Определение режима работы цеха и типа производства
Конструкторский контроль чертежа
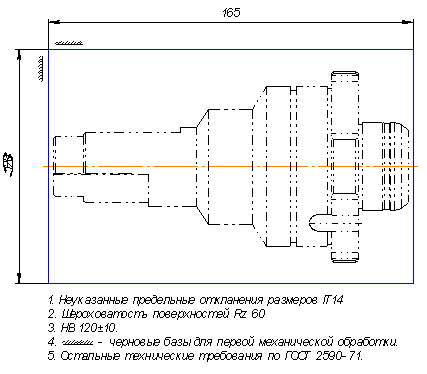
Маркировать и клеймить шрифтом ПО-5 ГОСТ 2930-62
Выбор исходной заготовки
Выбор технологических баз
Разработка технологических операций
Расчет режимов резания и нормирование операций
Расчет экономической эффективности вариантов технологического процесса
Навигация
Определение режима работы цеха и типа производства
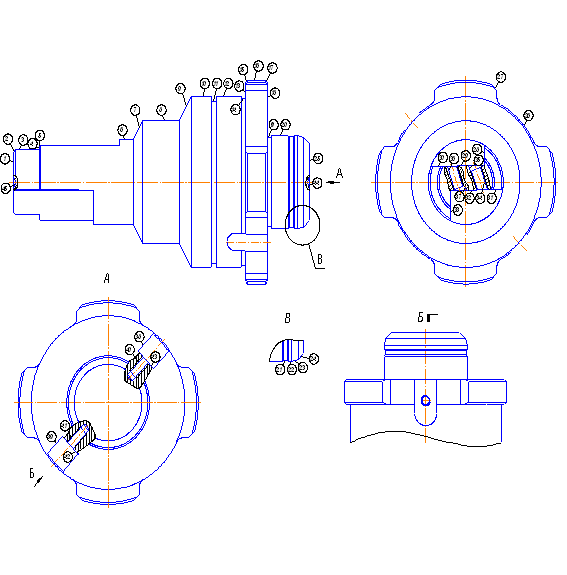
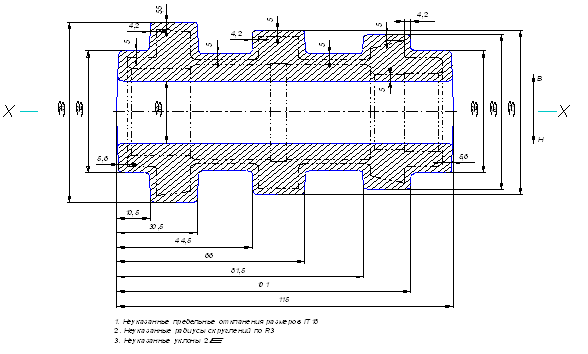
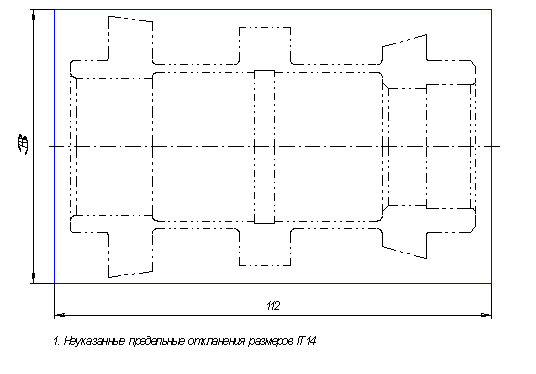
Технологический процесс изготовления детали "корпус" шлифовальной головки металлорежущего станка
58516
знаков
13
таблиц
1
изображение
1.2. Определение режима работы цеха и типа производства
Определение типа производства производится на основе расчета коэффициента закрепления операций по ГОСТ 3.1108-74
Kз.о = (60 Фд * Kв / Тшт-к * N) * Kн, (1)
где Фд – действительный годовой фонд времени, час;
Тшт-к – среднее значение нормы времени по основным операциям, мин;
N – годовой объем выпуска изделий, шт;
Kв – средний коэффициент выполнения норм (Kв = 1,3);
Kн – нормативный коэффициент загрузки оборудования (Kн = 0,65…0,75, для мелко- серийного производства).
В соответствии с выпуском на базовом предприятии примем годовую программу выпуска равную 80 штукам. а 30% деталей изготавливают в качестве запасных, то годовой выпуск деталей - опора составляет 110 штук.
Определим тип производства, подставив найденные значения в формулу (1):
Kз.о = (60 * 4015 * 1,3 / 2,9 * 2560) * 0,7 = 30
Таким образом полученное Kз.о входит в интервал 20<30<40, что соответствует мелкосерийному производству.
2. Технологическая часть
2.1. Анализ исходных данных
2.1.1. Служебное назначение изделия
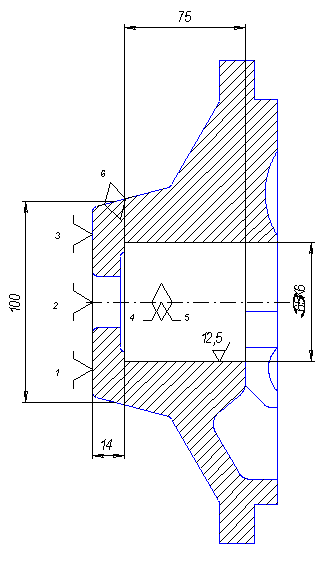
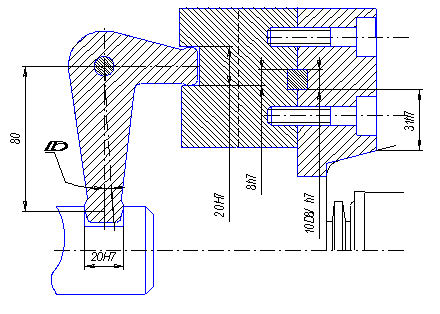
При работе детали в сборочной единице основную нагрузку воспринимает корпус с шестью отверстиями под болтовое крепление. Наиболее опасным сечением корпуса является сечение в районе отверстия Ø8 мм. В этом случае корпус можно рассматривать как консоль с приложенной к ней изгибающей нагрузкой по величине равной 3390 кг/см2. По остальным отверстиям фланца изгибающая нагрузка не превышает 2570 кг/см2. На остальные поверхности детали действующая нагрузка менее значительна. Таким образом, вся нагрузка, действующая на корпус, передается через болтовое соединение. При выборе материала основное влияние оказывает величина напряжения в наиболее опасном сечении. Кроме того, деталь должна иметь определенные и удовлетворяющие конструктивным особенностям изделия размеры. Исходя из выше изложенных факторов, для изготовления детали корпус принимаем сталь 40Х.
Исходя из величины напряжения временного сопротивления материала, можно сделать вывод, что коэффициент запаса прочности в наиболее опасном сечении (отверстие корпуса Ø8 мм) составляет 1,06, по остальным отверстиям – 1,4.
Исходя из условий работы детали в узле, материал, из которого должна быть, изготовлена опора, должен обеспечивать длительную эксплуатацию ее, обладать высокой прочностью, высокой износостойкостью.
Деталь работает в сложных температурных условиях (от -50С до + 50С), а также в условиях перепада влажности. Деталь должна выдерживать воспринимаемые нагрузки, поэтому необходимо, чтобы она обладала достаточной прочностью и была устойчивой к коррозии.(механические и химические свойства приведены в таблице 1 и 2).
Таблица 1 - Механические свойства
| σ в, кг/мм2 | σ0,2, кг/мм2
| Ψ, % | Е, кг/мм2 | G, кг/мм2 | σ2, г/мм2 | НВ
| δ % |
| 42 | 30 | 40 | 7850 | 270 | 26,0 | 552 | 13 |
Таблица 2 - Химические свойства
| Сод-ние азота | Сод- ние кремния | Сод- ние Марганца | Сод-ние меди | Сод-ние никеля | Сод-ние Серы | Сод- ние углерода | Сод- ние Фосфора | Сод- ние хрома |
| 0-0,008 | 0,17-0,37 | 0,5-0,8 | 0,3-0,3 | 0-0,3 | 0-0,035 | 0,36-0,44 | 0-0,035 | 0,8-1,1 |
Похожие работы

