Навигация
Описание технологии изготовления
55627
знаков
9
таблиц
13
изображений
5. Описание технологии изготовления
Линия по производству гипсокартона представляет собой непрерывную технологическую цепь многоступенчатого формирования гипсолиста с защитными слоями картона.
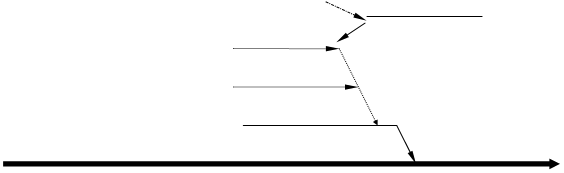
За основу была выбрана линия китайского производства, схема которой представлена ниже:
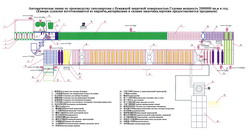
Технологическая схема получения гипсокартонных листов на приведенной линии кратко выглядит следующим образом: нижнее и верхнее полотна картона из машины подачи картона попадают на формирователь, где между ними укладывается подготовленная гипсосмесь. Затем края нижнего слоя картона завальцовываются, сверху «прикатывается» предварительно смазанный клеем по краям клеевой машиной верхний слой картона и полотно гипсокартона с гипсовым сердечником внутри формуется в необходимый профиль. Полотно гипсокартона далее движется по ленточному конвейеру, где происходит предварительное «схватывание» гипсового сердечника. Когда полотно достигает рольгангового конвейера, оно уже имеет необходимую плотность для резки гильотиной, что и происходит. После отрезания от полотна, лист гипсокартона попадает на рольганговый конвейер с ускоренным ходом (это необходимо для того, чтобы консольный конвейер — раздатчик успел разложить листы на шесть конвейеров сушилки). С рольгангового конвейера с ускоренным ходом лист снимается конвейером перехода и транспортируется на конвейер — раздатчик, который укладывает листы на шестиярусный конвейер сушилки. Внутри сушилки за счет уменьшения скорости движения листа, гипсокартон находится около часа. Высушенные листы сходят по конвейерам выхода поочередно на один рольганговый конвейер, на котором установлена машина скоростной обрезки торцов, откуда уже «порезанный в размер» лист гипсокартона подается на стол, где происходит его штабелирование и упаковка (вручную).
Проанализировав работу этой линии, было принято решение о проектировании аналога, но с меньшей производительностью и с сохранением качества выпускаемой продукции.
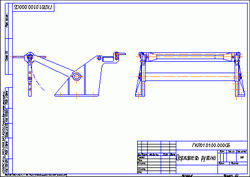
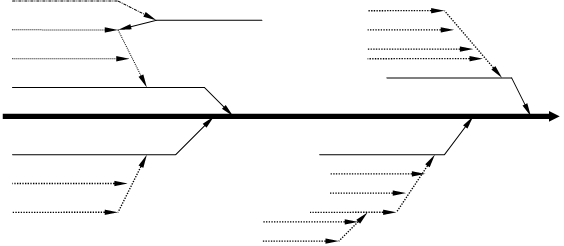
Рулон картона фиксируется в держателе машины подачи картона.
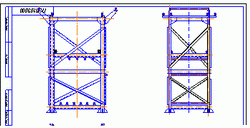
Рулон поднимается с помощью грузовой тележки. Затем полотно картона пропускается через валы стола обрезки и склейки картона, совмещенного с держателями рулонов и подается вручную на магазин петлевого запаса картона, где пропускается через систему валов. Стол обрезки и склейки служит для фиксации полотна картона при его окончании и склейки с полотном вновь установленного рулона. Магазин запаса картона предназначен для безостановочной работы линии при фиксации полотна на столе.
Примечание: Линии с цикличным действием (с остановкой полотна при резе) — магазином петлевого запаса картона не комплектуются.
Затем полотна картона направляются на формирователь, где происходит формовка полотна с гипсосердечником внутри и склейка картона между собой.
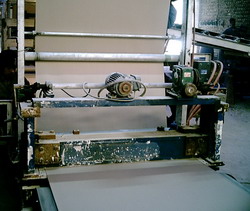
Далее полотно движется по ленточному конвейеру, где установлены дополнительные формирователи профиля и толщины полотна

