Анализ чертежа, технических требований на узел и технологичности его конструкции
Выбор формы организации процесса сборки конического редуктора
Вариант: Погрешность базирования при установке вала с помощью одной подвижной и одной неподвижной призм
Назначение режимов резания
Нормирование операций
Контроль точности изготовления вала
Навигация
Контроль точности изготовления вала
Технологический процесс изготовления детали вала
41253
знака
19
таблиц
6
изображений
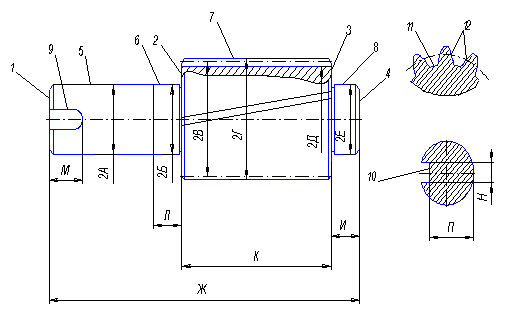
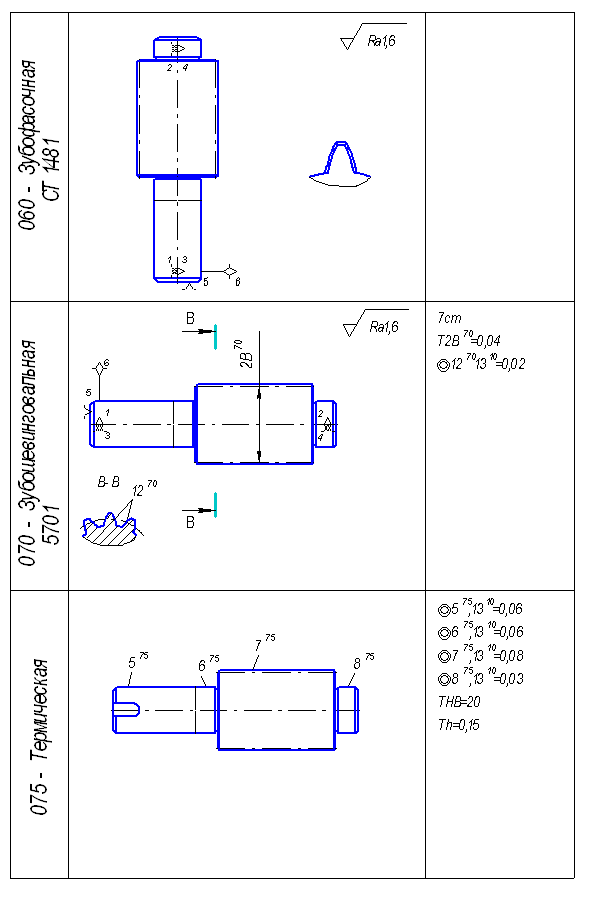
3.9. Контроль точности изготовления вала
Точность изготовления вала проверяют в определенной последовательности: сначала определяют правильность формы поверхностей, затем их геометрические размеры и потом их положения. Такая последовательность необходима для того, чтобы можно было путем исключения погрешностей измерять с наибольшей точностью тот параметр, который необходимо проверить.
Измерительными базами при проверке вала обычно являются поверхности его опорных шеек, которые будучи его основными базами определяют положение всех остальных поверхностей при работе вала в редукторе. Поэтому при проверке вал устанавливают опорными шейками с упором в один торец на призмы контрольной плиты или специальных контрольных устройств. Одна из призм обычно регулируемая по высоте.
Правильность геометрической формы проверяют в нескольких сечениях, перпендикулярных к оси вала: овальность и конусообразность – с помощью скоб с отсчетным устройством (типа СР по ГОСТ 11098-75), а круглость – с помощью кругломера (по ГОСТ 17353-80).
Диаметральные размеры в зависимости от степени точности и их значения проверяют скобами с отсчетным устройством СР (по ГОСТ 11098-75), а также микрометром (цена деления 0,01).