... , приходящегося на него, менее 138 м3 . Если естественное проветривание невозможно, то в такие помещения нужно подавать не менее 60 м3/ч на одного человека. Среди операций технологического процесса изготовления корпуса присутствуют операции шлифования, на которых воздух загрязняется абразивной пылью, поэтому следует предусмотреть местную вытяжную вентиляцию рисунок 5 [12]. Для улавливания ...

... в такие помещения нужно подавать не менее 60 м3/ч на одного человека. Среди операций технологического процесса изготовления цанги присутствуют операции шлифования, на которых воздух загрязняется абразивной пылью, поэтому следует предусмотреть местную вытяжную вентиляцию рисунок 5 [56]. Для улавливания вредностей непосредственно в местах их образования применяется местная вытяжная вентиляция. ...



... выпусков изделий изготовление их ведется путем непрерывного выполнения на рабочих местах одних и тех же постоянно повторяющихся операций. Определим тип производства при изготовлении детали "картер" массой 6 кг. При разработке новых технологических процессов, когда технологический маршрут механической обработки детали не определен, используют коэффициент серийности , (3.5.1) где tв - такт выпуска ...
... – это гальванический и литейно-термический цеха. В гальваническом цехе имеется оборудование для нанесения лакокрасочных и гальванических покрытий (никелевых, медных, цинковых и др.). Анализ заводского технологического процесса изготовления детали Для курсовой я взяла чертеж оси. Ось — деталь машины, предназначенная для соединения и закрепления деталей машин между собой, воспринимающая ...
0 комментариев