Анализ технологичности конструкции детали
Коэффициент точности обработки детали
Определение расчетного размера
Анализ средств измерения
Выбор измерительных инструментов
Разработка операционного технологического процесса
Определение режимов резания и норм времени
Расчет зажимного усилия приспособления
Определение геометрических параметров фрезы
Определение потребности в оборудовании
Определение численности производственных рабочих на заданную программу выпуска по вариантам технологических процессов
Определение капиталовложений по вариантам технологических процессов
Расчет технологической себестоимости по сравниваемым вариантам технологических процессов
Расчет стоимости силовой электроэнергии
Расчет амортизации оборудования
Расчет расходов на ремонт и содержание оборудования
Расчет расходов на амортизацию и содержание приспособлений
Расчет расходов на содержание, ремонт и амортизацию здания
Расчет показателей экономической эффективности
Экологическая часть
Навигация
Разработка операционного технологического процесса
Усовершенствование технологического процесса механической обработки детали "Стакан"
93828
знаков
24
таблицы
6
изображений
2.6 Разработка операционного технологического процесса
Операционный технологический процесс содержит описание технологических операций с указанием переходов, припусков, режимов обработки и данных о средствах технологического оснащения.
Разработка технологического процесса произведена для изготовления детали “Стакан”, конструкция которой отработана на технологичность. В основе проектирования технологического процесса механической обработки использованы технологический и экономический принципы; в соответствии с ними разрабатываемый технологический процесс должен обеспечить выполнение всех требований рабочего чертежа и технических условий при минимальных затратах труда и средств производства.
2.6.1 Определение припусков и межоперационных размеров
Величина припуска влияет на себестоимость изготовления детали. При увеличении припуска повышаются затраты труда, расходы материала и другие производственные расходы, а при уменьшении приходится повышать точность заготовки, что также увеличивает себестоимость изготовления детали.
В технологии машиностроения существуют методы автоматического получения размеров и индивидуального получения размеров. Минимальный и максимальный припуск на обработку рассчитывают по эмпирическим формулам.
Расчет припусков на обработку поверхности детали “Стакан” на размер 38h12, получаемый при обработке на операции 0020 фрезерная, используя расчетную карту.
Минимальный припуск рассчитываем по формуле:
Zi min= (Rz+h)i-1 + ΔΣ i-1 + εy I, (10)
где Rzi-1 – высота неровностей профиля на предшествующем переходе, мкм;
hi-1 – глубина дефектного слоя на предшествующем переходе, мкм;
ΔΣi-1 - суммарные отклонения расположения поверхностей (отклонение от параллельности, соосности, перпендикулярности, симметричности, пересечение осей) и в некоторых случаях отклонения форм поверхности (отклонение плоскости, прямолинейности на предшествующем переходе), мкм;
εyI - погрешность установки заготовки на выполняемом переходе, мкм.
Максимальный припуск рассчитывается по формуле:
Zi max= Zi min + TD (11)
Где Zimin – минимальный припуск, мкм;
TD – допуски размеров на выполняемом переходе, мкм.
Для определения элементов припуска используем расчетную карту.
Величина припуска на остальные размеры сведена в таблицу.
Величины припусков вносятся в операционные карты.
Составляем расчетную таблицу 3, определяющую промежуточные характеристики точности по каждому технологическому переходу.
Таблица 3.Расчетная карта припусков и допусков
| Размер детали | Наименование технологических переходов | Элементы припуска | Допуск δ (мкм) | Припуск 2z0 (мкм) | Ср. расч. D (мм) | |||
| Rz (мкм) | h (мкм) | ΔΣ (мкм) | Δεy (мкм) | |||||
| 38h12 (-0.25) | Заготовка Обдирочное шлифование h14 | 20 | 20 | 122,34 | 80 | 430 | 956,657 | 38,956 |
| Фрезерование получистовое h13 | 10 | 15 | 6,117 | 3,2 | 330 | 595,54 | 38,361 | |
| Фрезерование чистовое h12 | 5 | 5 | 4,89 | 0 | 250 | 361,117 | 38 | |
Составляющие припуска Rz и h – высота неровностей профиля и глубина дефектного слоя; устанавливают в зависимости от вида обработки.
Для заготовки, прошедшей на стадии заготовительного производства обдирочное шлифование Rz= 20 (мкм), h=20 (мкм). ([1], с.188,т.24)
Rz= 10 (мкм), h=15 (мкм) - для фрезерования получистового ([1], с.188,т.25)
Rz= 5 (мкм), h=5 (мкм) - для фрезерования чистового. ([1], с.188,т.25)
Устанавливаем величину допусков:
для h14 – Δ=520 (мкм);
для h13 – Δ=330 (мкм);
для h12 – Δ=250 (мкм);
Определяем суммарные погрешности формы и взаимного расположения.
Так как заготовкой является штампованная поковка заданной длины, точность будет характеризоваться отклонениями от профиля продольного сечения и короблением.
ΔКОР=0,5 ([1], с.186,т.17).
