Навигация
Разработка технологического процесса сборки приспособления для проверки пружин и технологического процесса изготовления корпуса
29713
знаков
6
таблиц
2
изображения
Министерство образования РФ
Тольяттинский государственный университет
Кафедра «Технология машиностроения»
Курсовой проект
«Разработка технологического процесса сборки приспособления для проверки пружин и технологического процесса изготовления корпуса »
Студент: Рожков А.В.
Группа: М – 401
Преподаватель: Михайлов А.В.
Тольятти, 2005.
Аннотация
Рожков А.В. Разработка техпроцесса сборки приспособления для проверки пружин и техпроцесс изготовления корпуса. Курсовой проект. Тольятти: ТГУ, 2005 г.
Расчетно-пояснительная записка – 45 стр.
Графическая часть – технологическая схема сборки изделия, чертеж детали, чертеж заготовки, план изготовления детали, чертежи технологических наладок.
В курсовом проекте проведен анализ служебного назначения изделия и детали. Выполнен размерный анализ сборочных размерных цепей. Определен тип производства. Приведено обоснование организационной формы сборки. Выбраны технологические базы для общей и узловой сборки. Разработан технологический процесс сборки. Выбрана и разработана конструкция заготовки корпуса. Разработан технологический маршрут и план изготовления детали. Выбраны средства технологического оснащения. Приведен расчет операционных размеров. Спроектированы технологические операции. Составлена схема размерной сборочной цепи, технологические карты процесса сборки, маршрутные карты процесса изготовления, операционные карты процесса изготовления.
Содержание
1. Разработка технологического процесса сборки изделия приспособление для проверки пружин
1.1. Анализ служебного назначения изделия и технологичность его конструкции
1.2. Размерный анализ сборочных размерных цепей
1.3. Технологическая схема сборки изделия
1.4. Тип производства. Обоснование организационной формы сборки
1.5. Выбор технологических баз на общей и узловых сборках
1.6. Разработка технологического процесса сборки
2. Проектирование технологического процесса изготовления детали
2.1. Анализ служебного назначения детали. Назначение технических требований
2.2. Анализ технологичности конструкции детали
2.3. Определение типа производства его характеристика
2.4. Выбор заготовки. Разработка конструкции заготовки
2.5. Выбор технологических баз
2.6. Технологический маршрут и план изготовления детали
2.7. Выбор средств технологического оснащения
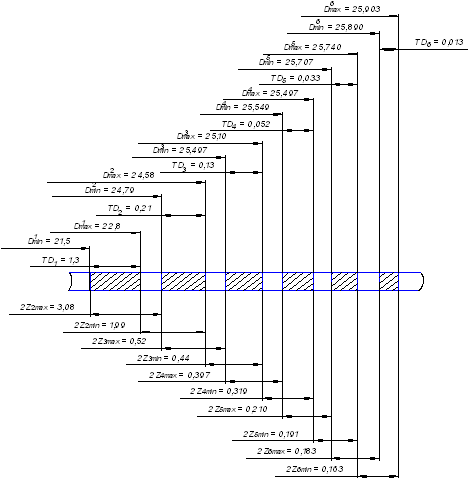
2.8. Расчет операционных размеров
2.9. Проектирование технологических операций
Литература
Приложение:
- маршрутные карты процесса изготовления
- операционные карты прочеса изготовления
Графическая часть:
- технологическая схема сборки изделия,
- чертеж детали,
- чертеж исходной заготовки,
- план изготовления детали,
- чертежи технологических наладок.
Введение
Высокого качества производимой продукции можно добиться внедрением в производство нового эффективного оборудования, различных методов технико-экономического анализа и расчетно-аналитических способов решения производственных задач, что обеспечит более эффективное и качественное производство с требуемой производительностью и минимум затрат на изготовление деталей.
