Навигация
Проектирование специальной контрольной оснастки
69137
знаков
11
таблиц
12
изображений
3. Проектирование специальной контрольной оснастки
3.1 Исходные данные для проектирования контрольного приспособления
Контрольно-измерительные приспособления служат для проверки соответствия параметров изготавливаемой детали требованиям технологической документации. Предпочтение отдается приспособлениям, позволяющим определить пространственное отклонение одних поверхностей по отношению к другим. Данное приспособление отвечает этим требованиям, т.к. измеряет радиальное биение. Приспособление имеет простое устройство, удобно в эксплуатации и не требует высокой квалификации контролера.
Детали типа ось в большинстве случаев передают механизмам значительные крутящие моменты. Чтобы они работали безотказно продолжительное время, большое значение имеет высокая точность выполнения основных рабочих поверхностей оси по диаметральным размерам.
Процесс контроля предусматривает преимущественно сплошную проверку радиального биения наружных поверхностей оси, которую можно проводить на многомерном контрольном приспособлении.
3.2 Принципиальная схема станочного приспособления
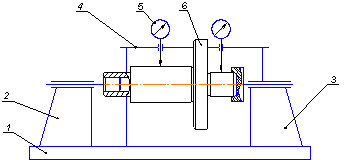
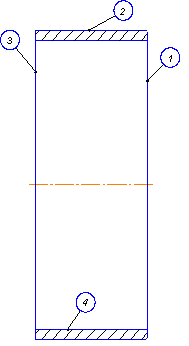
Рисунок 3.1 Принципиальная схема контрольного приспособления
На рисунке 3.1 изображена, принципиальна схема приспособления для контроля радиального биения наружных поверхностей детали ось. На схеме обозначены основные части приспособления:
1 – корпус приспособления;
2 – передняя бабка;
3 – задняя бабка;
4 – стойка;
5 – индикаторные головки;
6 – контролируемая деталь.
3.3 Описание конструкции и принципа работы
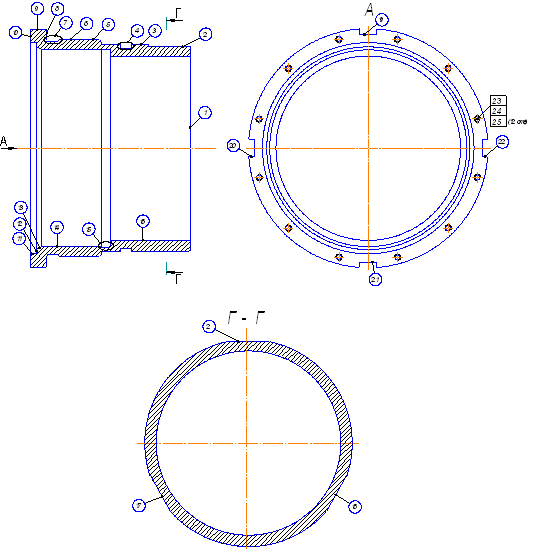
На корпусе 1 с помощью винтов 13 и шайб 26 закреплены передняя бабка 2 с оправкой 20 и задняя бабка 3 с неподвижным обратным центром 23, на которые устанавливают проверяемую ось. Осевое положение оси фиксируется неподвижным обратным центром 23. К последнему ось прижимается пружиной 21, которая расположена в центральном осевом отверстии пиноли 5 и воздействует на переходник 6. Пиноль 5 смонтирована в передней бабке 2 с возможностью вращения относительно продольной оси благодаря втулкам 4. на левом конце пиноли 5 установлен маховичок 19 с ручкой 22, который закреплен шайбой 8 и штифтом 28, крутящий момент от маховичка 19 передается на пиноль 5 с помощью шпонки 27. Переходнику 6 вращательное движение при измерении передается через штифт 29, который запрессован в пиноли 5. Помимо этого, на другом конце переходника 6 вставлена оправка 20 с конической рабочей поверхностью для точного беззазорного базирования оси, так как последняя имеет цилиндрическое осевое отверстие диаметром 12 мм. Конусность оправки зависит от допуска Т и диаметра отверстия оси и определяется по формуле:
![]() , мм
, мм
![]() мм.
мм.
В двух стойках 7, прикрепленных к корпусу 1 винтами 16 и шайбами 25, установлен вал 9, по которому перемещаются кронштейны 12 и фиксируются винтами 14. На кронштейнах 12 установлены с помощью винтов 14 скалки 10, на которых винтами 15, гайками 17 и шайбами 24 закреплены ИГ 30.
Две ИГ 30 служат для проверки радиального биения наружных поверхностей оси, которой дают один-два оборота и отсчитывают максимальные показания ИГ 30, определяющие биение. Приспособление обеспечивает высокую производительность процесса контроля.
3.4 Расчет контрольного приспособления
Важнейшим условием, которому должны удовлетворять контрольные приспособления, является обеспечение необходимой точности измерения. Точность в значительной степени зависит от принятого метода измерения, от степени совершенства принципиальной схемы и конструкции приспособления, а также от точности его изготовления. Не менее важным фактором, влияющим на точность, является точность изготовления поверхности, используемой в качестве измерительной базы у контролируемых деталей.
![]() ,
,
где![]() - погрешность изготовления установочных элементов и их расположения на корпусе приспособления, принимаем
- погрешность изготовления установочных элементов и их расположения на корпусе приспособления, принимаем ![]() мм;
мм;
![]() - погрешность, вызванная неточностью изготовления передаточных элементов, принимаем
- погрешность, вызванная неточностью изготовления передаточных элементов, принимаем ![]() мм;
мм;
![]() - систематическая погрешность, учитывающая отклонения установочных размеров от номинальных, принимаем
- систематическая погрешность, учитывающая отклонения установочных размеров от номинальных, принимаем ![]() мм;
мм;
![]() - погрешность базирования, принимаем
- погрешность базирования, принимаем ![]() ;
;
![]() - погрешность смещения измерительной базы детали от заданного положения, принимаем
- погрешность смещения измерительной базы детали от заданного положения, принимаем ![]() мм;
мм;
![]() - погрешность закрепления, принимаем
- погрешность закрепления, принимаем ![]() мм;
мм;
![]() - погрешность от зазоров между осями рычагов, принимаем
- погрешность от зазоров между осями рычагов, принимаем ![]() ;
;
![]() - погрешность отклонения установочных элементов от правильной геометрической формы, принимаем
- погрешность отклонения установочных элементов от правильной геометрической формы, принимаем ![]() ;
;
![]() - погрешность метода измерения, принимаем
- погрешность метода измерения, принимаем ![]() мм.
мм.
![]() мм
мм
Суммарная погрешность может составлять до 30% допуска контролируемого параметра: 0,3∙Т = 0,3∙0,1 = 0,03 мм.
0,03 мм ≥ 0,0034 мм.
3.5 Разработка карты наладки на операцию № 30Разработка карты наладки позволяет понять сущность настройки станка с ЧПУ при выполнении операции с автоматическим способом получения заданной точности.
В качестве настроечных размеров принимаем размеры, соответствующие середине поля допуска операционного размера. Величину допуска на настроечный размер принимаем
Тн = 0,2 * Топ .
гдеТн – допуск на настроечный размер.
Топ – допуск на операционный размер.
Например, на данной операции точим поверхность Ø 32,5-0,08 , тогда настроечный размер будет равен
![]() 32,5 – 32,42 = 32,46 мм.
32,5 – 32,42 = 32,46 мм.
2
Тогда
Тн = 0,2 * (-0,08) = - 0,016 мм.
Настроечный размер Ø 32,46-0,016 .
Расчет остальных размеров ведется аналогично.
Выводы по проекту
Согласно заданию на курсовой проект спроектирован технологический процесс изготовления вала. Технологический процесс содержит 65 операций, на каждую из которых указаны режимы резания, нормы времени, оборудование и оснастка. Для сверлильной операции спроектировано специальное станочное приспособление, которое позволяет обеспечить необходимую точность изготовления детали, а также требуемое усилие зажима.
При проектировании технологического процесса изготовления вала разработана карта наладки на токарную операцию №30, которая позволяет понять сущность настройки станка с ЧПУ при выполнении операции с автоматическим способом получения заданной точности.
При выполнении проекта была составлена расчетно-пояснительная записка, в которой подробно описываются все необходимые расчеты. Также расчетно-пояснительная записка содержит приложения, в которые входят операционные карты, а также чертежи.
Список литературы
1. Справочник технолога-машиностроителя. В 2-х т./ под ред. А.Г. Косиловой и Р.К. Мещерякова.-4-е изд., перераб. и доп. – М.: Машиностроение, 1986 – 496 с.
2. Грановский Г.И., Грановский В.Г. Резание металлов: Учебник для машиностр. и приборостр. спец. вузов. _ М.: Высш. шк., 1985 – 304 с.
3. Марасинов М.А. Руководство по расчету операционных размеров.- Рыбинск. РГАТА, 1971.
4. Марасинов М.А. Проектирование технологических процессов в машиностроении: Учебное пособие.- Ярославль.1975.-196 с.
5. Технология машиностроения: Учебное пособие по выполнению курсового проекта / В.Ф. Безъязычный, В.Д. Корнеев, Ю.П. Чистяков, М.Н. Аверьянов.- Рыбинск: РГАТА,2001.- 72 с.
6. Общемашиностроительные нормативы вспомогательного, на обслуживание рабочего места и подготовительно – заключительного для технического нормирования станочных работ. Серийное производство. М, Машиностроение.1964г.
7. Ансеров М.А. Приспособления для металлорежущих станков. Изд-е 4-е, исправл. и доп.Л., Машиностроение,1975 г.
Похожие работы

