Организация и технология обкатки двигателей внутреннего сгорания
Обкатка и испытание двигателей внутреннего сгорания
Расчет производственной программы
Расчет производственной программы по техническому обслуживанию
Расчет трудоемкости технического обслуживания
Выбор оборудования для проектируемого участка
Расчет площади помещения
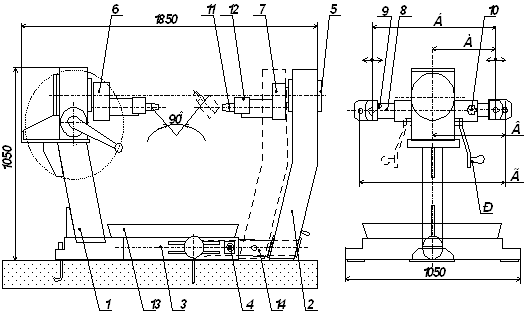
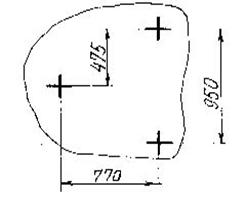
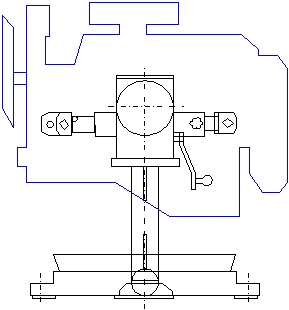
Краткое описание стенда и принцип его работы
Расчет вала на кручение
Безопасность жизнедеятельности на производстве
Мероприятия по улучшению состояния охраны труда и снижению производственного травматизма
Требования безопасности по окончании работы
Технико-экономическая оценка проекта
Калькуляция себестоимости продукции моторного участка АТП
Навигация
Организация и технология обкатки двигателей внутреннего сгорания
Разработка участка обкатки и испытания автомобильных двигателей внутреннего сгорания
87100
знаков
10
таблиц
0
изображений
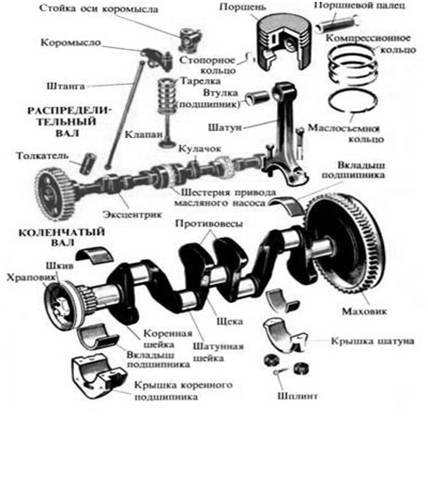
3. Организация и технология обкатки двигателей внутреннего сгорания
3.1 Общие сведения
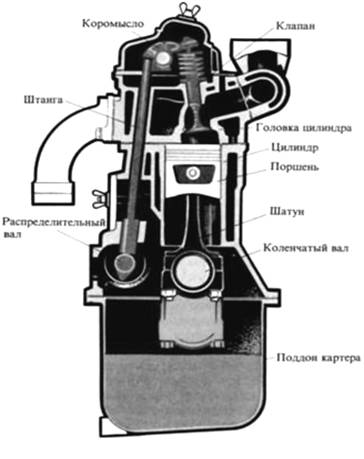
Обкатка машин, агрегатов, узлов – это специальная технологическая операция, задача которой состоит в том, чтобы при определенных, специально установленных, минимальных во времени режимах подготовить машину, агрегат к восприятию эксплуатационных нагрузок, устранить мелкие неисправности, удалить продукты износа, интенсивно выделяющийся во время приработки трущихся пар с целью последующей надежной работы машины.
Особенность обкатки состоит в том, что она связывает ремонт эксплуатацию, являясь завершающей ремонтной операцией и начальной операцией использования изделия.
В период обкатки происходит приработка деталей, то есть интенсивное разрушение шероховатостей трущихся поверхностей в результате металлических и молекулярных связей и механического зацепления мельчайших частиц поверхностей трения.
В процессе приработки сопряжений происходит трансформация поверхностного слоя: изменяются величина и направленность микропрофиля, уменьшаются макрогеометрические отклонения формы. Увеличиваются зазоры, ослабляются натяги, изменяются микротвердость, структура поверхностного слоя. Приработка сопряжений завершается при стабилизации указанных и других характеристик.
Происходящая в процессе приработки пластическая реформация сопровождается упрочнением – повышением износостойкости поверхностей трения.
Никакими видами технологической и химико-термической обработки нельзя создать такое состояние поверхностей трения, какое обеспечивается приработкой.
В процессе приработки происходит два одновременных процесса – макро- и микроприработка, причем продолжительность первой значительно больше, чем второй. По мере приработки происходит увеличение площади прилегания и уменьшение скорости износа поверхностей трения. Исходные макро- и микрогеометрия определяют время приработки и начальный износ. Не только более грубая, но и более чистая обработка ухудшает процесс приработки. При этом независимо от первоначальной шероховатости для одного и того же нагрузочно-скоростного режима работы устанавливается определенная шероховатость в сопряжении.
Однако продолжительность и качество приработки сопрягаемых деталей зависят от исходных значений чистоты рабочих поверхностей и микротвердостей. Приработка сопряжений с низкими исходными значениями шероховатостей деталей является наиболее продолжительной и сопровождается большой интенсивностью изнашивания, как за счет механического взаимодействия, так и за счет пластической деформации.