Целью курсового проекта является разработка прогрессивной технологии сборки приспособлений для проверки пружин в условиях крупносерийного и разработка технологии изготовления корпуса в условиях массового типа производства. Применением высокопроизводительного и экономически выгодного оборудования, приспособлений и инструмента, работающих на прогрессивных режимах резания, обеспечивающих как производительность, так и требуемую точность, и качество производимой продукции.
1. Разработка технологического процесса сборки
1.1Анализ служебного назначения изделия и технологичность его конструкции
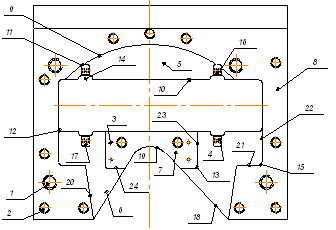
Приспособление предназначено для определения величины биения оси пружины.
Величину биения замеряем с помощью индикатора.
Приспособление достаточно простое в использовании. Для создания необходимого усилия предусмотрена рукоятка 10. Загрузка - выгрузка пружин осуществляется вручную.
Базовая деталь изделия имеет технологическую базу, обеспечивающую его достаточную устойчивость в процессе сборки. Унификация крепежных и других деталей способствует сокращению номенклатуры сборочных инструментов и более эффективному использованию средств механизации сборочных работ. При конструировании изделия обеспечивается возможность свободного подвода высокопроизводительных механизированных сборочных инструментов к местам соединения деталей.
На основании вышесказанного конструкцию изделия можно считать технологичной.
1.2 Размерный анализ сборочных размерных цепей
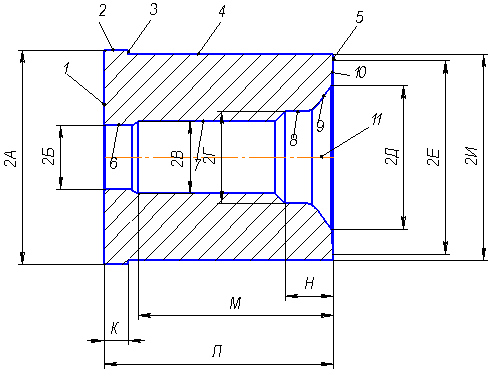
В данной конструкции изделия можно выявить размерные связи элементов изделия, обеспечивающих служебное назначение приспособления – это линейные и радиальные зазоры вокруг шестерен, зазор от несовпадения делительных окружностей шестерен. Например, нам необходимо предусмотреть совпадение делительных окружностей шестерни 21 и зубьев плунжера 3. Для исключения возможного заклинивания шестерни и плунжера зазор необходимо выполнить точно не менее толщины масляной пленки.
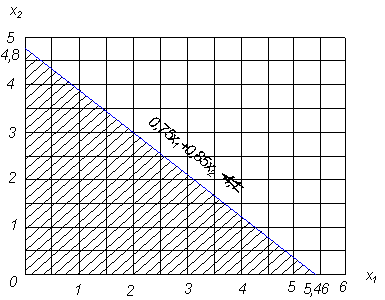
Для размерного анализа выберем линейный размер А∆=±0,1 мм от делительного диаметра зубьев плунжера до делительного диаметра шестерни, точное выполнение которого необходимо для исключения заклинивания шестерни.
Таким образом, данный размер принимаем за исходное звено А∆ размерной цепи в горизонтальном направлении. Рассмотрим эту размерную цепь.(рис)
А∆ = – А1 + А2 + А3 + А4 + А5 - А6
Составляющими звеньями этой цепи будут:
А1 – радиус делительной окружности шестерни;
А2 – несоосность оси делительного диаметра шестерни и оси шейки (на радиус);
А3 – зазор между шейкой и втулкой (на радиус);
А4 – межосевое расстояние;
А5 – зазор между гильзой и плунжером (на радиус);
А6 – радиус делительной окружности и плунжером (на радиус).