Гипсокартонное полотно отрезается на рольганговом конвейере

По конвейеру перехода листов

гипсокартонные листы попадают на консольный конвейер — раздатчик

который раскладывает листы на конвейеры сушилки

откуда листы гипсокартона раздельно (поочередно) сходят на рольганговый конвейер

И подаются на упаковку.
Ниже приведена технология производства гипсокартона, однако следует учесть, что любая технология адаптируется под конкретное оборудование, в т.ч. и рецептуры и может изменяться.
Для обеспечения контроля за качеством гипса, применяемого для изготовления ГКЛ, рекомендуется организовать собственную лабораторию.
6. Ассортиментная группа
На украинском рынке представлены гипсокартонные панели четырех основных типов: обычные, огнестойкие, влагостойкие и огне- и влагостойкие.
Обычные гипсокартонные плиты используют, как правило, для устройства подвесных потолков, установки межкомнатных перегородок, внутренней отделки стен и т. д. Маркировка панелей — GKB (ГПЛ).
Влагостойкие гипсокартонные плиты имеют пониженное водопоглощение (менее 10%) и обладают повышенным сопротивлением проникновению влаги. Они незаменимы при отделке помещений с высокой влажностью. Сердечник панелей такого типа содержит добавки, уменьшающие поглощение гипсом влаги, а картонная оболочка обработана специальным антисептиком, уничтожающим грибки. Маркировка — GKBI (ГКПВ).
Огнестойкие панели используют для обеспечения необходимой защиты помещения от пожара. Внутренняя часть таких панелей содержит минеральные волокна и добавки, которые придают гипсовым панелям дополнительное сопротивление огню. Кстати, в гипсовом листе единственным горючим материалом является картон, а так как между картоном и внутренним гипсовым слоем нет воздуха, то картон, собственно, не горит, а обугливается. Маркировка — GKF (ГКПО).
Огне- и влагостойкие гипсокартонные плиты. Как это явствует из их названия, обладают сопротивлением огню и влаге. Они используются при отделке помещений с высокой влажностью и высокими требованиями к пожарной безопасности. Маркировка — GKFI (ГКПВО).
Помимо панелей вышеперечисленных классов, на украинском рынке реализуются специальные и «гибкие» гипсовые плиты.
Специальные гипсокартонные плиты предназначены для использования в помещениях с особыми условиями эксплуатации. Такие ГКЛ присутствуют в ассортименте у всех производителей. Например, акустические плиты GYPTON, RIGITON (производитель — RIGIPS) или перфорированные гипсокартонные плиты (или кассеты) производства фирмы Кнауф разработаны специально для помещений, где требуется высокий уровень звукопоглощения — студии звукозаписи, концертные залы и т. д.
Гибкие гипсовые плиты используют для обшивки каркасов криволинейных конструкций «сухим» способом. Такие листы армированы стекловолокном и не требуют предварительного размачивания, формования по шаблону и сушки панели перед изгибом. Производит гибкие гипсовые листы компания ВРВ (RIGIPS) под маркой RIFLEX.
По назначению гипсокартонные плиты классифицируют на следующие виды:
• облицовочные панели для стен;
• панели для облицовки потолков;
• панели для быстрого монтажа сухих полов;
• панели и плиты для устройства перегородок;
• ГКП для строительства мансард.
По внешнему виду и точности изготовления листы подразделяют на две группы: А и Б.
По форме продольные кромки листов подразделяют на типы, приведенные на рисунках 1-5.
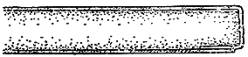
Рисунок 1 - Прямая кромка (ПК)
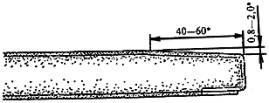
Рисунок 2 - Утоненная с лицевой стороны кромка (УК)