Приработка таких деталей с высокой исходной чистотой поверхностей менее продолжительна и протекает с меньшей интенсивностью изнашивания.
Отсюда следует вывод: значения исходных шероховатостей сопрягаемых деталей перед обкаткой агрегатов должны быть по возможности близкими к их микронеровностям после приработки.
Например, исходная оптимальная шероховатость рабочей поверхности юбки поршня перед сборкой двигателя должна находиться в пределах
Ra = 0,35…0,75 мкм; компрессионных поршневых колец – Ra = 0,15…0,45 мкм; цилиндров – Ra = 0,2…0,3 мкм.
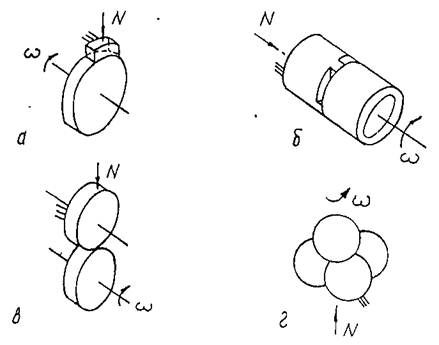
Общепринятым при назначении режимов обкатки агрегатов считается постепенное наращивание скоростей и удельных нагрузок на детали прирабатываемых сопряжений.
Приработка на одном нагрузочно-скоростном режиме не подготавливает сопряжение к восприятию эксплуатационных нагрузок и скоростей. Получаемая при этом микрогеометрия поверхностей трения будет соответствовать только этому режиму нагружения и при изменении его (режима) будет изменяться и микрогеометрия трущихся поверхностей деталей. Поэтому приработку сопряжений надо вести при переменном режиме, получаемом изменением нагрузки и скорости передвижения трудящихся поверхностей относительно друг друга.
Начинать приработку надо с минимальных значений нагрузок и скоростей на детали агрегата, указанных в технических условиях, и доводить их до максимальных постепенно, ступенями.
Приработка поверхностей трения должна протекать в смазочной среде при наличии масляной пленки между сопрягаемыми деталями. Минимальная толщина t масляной пленки зависит от высоты микронеровностей обеих трущихся поверхностей hт, диаметра абразивных частиц d, деформации деталей за счет силовых и тепловых воздействий hд. На толщину масляной пленки и на процесс приработки оказывает влияние также качество смазки (вязкость масла, его состав, маслянистость и т.д.), температура и давление подачи масла.
Масло, применяемое для обкатки должно не только обладать хорошей смазывающей способностью, но и хорошо охлаждать трущиеся поверхности, вымывать загрязнения.
Маловязкие масла в достаточном количестве проникают в зазоры между поверхностями трения, поэтому хорошо охлаждают их и вымывают загрязнения из зон трения. Однако из-за их низкой несущей способности создаются предпосылки для возникновения задиров.
С увеличением вязкости масел толщина масляной пленки становится больше и вероятность задиров уменьшается, но хуже отводятся тепло и загрязнения. Для двигателей внутреннего сгорания рациональная вязкость приработочных масел должна быть 6…8 с Ст.
Двигатель внутреннего сгорания обкатывают на электротормозных стендах: КИ-598Б, КИ-2118А, КИ-2139А, КИ-13532 и др.
По окончании обкатки проводят контрольный осмотр и устраняют неисправности.
Похожие работы
... ) и т. п. Перечень работ, выполняемых при ремонте агрегатов, весьма разнообразен и велик. Участок в большей степени специализирован на ремонт двигателей.. Годовой объем работ, выполняемых на агрегатном участке составляет Тагр.г. = 39835 чел-ч (см. проектную часть дипломного проекта). Число рабочих, занятых в агрегатном участке составляет 22 человека. К основному оборудованию относятся: ...
... диаметра отверстия, например, нутромером с ценой депения до 0,01 мм. Для многих деталей требуются также измерения соосности, перпендикулярности и/или параллельности различных поверхностей. 3.4 Сборка двигателя При сборке двигателя детали протирают чистой тряпкой или салфеткой, продувают сжатым воздухом, а все трущиеся поверхности смазывают моторным маслом. Шпильки, пробки, штуцера, если их ...



... состава, введенным согласно закону «О городском пассажирском транспорте», договорных отношений между местными властями и транспортными предприятиями. 3. РЕСУРСОСБЕРЕГАЮЩИЕ ТЕХНОЛОГИИ НА ГОРОДСКОМ ЭЛЕКТРИЧЕСКОМ ТРАНСПОРТЕ 3.1. Регенерация масел Установки для регенерации отработанных масел и схемы технологического процесса Проводимые исследования кафедрой городского электрического транспорта ( ...
... рабочих 6 – 8 %, младшего обслуживающего персонала 2 – 3 %. 4 НАЗНАЧЕНИЕ, СОСТАВ И ХАРАКТЕРИСТИКА ПРОЕКТИРУЕМОГО УЧАСТКА ПО РЕМОНТУ СИСТЕМ КОНДИЦИОНИРОВАНИЯ ВОЗДУХА 4.1 Работы, связанные с ремонтом систем кондиционирования воздуха В настоящее время в пассажирском вагонном депо работы, связанные с ремонтом систем кондиционирования воздуха выполняются в основном на открытых и временно ...
0 комментариев