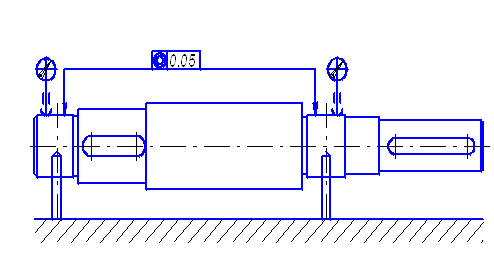
Затем контролируют правильность положения поверхностей относительно оси вращения вала. Отклонение от соосности контролируемой поверхности с осью вращения вала проверяют индикаторами, вращая вал вокруг оси.
Схема измерения соосности двух поверхностей шеек валов относительно общей оси. Величина соосности составляет 0,05 мм.
Заключение
Данная курсовая работа закрепляет, углубляет и обобщает знания, полученные во время лекционных и практических занятий по курсу «Технология машиностроения». В процессе курсовой работы выполняется комплексная задача, в решении которой помогло использование справочной литературы, ГОСТов и таблиц.
В данной работе были разработаны:
· Технологический процесс сборки узла;
· Технологический процесс изготовления детали.
Была составлена и оформлена технологическая документация:
· Маршрутная карта технологического процесса изготовления детали;
· Операционная карта и карта эскизов на одну операцию технологического процесса изготовления детали.
Список литературы
1. Балакшин Б.С. «Основы технологии машиностроения»
2. Колесов И.М. «Служебное назначение и основы создания машин».
3. Колесов И.М. «Основы технологии машиностроения».
4. Гусев А.А., Ковальчук Е.Р., Колесов И.М. «Технология машиностроения».
5. Баранчукова И.М., Гусев А.А., Крамаренко Ю.Б. «Проектирование технологии».
6. Косилова А.Г., Мещеряков Р.К. «Справочник технолога-машиностроителя».
7. Семенов Е.И. «Ковка и штамповка. – М.: Машиностроение, 1986. – 592с.
8. Сторожев М.В. «Ковка и объемная штамповка стали».
9. Панов А.А. «Обработка металлов резанием».
10. Мягков В.Д. «Допуски и посадки, справочник».
11. Дунаев П.Ф., Леликов О.П. «Расчет допусков размеров».
12. Долматовский Г.А. «Справочник технолога по обработке металлов резанием».
| ГОСТ3.1404 - 82 Форма 1 |
| |||||||||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||||||||||||
| Дубл. |
| |||||||||||||||||||||||||||||||||||||||||||||||||
| Взам. |
| |||||||||||||||||||||||||||||||||||||||||||||||||
| Подп. |
| |||||||||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||||||||||||
| Студент | МГТУ “СТАНКИН” |
Вал |
| |||||||||||||||||||||||||||||||||||||||||||||||
| Консул. |
| |||||||||||||||||||||||||||||||||||||||||||||||||
| Руковод. |
| |||||||||||||||||||||||||||||||||||||||||||||||||
| Зав. каф. | 1 | |||||||||||||||||||||||||||||||||||||||||||||||||
| Н.контр. | ||||||||||||||||||||||||||||||||||||||||||||||||||
| М01 |
| |||||||||||||||||||||||||||||||||||||||||||||||||
| Код | ЕВ | МД | ЕН | Н.расх | Ким | Код заготовки | Профиль и размеры | КД | МЗ |
| ||||||||||||||||||||||||||||||||||||||||
| М02 |
| |||||||||||||||||||||||||||||||||||||||||||||||||
| А | Цех | Уч. | РМ | Оп. | Код, наименование операции | Обозначение документа |
| |||||||||||||||||||||||||||||||||||||||||||
| Б | Код, наименование оборудования | СМ | Проф. | Р | Ут | КР | КОИД | ЕН | Оп | Кшт | Тп.з. | Тшт. |
| |||||||||||||||||||||||||||||||||||||
| 03 | 000 Заготовительная |
| ||||||||||||||||||||||||||||||||||||||||||||||||
| 04 |
| |||||||||||||||||||||||||||||||||||||||||||||||||
| 05 | 005 Фрезерно-центровальная |
| ||||||||||||||||||||||||||||||||||||||||||||||||
| 06 |
| |||||||||||||||||||||||||||||||||||||||||||||||||
| 07 | 010 Токарно-винторезная |
| ||||||||||||||||||||||||||||||||||||||||||||||||
| 08 |
| |||||||||||||||||||||||||||||||||||||||||||||||||
| 09 | 015 Вертикально-фрезерная |
| ||||||||||||||||||||||||||||||||||||||||||||||||
| 10 |
| |||||||||||||||||||||||||||||||||||||||||||||||||
| 11 | 020 Термическая |
| ||||||||||||||||||||||||||||||||||||||||||||||||
| 12 |
| |||||||||||||||||||||||||||||||||||||||||||||||||
| 13 | 025 Круглошлифовальная |
| ||||||||||||||||||||||||||||||||||||||||||||||||
| 14 |
| |||||||||||||||||||||||||||||||||||||||||||||||||
| 15 | 030 Промывочная |
| ||||||||||||||||||||||||||||||||||||||||||||||||
| 16 |
| |||||||||||||||||||||||||||||||||||||||||||||||||
| МК |
| |||||||||||||||||||||||||||||||||||||||||||||||||
| ГОСТ3.1404 - 82 Форма 1 |
| |||||||||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||||||||||||
| Дубл. |
| |||||||||||||||||||||||||||||||||||||||||||||||||
| Взам. |
| |||||||||||||||||||||||||||||||||||||||||||||||||
| Подп. |
| |||||||||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||||||||||||
| Студент | МГТУ “СТАНКИН” |
Вал |
| |||||||||||||||||||||||||||||||||||||||||||||||
| Консул. |
| |||||||||||||||||||||||||||||||||||||||||||||||||
| Руковод. |
| |||||||||||||||||||||||||||||||||||||||||||||||||
| Зав. каф. | . | 2 | ||||||||||||||||||||||||||||||||||||||||||||||||
| Н.контр. | ||||||||||||||||||||||||||||||||||||||||||||||||||
| М01 |
| |||||||||||||||||||||||||||||||||||||||||||||||||