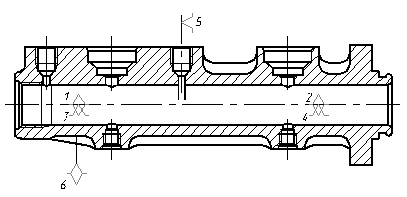
Обозначим оси:
1 – ось делительного диаметра шестерни;
2 – ось шейки;
3 – ось втулки;
4 – ось отверстия в корпусе (она же ось гильзы);
5 – ось плунжера.
Расчет сборочной размерной цепи.
А∆ = 0,05…0,15 ТА∆ = 0,10
Для определения отклонения размеров назначаем посадки:
![]()
тогда А5 = 0,039; А3 =0,018.
Остальные отклонения размеров и несоосностей назначаем по 7-ой степени точности:
ТА1 = 0,048/2=0,024;ТА2 = 0,025/2=0,0125; ТА4 = 0,016; ТА6 =0,024
Проведем проверку величины замыкающего звена методом полной взаимозаменяемости, используя условие:
ТА∆≥ωА∆, где ωА∆=![]()
ωА∆ = 0,024+0,0125+0,018+0,016+0,039+0,024=0,1335≥0,10
Условие не выполняется.
Метод полной взаимозаменяемости не позволяет выполнить точность замыкающего звена.
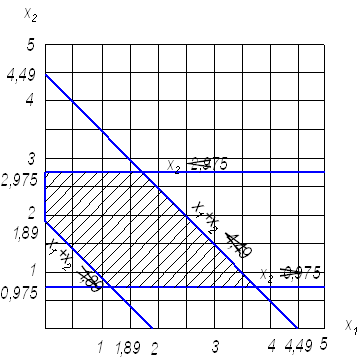
Применяем метод неполной взаимозаменяемости:
ωА∆ = 
г
де t∆ = 3 - коэффициент риска (при проценте риска 0,27%);
ξi – передаточное отношение, величина, характеризующая влияние погрешности составляющего звена на замыкающее звено.
λi – коэффициент относительного рассеяния погрешности ωАi.
λ1 = λ6 = λ4 = 0,408 ;
λ2 =0,351 ;
 |
λ3 = λ5 =0,276 ;
Вывод: при выбранных посадках и допусках на размеры сборочного узла, расчетное значение замыкающего звена не превышает заданного параметра. Следовательно, точность исходного звена обеспечивается частичной взаимозаменяемостью.
Похожие работы

... 1. Разработка технологического процесса сборки.1.1 Объект сборки, конструктивно-технологический анализ, оценка технологичности. В курсовом проекте рассматривается сборка замка убранного положения основной опоры шасси самолета ТУ-204. А/О « Авиастар» цех 244. Чертежи на заводе: 74.00.4110.000.-СБ. Замок убранного положения основной опоры установлен на плато каркаса ...
... места, оборудования и выполняемых технологических операций Обработка детали ''вставка нижняя'' производится на производственном участке по изготовлению штампов для холодной объемной штамповки. Таблица 3.1.1 Описание технологического процесса и оборудование производственного участка N оп Наименование операции Наименование оборудования Работы, выполняемые на этом оборудовании 05 ...


... Выбор и проектирование заготовки 2.1 Выбор способа получения заготовки Изначально определяем, что заготовку корпуса главного цилиндра гидротормозов можно получить двумя способами: литьем в земляные формы и литьем в металлические армированные формы. Второй способ практически не используется для изготовления отливок из чугуна. Эти методы в одинаковой степени позволяют достичь заданной точности ...
... перехода высокого напряжения на электроды при пробое; - наличие на участке не менее двух рабочих, прошедших соответствующий инструктаж. 15.1.2 Расчёт и проектирование системы общего искусственного освещения проектируемого механического цеха Наиболее распространёнными источниками света являются лампы накаливания, люминесцентные лампы и дуговые ртутные лампы. Предпочтение отдают люминесцентным ...
0 комментариев