Рисунок 3 - Полукруглая с лицевой стороны кромка (ПЛК)
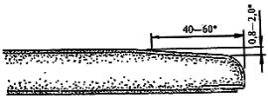
Рисунок 4 - Полукруглая и утоненная с лицевой стороны кромка (ПЛУК)
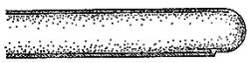
Рисунок 5 - Закругленная кромка (ЗК)
Номинальные размеры листов приведены в таблице 6.
Предельные отклонения от номинальных размеров не должны быть более указанных в таблице 7.
Таблица 6
| Наименование показателя | Значение (мм) |
| Длина | 2000 - 4000 с шагом 50 |
| Ширина | 600; 1200 |
| Толщина | 6,5; 8,0; 9,5; 12,5; 14,0; 16,0; 18,0; 20,0; 24,0 |
Примечание - По согласованию изготовителя с потребителем могут быть изготовлены листы других номинальных размеров. Предельные отклонения должны соответствовать приведенным в таблице 7.
Таблица 7
| Предельные отклонения от номинальных размеров для листов группы | ||||||
| Толщина листов | А | Б | ||||
| по длине | по ширине | по толщине | по длине | по ширине | по толщине | |
| До 16 включ. | 0 | 0 | ±0,5 | ±8 | 0 | ±0,5 |
| Св.16 | -5 | -5 | ±0,9 | -5 | ±0,9 | |
Листы должны иметь прямоугольную форму в плане. Отклонение от прямоугольности не должно быть более 3 мм для листов группы А и 8 мм - для листов группы Б.
Условное обозначение листов должно состоять из:
- буквенного обозначения вида листов - по 4.1;
- обозначения группы листов - по 4.2;
- обозначения типа продольных кромок листов - по 4.3;
- цифр, обозначающих номинальную длину, ширину и толщину листа в миллиметрах;
- обозначения настоящего стандарта.
Пример условного обозначения обычного гипсокартонного листа группы А с утоненными с лицевой стороны кромками длиной 3000 мм, шириной 1200 мм и толщиной 12,5 мм:
ГКЛ-А-УК-3000![]() 1200
1200![]() 12,5 ГОСТ 6266-97.
12,5 ГОСТ 6266-97.
Похожие работы
... будущие изменения, поиск оптимальных решений. Из нескольких вариантов развития преактивисты выбирают тот, который предъявляется экономически наиболее выгодным. 2. Понятие, виды и уровни разработки бизнес-стратегии предприятия Предприятие – это производственная единица, представляющая собой целостный организм, состоящий из нескольких функциональных подсистем. От качества работы этих подсистем ...

... и положительный эффект не только на рынке, но также и в разработке изобретений, улучшении качества и снижении затрат. 2.2 Разработка стратегии развития продукции на предприятии ОАО «Юргахлеб» Для примера развития стратегии товара, в рамках стратегии концентрированного роста, взято на рассмотрение ОАО «Юргахлеб», которое является крупнейшим производителем хлебобулочных изделий. Именно эта ...

... технологий" Раздаточный материал к бакалаврской итоговой работе на соискание академической степени бакалавра менеджмента по направлению 5215 "Производственный менеджмент" Тема: "Разработка бизнес-плана проекта по производству и сбыту прибора для диагностики и медикаментозного тестирования;момент оценки месяц июнь 1997 г." Студент: Холодков Н. В. / / Группа: Э-8-41 Руководитель: Минц М. В. / / ...
... -проекта является вопрос структуры и содержания основных разделов бизнес-проекта. 4. Структура бизнес-проекта Для разработки бизнес-проекта используются различные отечественные методики и специальные пособия, выбор которых в настоящее время достаточно широк. Имеются типовые иностранные методики, среди которых наибольшую известность на рынке России получили следующие: 1. Методика «ЮНИДО» (UNIDO) ...
0 комментариев