| Код | ЕВ | МД | ЕН | Н.расх | Ким | Код заготовки | Профиль и размеры | КД | МЗ |
| ||||||||||||||||||||||||||||||||||||||||
| М02 |
| |||||||||||||||||||||||||||||||||||||||||||||||||
| А | Цех | Уч. | РМ | Оп. | Код, наименование операции | Обозначение документа |
| |||||||||||||||||||||||||||||||||||||||||||
| Б | Код, наименование оборудования | СМ | Проф. | Р | Ут | КР | КОИД | ЕН | Оп | Кшт | Тп.з. | Тшт. |
| |||||||||||||||||||||||||||||||||||||
| 17 | 035 Контрольная |
| ||||||||||||||||||||||||||||||||||||||||||||||||
| 18 |
| |||||||||||||||||||||||||||||||||||||||||||||||||
| 19 |
| |||||||||||||||||||||||||||||||||||||||||||||||||
| 20 |
| |||||||||||||||||||||||||||||||||||||||||||||||||
| 21 |
| |||||||||||||||||||||||||||||||||||||||||||||||||
| 22 |
| |||||||||||||||||||||||||||||||||||||||||||||||||
| 23 |
| |||||||||||||||||||||||||||||||||||||||||||||||||
| 24 |
| |||||||||||||||||||||||||||||||||||||||||||||||||
| 25 |
| |||||||||||||||||||||||||||||||||||||||||||||||||
| 26 |
| |||||||||||||||||||||||||||||||||||||||||||||||||
| 27 |
| |||||||||||||||||||||||||||||||||||||||||||||||||
| 28 |
| |||||||||||||||||||||||||||||||||||||||||||||||||
| 29 |
| |||||||||||||||||||||||||||||||||||||||||||||||||
| 30 |
| |||||||||||||||||||||||||||||||||||||||||||||||||
| МК |
| |||||||||||||||||||||||||||||||||||||||||||||||||
| ГОСТ 3.1404 – 86 Форма 3 |
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Дубл. |
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Взам. |
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Подп. |
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 1 |
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Студент | МГТУ «СТАНКИН» |
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Консул. |
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Руковод. |
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Зав. каф. | Вал | 000 |
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Н.контр. |
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Наименование операции | Материал | Твердость | ЕВ | МД | Профиль и размеры | МЗ | КОИД | |||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Заготовительная | Сталь 20Х | 1 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Оборудование, устройство ЧПУ | Обозначение программы | То | Тв | Тп.з. | Тшт. | СОЖ |
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Отрезной станок UE – 100S(CE) |
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Р | ПИ | D или B | L | t | i | S | n | υ |
| |||||||||||||||||||||||||||||||||||||||||||||||||||||
| 01 | А. Установить, закрепить заготовку |
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 02 | Призматические тиски |
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 03 | 1) Отрезать заготовку от прутка |
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 04 | Ниточная пила |
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 05 | Б. Снять заготовку, положить в тару |
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 06 |
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 07 |
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 08 |
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 09 |
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 10 |
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 11 |
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 12 |
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 13 |
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ОК |
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Дубл. |
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Взам. |
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Подп. |
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 2 |
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Студент | МГТУ «СТАНКИН» |
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Консул. |
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Руковод. |
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Зав. каф. | Вал | 005 |
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Н.контр. |
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Наименование операции | Материал | Твердость | ЕВ | МД | Профиль и размеры | МЗ | КОИД | |||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Фрезерно-центровальная | Сталь 20Х | 1 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Оборудование, устройство ЧПУ | Обозначение программы | То | Тв | Тп.з. | Тшт.к | СОЖ |
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Фрезерно-центровальный станок МР78 | 0,24 | 0,33 | 3,3 | 0,83 | Сульфафрезол |
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Р | ПИ | D или B | L | t | i | S | n | υ |
| |||||||||||||||||||||||||||||||||||||||||||||||||||||
