Определение режима работы цеха и типа производства
Конструкторский контроль чертежа
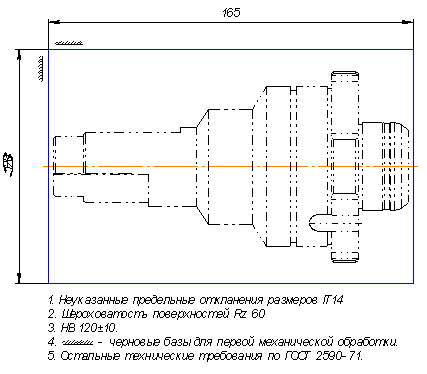
Маркировать и клеймить шрифтом ПО-5 ГОСТ 2930-62
Выбор исходной заготовки
Выбор технологических баз
Разработка технологических операций
Расчет режимов резания и нормирование операций
Расчет экономической эффективности вариантов технологического процесса
Навигация
Выбор исходной заготовки
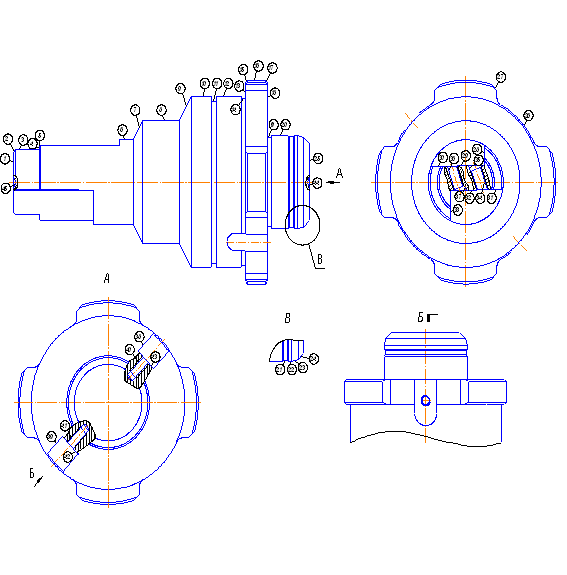
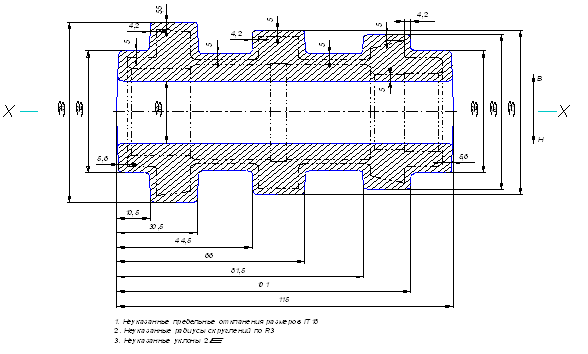
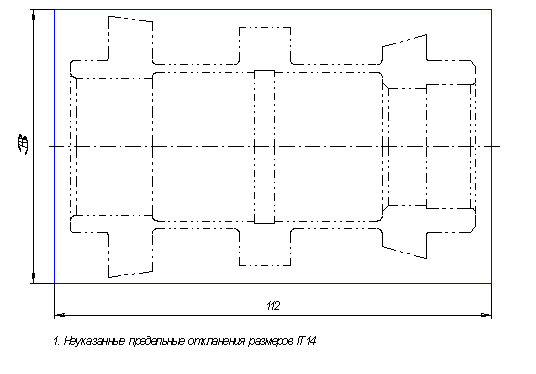
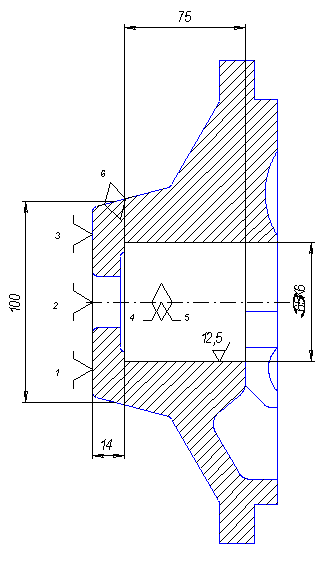
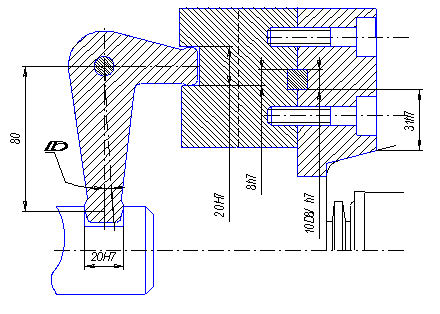
Технологический процесс изготовления детали "корпус" шлифовальной головки металлорежущего станка
58516
знаков
13
таблиц
1
изображение
2.3. Выбор исходной заготовки
В настоящее время в машиностроении применяется довольно большое количество способов получения заготовок. Наибольшее применение для получения заготовки получили такие процессы как прокат, горячее объемное деформирование, холодное объемное деформирование, литье, прессование.
