...
... перемещения луча приведено на рис. 1.5. Наблюдаемые различия в структуре и твёрдости слоёв зоны в стали 35, обрабатываемой непрерывным излучением лазера на СО2, объясняют различными условиями их нагрева и охлаждения. 1.6. Упрочнение кулачка главного вала В течение последних трёх – пяти лет появились мощные газовые лазеры, обеспечивающие в режиме непрерывной генерации мощность порядка ...
0 комментариев