| 01 | А. Установить, закрепить заготовку |
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 02 | Призматические самоцентрирующие тиски |
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 03 | 1) Фрезеровать торцы одновременно с двух сторон на L=214±0,3 |
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 04 | Фреза торцевая Ø30 мм 2214-0131 60°-1-Т5К10 ГОСТ 24359-80 |
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 05 | Режимы 0,14 1273,8 113,04 |
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 06 | 2) Сверлить одновременно с двух сторон два центровых отверстия 6 мм |
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 07 | Сверло центровое Ø6 мм ВК8 2317-0008 ГОСТ14952-83 |
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 08 | Режимы 0,04 2420 38 |
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 09 | Б. Снять заготовку, положить в тару |
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 10 |
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 11 |
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 12 |
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 13 |
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ОК |
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ГОСТ 3.1404 – 86 Форма 3 |
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Дубл. |
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Взам. |
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Подп. |
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 3 |
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Студент | МГТУ «СТАНКИН» |
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Консул. |
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Руковод. |
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Зав. каф. | Вал | 010 |
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Н.контр. |
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Наименование операции | Материал | Твердость | ЕВ | МД | Профиль и размеры | МЗ | КОИД | |||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Токарно-винторезная | Сталь 20Х | 1 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Оборудование, устройство ЧПУ | Обозначение программы | То | Тв | Тп.з. | Тшт.к | СОЖ |
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Токарно-винторезный станок 16К20Т1 | 3,68 | 0,33 | 20,8 | 5,65 | Аквол 11 |
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Р | ПИ | D или B | L | t | i | S | n | υ |
| |||||||||||||||||||||||||||||||||||||||||||||||||||||
| 01 | Установ 1: А. Установить, закрепить заготовку |
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 02 | Центра с поводковым патроном |
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 03 | 1) Точить начерно по ступеням: |
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 04 | Ø30к6 до Ø32 мм на L=19±0,2 мм |
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 05 | Ø32h6 до Ø34 мм на L=45±0,3 мм |
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 06 | Резец проходной упорный отогнутый Т15К6 ГОСТ 18879-73 |
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 07 | Режимы 0,23 1019 160,01 |
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 08 | 2) Точить начисто по ступеням: |
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 09 | Ø30к6 до Ø30.8 мм на L=19±0,2 мм |
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 10 | Ø32h6 до Ø32.8 мм на L=45±0,2 мм |
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 11 | Снять фаски 3х45° |
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 12 | Резец проходной упорный отогнутый Т30К4 ГОСТ 18879-73 |
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 13 | Режимы 0,1 7308 275,4 |
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ОК |
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Дубл. |
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Взам. |
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Подп. |
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 4 |
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Студент | МГТУ «СТАНКИН» |
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Консул. |
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Руковод. |
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Зав. каф. | Вал | 010 |
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Н.контр. |
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Наименование операции | Материал | Твердость | ЕВ | МД | Профиль и размеры | МЗ | КОИД | |||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Токарно-винторезная | Сталь 20Х | 1 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Оборудование, устройство ЧПУ | Обозначение программы | То | Тв | Тп.з. | Тшт. | СОЖ |