При выборе способа получения заготовки необходимо учитывать:
- служебное назначение детали;
- объем производства;
- конструкцию детали.
Исходя из конфигурации детали и материала сталь 40Х, из которого предусмотрено изготовление детали, возможны следующие способы получения заготовок: методом штамповки и литья.
На базовом предприятии в качестве заготовки используется
Штамповка сталь40Х
ОСТ 1.90073-85
Стоимость заготовок, получаемых таким методом, как горячая штамповка определим согласно методике [6] по формуле:
Sзаг = (Ci / 1000 * Q * kt* kc* kв * kм * kп) – (Q – q) * Sотх / 1000 (6)
где Ci – базовая стоимость 1 тонны заготовок, руб; 525000;
Q – масса заготовки, кг; 1,5;
kт – коэффициент точности, 1;
kс – коэффициент сложности, 0,9;
kм – коэффициент марки материала, 1,5;
kв - коэффициент массы, 1,3;
kп – коэффициент объема производства заготовок, 1,3;
Sотх – цена 1 тонны отходов, руб; 3467,50;
q – масса готовой детали, кг; 0,535.
Sзаг = (52500 / 1000 * 1,5 * 0,9 * 0,9 * 1,3 * 1,5 * 1,3) – (1,5 – 0,535) * 3467,5 / 1000 = 158,48
Для выбора способа изготовления заготовки методом литья воспользуемся методом весовых коэффициентов. Суть метода в следующем. Заготовка характеризуется рядом критериев, отражающих ее форму, массу, габаритные размеры, сложность и параметры качества. Каждый критерий выбора имеет несколько уровней значений. А каждому уровню критерия выбора и типу производства соответствует ряд весовых коэффициентов, значение которых зависит от способа изготовления заготовки. В таблице 6 приведены значения весовых коэффициентов для различных способов получения заготовок.
Таблица 6 - Весовые коэффициенты критериев выбора способа изготовления отливок
| Номер и наименование критерия выбора | Уровень, градация и значение критерия выбора | Способы изготовления литой заготовки | ||||||
| РФ | МФ | ЛОФ | ЛВМ | ЛК | ЛПД | ЦЛ | ||
| 1.Тип производства | 1.Мелкосерийное 2.Серийное 3.Крупносерийное | 2 1 0 | 0 1 2 | 0 1 2 | 0 1 2 | 0 1 1 | 0 1 2 | 0 1 1 |
| 2.Материал детали | 1. Сталь 2. Чугун 3.Цветные сплавы | 1 1 1 | 1 1 1 | 0 1 1 | 1 0 1 | 1 1 1 | 0 0 1 | 0 1 1 |
| 3. Масса детали, кг | 1. 50 … 60 2. 60 …120 3. 120 …320 4. 320 … 600 | 1 1 1 1 | 1 1 1 1 | 1 1 1 1 | 1 1 0 0 | 1 1 1 0 | 1 0 0 0 | 1 1 0 0 |
| 4.Группа сложности отливки | 1. 1 2. 2 3. 3 4. 4 5. 5 | 1 1 1 1 1 | 1 1 1 1 1 | 0 0 1 1 0 | 0 0 1 1 0 | 1 1 0 0 0 | 0 1 1 1 0 | 1 2 0 0 0 |
| 5.Параметр Rа поверхности заготовки | 1. 0,63 … 1 2. 1,6 …3,2 3. 6,3 … 12 4. 12,5 …20 | 0 0 0 2 | 0 0 1 2 | 0 0 2 1 | 0 2 1 0 | 0 0 2 1 | 2 1 0 0 | 0 0 1 1 |
| 6. Форма детали | 1.Тела вращения 2.Корпусные 3. Рычаги 4. Фасонные | 1 1 1 1 | 1 1 1 1 | 1 1 1 1 | 1 0 1 1 | 1 1 1 0 | 1 1 1 1 | 1 0 0 1 |
| 7.Максимальные габаритные разме ры, мм | 1. До 25 2. 25 … 50 3. 50 …120 4. 120 …400 5.400 …1600 | 0 0 1 1 1 | 0 1 1 1 1 | 0 1 1 1 0 | 1 1 1 0 0 | 0 0 1 1 0 | 1 1 1 1 0 | 1 1 1 1 0 |
| 8.Квалитет точности | 1. 11 … 13 2. 13 … 15 3. 15 … 17 4. 17 … 20 | 0 0 0 1 | 0 0 1 1 | 0 1 1 0 | 1 1 0 0 | 0 1 1 0 | 1 1 0 0 | 0 0 1 1 |
Примечание: ЛПФ – литье в песчаные формы; РФ – ручная формовка; МФ – машинная формовка; ЛОФ – литье в оболочковые формы; ЛВМ – литье по выплавляемым моделям; ЛК – литье в кокиль; ЛПД – литье под давлением; ЦЛ – центробежное литье.