Точность взаимного расположения характеризуется относительной кривизной профиля, выраженной в мкм на 1 мм длины и определяется по формуле:
![]() ([1],с.177, ф.12). (12)
([1],с.177, ф.12). (12)
Где ΔК – отклонение оси детали от прямолинейности, мкм на 1 мм;
ΔК = 1,5 ([1],с.186, т.15)
l – длина заготовки.
l = 204 мм.
![]() (мкм)
(мкм)
Для всех последующих технологических действий остаточная погрешность будет устанавливаться через уменьшающий коэффициент уточнения:
![]() (13)
(13)
Где ΔΣост – остаточная погрешность, мкм;
ΔΣпредш – предшествующая погрешность, мкм;
Ку – коэффициент уточнения.
Выбираем коэффициент уточнения:
Ку=0,05 ([1],с.190.т.29)
Ку=0,04.
![]()
![]()
Полученные значения заносим в расчетную карту.
Определяем погрешности установки заготовки по переходам.
Δεy = 80 мкм ([1],с.43, т.14)
На всех последующих переходах происходит уменьшение величины погрешности установки и уменьшение ее определяет остаточные Δεy через коэффициент уточнения.
Δεу = Δεy * Ку (14)
Δεу получист = 80 * 0,04 = 3,2 (мкм);
Δεу чист = 3,2 * 0,03 = 0,096 (мкм).
Значениями меньше 1 пренебрегаем, остальные заносим в расчетную карту.
Определяем значения расчетных межоперационных припусков по переходам:
Zbi = Rz i-1 + hi-1 + ΔΣ + ΔΣ i-1 + εy I (15)
Zb1 =10 + 15 + 6,117 +0 + 330 = 361,117 (мкм);
Zb1 =20 + 20 + 122,34 +3,2 + 430 = 595,54 (мкм).
Определяем значения промежуточных размеров:
aср i = aср i-1 + Zbi (16)
aср =38 + 361,117(мкм) = 38,361 (мм);
aср =38,361 + 595,54(мкм) = 38,956 (мм);
z0 = 38,956 – 38 = 0,956 (мм).
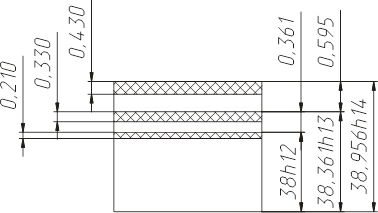
Рис. 2. Схема расположения припусков и допусков.
Исходя из технологических особенностей оборудования, по технологическим нормативам принимаем величину припуска равной 1 мм.
Похожие работы
... к началу обучения, соотношение с качествами личности молодого специалиста, – является первоосновой количества и качества работы ВУЗа по организации воспитывающего обучения (профессионального обучения, формирования творческого потенциала личности, ответа на вопросы о том, чему учить и как учить). Опираясь на приведенные выше базовые положения, естественнонаучные закономерности развития творческих ...
... напыления двух различных металлов путем поочередного подключения испарителей к силовому блоку питания, а также была оснащена заслонкой с управлением электромагнитом. 2.1. Конструкция и принцип работы базовой лабораторной установки вакуумного напыления 2.1.1. Блок-схема Установка состоит из трех основных структурных единиц. Это, собственно, вакуумная камера, в которой производится нанесение ...
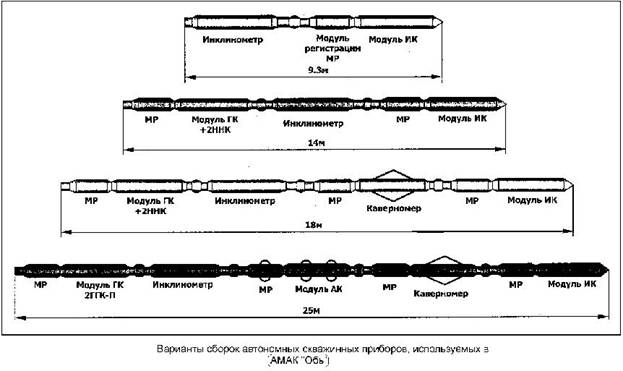




... на скорость бурения. Возникает двойная необходимость регистрации технологических параметров – для оптимизации бурения и для решения геологических задач. Назначение наддолотного модуля, устройство и работа модуля Модуль (рис.3.10.) предназначен для измерения технологических и геофизических параметров непосредственно около долота, в процессе бурения гидравлическими забойными двигателями и передачи ...
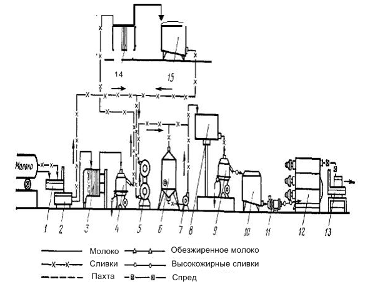




... 13 — стол и весы; 14 — охладитель пластинчатый; 15 — емкость для резервирования сливок. 3. Сравнительная характеристика технологического оборудования Спред вырабатывается с помощью аналогичного оборудования что и сливочное масло. Оборудование для производства сливочного масла делится на оборудование для подготовительных операций и оборудование для выработки сливочного масла. Подготовительные ...
0 комментариев