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Токарно-винторезный станок 16К20Т1 | Аквол 11 |
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Р | ПИ | D или B | L | t | i | S | n | υ |
| |||||||||||||||||||||||||||||||||||||||||||||||||||||
| 14 | Установ 2: Б. |
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 15 | Центра с поводковым патроном |
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 16 | 1) Точить начерно по ступеням: |
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 17 | Ø38 мм на L=169±0,3 мм |
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 18 | Ø30к6 до Ø32 мм на L=90±0,3 мм |
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 19 | Ø28h9 до Ø30 мм на L=72±0,3 мм |
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 20 | Ø25h9 до Ø27 мм на L=742±0,3 мм |
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 21 | Резец проходной упорный отогнутый Т15К6 ГОСТ 18879-73 |
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 22 | Режимы 0,23 1019 160,01 |
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 23 | 2) Точить начисто по ступеням: |
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 24 | Ø30к6 до Ø30.8 мм на L=90±0,3 мм |
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 25 | Ø28h6 до Ø28.8 мм на L=72±0,3 мм |
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 26 | Ø25h9 до Ø25.8 мм на L=42±0,3 мм |
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ОК |
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Дубл. |
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Взам. |
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Подп. |
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 5 |
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Студент | МГТУ «СТАНКИН» |
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Консул. |
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Руковод. |
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Зав. каф. | Вал | 010 |
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Н.контр. |
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Наименование операции | Материал | Твердость | ЕВ | МД | Профиль и размеры | МЗ | КОИД | |||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Токарно-винторезная | Сталь 20Х | 1 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Оборудование, устройство ЧПУ | Обозначение программы | То | Тв | Тп.з. | Тшт. | СОЖ |
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Токарно-винторезный станок 16К20Т1 | Аквол 11 |
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Р | ПИ | D или B | L | t | i | S | n | υ |
| |||||||||||||||||||||||||||||||||||||||||||||||||||||
| 27 | Снять фаски 3х45° |
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 28 | Резец проходной упорный отогнутый Т30К4 ГОСТ 18879-73 |
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 29 | Режимы 0,1 7308 275,4 |
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 30 | В. Снять заготовку |
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 31 |
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 32 |
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 33 |
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 34 |
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 35 |
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 36 |
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 37 |
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 38 |
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 39 |
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ОК |
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Дубл. |
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Взам. |
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Подп. |
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 6 |
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Студент | МГТУ «СТАНКИН» |
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Консул. |
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Руковод. |
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Зав. каф. | Вал | 015 |
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Н.контр. |
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Наименование операции | Материал | Твердость | ЕВ | МД | Профиль и размеры | МЗ | КОИД | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Вертикально-фрезерная | Сталь 20Х | 1 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Оборудование, устройство ЧПУ | Обозначение программы | То | Тв | Тп.з. | Тшт.к | СОЖ |
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Вертикально-фрезерный станок 6Р11 | 1,12 | 0,33 | 8,35 | 2,1 |
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Р | ПИ | D или B | L | t | i | S | n | υ |