Таблица 7 - Значения весовых коэффициентов для детали «Корпус»
| Номер выбора | Уровень критерия выбора | Способы литья | ||||||
| РФ | МФ | ЛОФ | ЛВМ | ЛК | ЛПД | ЦЛ | ||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
| 1 | 1 | 2 | 0 | 0 | 0 | 0 | 0 | 0 |
| 2 | 3 | 1 | 1 | 1 | 1 | 1 | 1 | 1 |
| 3 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 |
| 4 | 2 | 1 | 1 | 0 | 0 | 1 | 1 | 2 |
| 5 | 4 | 2 | 2 | 1 | 0 | 1 | 0 | 1 |
| 6 | 2 | 1 | 1 | 1 | 0 | 1 | 1 | 0 |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
| 7 | 4 | 1 | 1 | 1 | 0 | 1 | 1 | 1 |
| 8 | 2 | 0 | 0 | 1 | 1 | 1 | 1 | 0 |
| Сумма: | 9 | 7 | 6 | 3 | 7 | 6 | 6 | |
Выбираем тот способ, сумма весовых коэффициентов которого наибольшая. В нашем случае это будет литье в песчаные формы ручной формовки. Стоимость заготовок, получаемых таким методом, как литье в песчаные формы определим по формуле:
Sзаг = (Ci / 1000 * Q * kt* kc* kв * kм * kп) – (Q – q) * Sотх / 1000 (7)
где Ci – базовая стоимость 1 тонны заготовок, руб.; 525000;
Q – масса заготовки, кг; 0,867;
kт – коэффициент точности, 1,05;
kс – коэффициент сложности, 0,89;
kм – коэффициент марки материала, 2,5;
kв - коэффициент массы, 1,05;
kп – коэффициент объема производства заготовок, 0,9;
Sотх – цена 1 тонны отходов, руб.; 3467,50;
q – масса готовой детали, кг; 0,535.
Sзаг = (52500 / 1000 * 0,867 * 1,05 * 2,5 * 0,89 * 1,05 * 0,9) – (0,867 – 0,535) * 3467,5 / 1000
Sзаг = 99,34
Согласно [5] экономический эффект рассчитаем по формуле:
Э = (Sзаг1 – Sзаг2) N, (8)
где Sзаг1 , Sзаг2 – стоимость сопоставляемых заготовок, руб;
N – годовой объем выпуска деталей, шт.
Э = (158,48 – 99,34) 110 = 6505,40 руб.
Результаты расчета сводим в таблицу 8.
Таблица 8 - Сравнение вариантов получения заготовок
| № п/п | Наименование показателей | Предлагаемый вариант | Заготовка базового предприятия |
| 1 | Вид заготовки | Отливка | Штамповка |
| 2 | Годовой объем выпуска, шт. | 110 | 110 |
| 3 | Вес заготовки, кг | 0,867 | 1,5 |
| 4 | Стоимость заготовки, руб. | 52500 | 52500 |
| 5 | Экономическая эффективность использования предлагаемого варианта заготовки | 6505,40 | |
| 6 | Коэффициент использования материала | 0,61 | 0,36 |
Из таблицы видно, что применение первого варианта получения заготовки дает годовой экономический эффект 6505,40 руб. Также с точки зрения экономии металла первый вариант предпочтительнее, так как на каждой детали экономится 0,633 кг металла.
Похожие работы

... , приходящегося на него, менее 138 м3 . Если естественное проветривание невозможно, то в такие помещения нужно подавать не менее 60 м3/ч на одного человека. Среди операций технологического процесса изготовления корпуса присутствуют операции шлифования, на которых воздух загрязняется абразивной пылью, поэтому следует предусмотреть местную вытяжную вентиляцию рисунок 5 [12]. Для улавливания ...

... в такие помещения нужно подавать не менее 60 м3/ч на одного человека. Среди операций технологического процесса изготовления цанги присутствуют операции шлифования, на которых воздух загрязняется абразивной пылью, поэтому следует предусмотреть местную вытяжную вентиляцию рисунок 5 [56]. Для улавливания вредностей непосредственно в местах их образования применяется местная вытяжная вентиляция. ...



... выпусков изделий изготовление их ведется путем непрерывного выполнения на рабочих местах одних и тех же постоянно повторяющихся операций. Определим тип производства при изготовлении детали "картер" массой 6 кг. При разработке новых технологических процессов, когда технологический маршрут механической обработки детали не определен, используют коэффициент серийности , (3.5.1) где tв - такт выпуска ...
... – это гальванический и литейно-термический цеха. В гальваническом цехе имеется оборудование для нанесения лакокрасочных и гальванических покрытий (никелевых, медных, цинковых и др.). Анализ заводского технологического процесса изготовления детали Для курсовой я взяла чертеж оси. Ось — деталь машины, предназначенная для соединения и закрепления деталей машин между собой, воспринимающая ...
0 комментариев