... резания, обеспечивающих как производительность, так и требуемую точность, и качество производимой продукции. 1. Разработка технологического процесса сборки 1.1Анализ служебного назначения изделия и технологичность его конструкции Приспособление предназначено для определения величины биения оси пружины. Величину биения замеряем с помощью индикатора. Приспособление достаточно простое в ...



... выпусков изделий изготовление их ведется путем непрерывного выполнения на рабочих местах одних и тех же постоянно повторяющихся операций. Определим тип производства при изготовлении детали "картер" массой 6 кг. При разработке новых технологических процессов, когда технологический маршрут механической обработки детали не определен, используют коэффициент серийности , (3.5.1) где tв - такт выпуска ...


... регулирования ТП изготовления детали «Корпус ТМ966.2120-35» и статистического приемочного контроля Применение статистического регулирования технологического процесса изготовления детали «Корпус ТМ966.2120-35» представляет собой корректировку параметров процесса по результатам выборочного контроля параметров продукции, осуществляемого для технологического обеспечения заданного уровня качества. ...
... значительно снижается время на отрезной операции и время обработки, что в конечном итоге дает хорошую экономическую выгоду, за счет снижения себестоимости детали. 5. Прохождение технологического процесса изготовления детали по цехам предприятия. Данная деталь (винт) производится из заготовки, изготовленной путем проката. 5.1 Прокатное производство Сущность процесса Прокатке подвергают ...
0 комментариев