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 1 | А. Установить, закрепить заготовку |
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 2 | УДГ |
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 3 | 1) Сверлить отверстие Ø10 мм, Ø8 мм под фрезу |
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 4 | Сверло Ø10 мм , Ø8 мм ВК8 ГОСТ 4010-77 |
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 5 | Режимы 0,08 1472 37 |
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 6 | 2) Фрезеровать 2 шпоночных паза L=23 мм, B=10 мм ,L=23 мм, B=10 мм |
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 7 | Пальцевая фреза Р6М5 ГОСТ 9140-78 |
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 8 | Режимы 0,0462 1503 41,2 |
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 9 | Б. Снять заготовку |
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 10 |
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 11 |
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 12 |
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 13 |
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ОК |
| Дубл. |
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Взам. |
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Подп. |
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 7 |
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Студент | МГТУ «СТАНКИН» |
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Консул. |
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Руковод. |
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Зав. каф. | Вал | 020 |
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Н.контр. |
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Наименование операции | Материал | Твердость | ЕВ | МД | Профиль и размеры | МЗ | КОИД | |||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Термическая | Сталь 20Х | HRz 40-45 | 1 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Оборудование, устройство ЧПУ | Обозначение программы | То | Тв | Тп.з. | Тшт. | СОЖ |
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Установка ТВЧ |
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Р | ПИ | D или B | L | t | i | S | n | υ |
| |||||||||||||||||||||||||||||||||||||||||||||||||||||
| 1 | 1) Уложить в ячейки чистой кассеты |
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 2 | Кассета 6378-7235 |
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 3 | 2) Поставить кассету с валами в контейнер для закалки |
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 4 | 3) Контейнер загрузить в установку |
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 5 | 4) Произвести закалку вала в вакууме при температуре 8600С |
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 6 | 5) Выключить нагрев и опустить контейнер в масло для охлаждения |
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 7 | 6) Уложить в тару |
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 8 | 7) Поставить кассету с валами в контейнер для отжига |
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 9 | 8) Контейнер загрузить в установку |
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 10 | 9) Произвести отпуск вала в вакууме при температуре 5000С |
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 11 | 10) Выключить нагрев и опустить контейнер в воду для охлаждения |
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 12 | 11) Уложить в тару |
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 13 |
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ОК |
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Дубл. |
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Взам. |
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Подп. |
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 8 |
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Студент | МГТУ «СТАНКИН» |
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Консул. |
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Руковод. |
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Зав. каф. | Вал | 025 |
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Н.контр. |
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Наименование операции | Материал | Твердость | ЕВ | МД | Профиль и размеры | МЗ | КОИД | |||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Круглошлифовальная | Сталь 20Х | 1 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Оборудование, устройство ЧПУ | Обозначение программы | То | Тв | Тп.з. | Тшт.к | СОЖ |
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Круглошлифовальный станок 3М153 | 1,45 | 0,33 | 9,84 | 2,55 |
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Р | ПИ | D или B | L | t | i | S | n | υ |
| |||||||||||||||||||||||||||||||||||||||||||||||||||||
| 1 | А. Установить, закрепить заготовку |
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 2 | Центра с поводковым патроном |
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 3 | 1. Предварительно шлифовать по ступеням: |
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 4 | Ø25h9 мм на L=42±0,3 мм |
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 5 | Ø28h9 мм на L=72±0,3 мм |
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 6 | Ø30к6 мм на L=90±0,3 мм |
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 7 | Ø30k6 мм на L=19±0,2 мм |
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 8 | Ø32h9 мм на L=45±0,3 мм |
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 9 | 2. Шлифовать окончательно по ступеням: |
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 10 | Ø25h9 мм на L=42±0,3 мм |
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 11 | Ø28h9 мм на L=72±0,3 мм |
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 12 | Ø30к6 мм на L=90±0,3 мм |
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 13 | Ø30k6 мм на L=19±0,2 мм |
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ОК |
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Дубл. |
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Взам. |
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Подп. |
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 9 |
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Студент | МГТУ «СТАНКИН» |
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Консул. |
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Руковод. |
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Зав. каф. | Вал | 025 |
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Н.контр. |
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Наименование операции | Материал | Твердость | ЕВ | МД | Профиль и размеры | МЗ | КОИД | |||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Круглошлифовальная | Сталь 20Х | 1 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Оборудование, устройство ЧПУ | Обозначение программы | То | Тв | Тп.з. | Тшт.к | СОЖ |
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Круглошлифовальный станок 3М153 | 1,45 | 0,33 | 9,84 | 2,55 |
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Р | ПИ | D или B | L | t | i | S | n | υ |
| |||||||||||||||||||||||||||||||||||||||||||||||||||||
| 14 | Ø32h9 мм на L=45±0,3 мм |
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 15 | Шлифовальный круг ПП 80х25х32 25А 50 СМ-5-К ГОСТ 2424-83 |
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 16 | Режимы 0,006 200 30 |
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 17 | Б. Снять деталь |
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 18 |
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 19 |
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 20 |
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 21 |
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 22 |
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 23 |
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 24 |
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 25 |
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 26 |
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ОК |
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Дубл. | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Взам. | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Подп. | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 10 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Студент | МГТУ «СТАНКИН» |
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Консул. |
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Руковод. |
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Зав. каф. | Вал | 030 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Н.контр. | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Наименование операции | Материал | Твердость | ЕВ | МД | Профиль и размеры | МЗ | КОИД |
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Промывочная | Сталь 20Х | 1 |
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Оборудование, устройство ЧПУ | Обозначение программы | То | Тв | Тп.з. | Тшт. | СОЖ |
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Моечная машина |
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Р | ПИ | D или B | L | t | i | S | n | υ |
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 1 | 1) Тщательно промыть детали в тринатрийфосфатом растворе в течении 10-15 мин |
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 2 | Состав раствора: |
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 3 | Тринатрийфосфат 30-70 г/л |
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 4 | Сода кальцинированная 20-25 г/л |
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 5 | Жидкое стекло 10-20 г/л |
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 6 | Едкий натрий 5-15 г/л |
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 7 | 2)Детали последовательно промыть в горячей, а затем в холодной проточной воде (путем многократного погружения) |
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 8 | Температура 60-800С |
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 9 | 3)Тщательно просушить (протереть чистой марлей или тряпкой) |
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 10 | 4) Уложить в тару |
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 11 |
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 12 |
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 13 |
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ОК |
| ||||||||||||||||||||||||||||||||||||||||||||||||||
| |||||||||||||||||||||||||||||||||||||||||||||||||||
| |||||||||||||||||||||||||||||||||||||||||||||||||||
| |||||||||||||||||||||||||||||||||||||||||||||||||||
| Дубл. |
| ||||||||||||||||||||||||||||||||||||||||||||||||||
| Взам. |
| ||||||||||||||||||||||||||||||||||||||||||||||||||
| Подп. |
| ||||||||||||||||||||||||||||||||||||||||||||||||||
| 11 |
| ||||||||||||||||||||||||||||||||||||||||||||||||||
| Студент | МГТУ «СТАНКИН» |
| |||||||||||||||||||||||||||||||||||||||||||||||||
| Консул. |
| ||||||||||||||||||||||||||||||||||||||||||||||||||
| Руковод. |
| ||||||||||||||||||||||||||||||||||||||||||||||||||
| Зав. каф. | Вал | 035 |
| ||||||||||||||||||||||||||||||||||||||||||||||||
| Н.контр. |
| ||||||||||||||||||||||||||||||||||||||||||||||||||
| Наименование операции | Материал | Твердость | ЕВ | МД | Профиль и размеры | МЗ | КОИД | ||||||||||||||||||||||||||||||||||||||||||||
| Контрольная | Сталь 20Х | 1 | |||||||||||||||||||||||||||||||||||||||||||||||||
| Оборудование, устройство ЧПУ | Обозначение программы | То | Тв | Тп.з. | Тшт. | СОЖ |
| ||||||||||||||||||||||||||||||||||||||||||||
| Контрольный стол |
| ||||||||||||||||||||||||||||||||||||||||||||||||||
| Р | ПИ | D или B | L | t | i | S | n | υ |
| ||||||||||||||||||||||||||||||||||||||||||
| 01 | 1) Проверить размеры |
| |||||||||||||||||||||||||||||||||||||||||||||||||
| 02 | Микрометр |
| |||||||||||||||||||||||||||||||||||||||||||||||||
| 03 | Радиусомер |
| |||||||||||||||||||||||||||||||||||||||||||||||||
| 04 | Штангенциркуль ШЦ-ΙΙ150-0,05 |
| |||||||||||||||||||||||||||||||||||||||||||||||||
| 05 | 2) Уложить в тару |
| |||||||||||||||||||||||||||||||||||||||||||||||||
| 06 |
| ||||||||||||||||||||||||||||||||||||||||||||||||||
| 07 |
| ||||||||||||||||||||||||||||||||||||||||||||||||||
| 08 |
| ||||||||||||||||||||||||||||||||||||||||||||||||||
| 09 |
| ||||||||||||||||||||||||||||||||||||||||||||||||||
| 10 |
| ||||||||||||||||||||||||||||||||||||||||||||||||||
| 11 |
| ||||||||||||||||||||||||||||||||||||||||||||||||||
| 12 |
| ||||||||||||||||||||||||||||||||||||||||||||||||||
| 13 |
| ||||||||||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||
| ОК | ||||||||||||||||||||||
Похожие работы


... поверхности 16 нарезать резьбу метчиком М6-поверхность 17. 4.4 ОБРАБОТКА ЗАГОТОВКИ НА ЗУБОФРЕЗЕРНОМ СТАНКЕ Рис. 4.6 Червячная фреза Как отмечалось выше, при предварительном обсуждении маршрута технологического процесса, в данном случае целесообразно применение зубофрезерования червячной фрезой (такой метод применяется при обработке колес от 5 до 11 степеней точности). Дисковая фреза с ...



... выпусков изделий изготовление их ведется путем непрерывного выполнения на рабочих местах одних и тех же постоянно повторяющихся операций. Определим тип производства при изготовлении детали "картер" массой 6 кг. При разработке новых технологических процессов, когда технологический маршрут механической обработки детали не определен, используют коэффициент серийности , (3.5.1) где tв - такт выпуска ...
родольных размеров 2.4. Расчет операционных размеров 3. Размерный анализ технологического процесса в диаметральном направлении 3.1. Радиальные размерные цепи и их уравнения 3.2. Проверка условий точности изготовления детали 3.3. Расчет припусков радиальных размеров 3.4. Расчет операционных диаметральных размеров 4. Сравнительный анализ результатов расчетов операционных размеров ...
... Общая сборка 1 Закрутить гайку 19 0.3 2 Закрутить пробку 24 0.3 Общая трудоемкость сборки части синхронизатора 12,61 3.Разработка технологического процесса изготовления детали 3.1 Служебное назначение детали Основное служебное назначение фланцев заключается в ограничении осевого перемещения ...
0 комментариев