Анализ технологичности конструкции детали
Коэффициент точности обработки детали
Определение расчетного размера
Анализ средств измерения
Выбор измерительных инструментов
Разработка операционного технологического процесса
Определение режимов резания и норм времени
Расчет зажимного усилия приспособления
Определение геометрических параметров фрезы
Определение потребности в оборудовании
Определение численности производственных рабочих на заданную программу выпуска по вариантам технологических процессов
Определение капиталовложений по вариантам технологических процессов
Расчет технологической себестоимости по сравниваемым вариантам технологических процессов
Расчет стоимости силовой электроэнергии
Расчет амортизации оборудования
Расчет расходов на ремонт и содержание оборудования
Расчет расходов на амортизацию и содержание приспособлений
Расчет расходов на содержание, ремонт и амортизацию здания
Расчет показателей экономической эффективности
Экологическая часть
Навигация
Анализ технологичности конструкции детали
Усовершенствование технологического процесса механической обработки детали "Стакан"
93828
знаков
24
таблицы
6
изображений
1.2 Анализ технологичности конструкции детали
Чертеж детали “Стакан” содержит все сведения, дающие полное представление о детали, т.е. все необходимые проекции, разрезы, четко и однозначно показывающие ее конфигурацию. На чертеже указаны все размеры с допускаемыми отклонениями, классы шероховатости поверхностей, допустимые отклонения от геометрических форм и взаимного расположения поверхностей.
Чертеж детали “Стакан” выполнен на формате А1 в трех видах в масштабе 2:1: главный вид, вид слева, вид сверху с разрезом по А-А; на всех видах присутствуют местные разрезы.
Обозначение видов и разрезов не соответствует требованиям стандартов единой системы конструкторской документации ЕСКД. На чертеже присутствуют все необходимые размеры, но их точность указана не в соответствии с ГОСТ 25347-88. Необходимо привести их в соответствие с рекомендуемой точностью по ГОСТ 25347-88. На чертеже указано качество обработки поверхностей в системе Rz, которое необходимо перевести в Ra в соответствии со стандартом ГОСТ 25347-88.
Деталь “Стакан” представляет собой сложно-профильное тело с усложняющими элементами в виде фасок, пазов, проточек, отверстий, контурных и радиусных поверхностей. Уровень точности детали характеризуется 12-м и 14-м квалитетами на большинстве поверхностей, 15-м квалитетом на размере от торца до начала паза, 11-м квалитетом в одном из пазов детали на одном из линейных размеров и 8-м на отверстии под ось и на четырех отверстиях под крепление в сборке. Качество поверхностей представлено в Ra=10 мкм, что соответствует 4 классу чистоты поверхностей.
Исходя из назначения, деталь достаточно ответственная, а так как разброс квалитетов и классов чистоты невелик, то деталь по этим показателям технологична.
На чертеже представлены дополнительные обозначения отклонений от геометрической формы и взаимного расположения поверхностей:
![]() на размере Ø8Н8 показывает, что смещение оси от номинального расположения должно находиться в пределах ±0,2 мм;
на размере Ø8Н8 показывает, что смещение оси от номинального расположения должно находиться в пределах ±0,2 мм;
![]() на размере Ø18Н12 показывает, что смещение оси отверстия Ø18 не может быть более ±0,05 мм относительно базы В;
на размере Ø18Н12 показывает, что смещение оси отверстия Ø18 не может быть более ±0,05 мм относительно базы В;
![]() на размере Ø33Н12 показывает, что смещение оси отверстия должно находиться в пределах ±0,1 мм от базы Б;
на размере Ø33Н12 показывает, что смещение оси отверстия должно находиться в пределах ±0,1 мм от базы Б;
![]() на размере 4-х отверстий Ø14Н8 показывает, что смещение оси 4-х отверстий от номинального расположения должно находиться в пределах ±0,1 мм относительно базы Б.
на размере 4-х отверстий Ø14Н8 показывает, что смещение оси 4-х отверстий от номинального расположения должно находиться в пределах ±0,1 мм относительно базы Б.
На поле чертежа детали над штампом основной надписи приведены технические требования на изготовление данной детали.
1.2.1 Анализ чертежа детали
1.2.2 Анализ технологичности детали
Каждая деталь должна изготавливаться с минимальными трудовыми и материальными затратами. При оценке технологичности детали необходимо рассчитать показатели технологичности конструкции, определить показатели уровня технологичности детали, разработать рекомендации по улучшению показателей технологичности.
Количественную оценку технологичности конструкции детали производить по следующим показателям:
— уровень технологичности конструкции по трудоемкости, КУ.Т.
— уровень технологичности конструкции по технологической себестоимости, КУ.С. использовать для оценки отдельных деталей сложно. Поэтому для оценки технологичности конструкции деталей, подвергаемых механической обработке используются дополнительные показатели.
1, Коэффициент унификации конструктивных элементов детали.
![]() (1)
(1)
Где ![]() - число унифицированных элементов детали, шт;
- число унифицированных элементов детали, шт;
![]() - общее число конструктивных элементов детали, подлежащих механической обработке, шт.
- общее число конструктивных элементов детали, подлежащих механической обработке, шт.
При ![]() деталь считается технологичной.
деталь считается технологичной.
![]()
Так как 0,32>0,6 , деталь технологична по этому коэффициенту.
2. Коэффициент использования материала.
![]() (2)
(2)
Где ![]() - масса детали по чертежу, кг;
- масса детали по чертежу, кг;
![]() - масса заготовки с неизбежными технологическими потерями, кг.
- масса заготовки с неизбежными технологическими потерями, кг.
При ![]() деталь считается технологичной.
деталь считается технологичной.
![]()
Так как 0,19<0,75 , то по заводскому технологическому процессу деталь нетехнологична по этому признаку.
Похожие работы
... к началу обучения, соотношение с качествами личности молодого специалиста, – является первоосновой количества и качества работы ВУЗа по организации воспитывающего обучения (профессионального обучения, формирования творческого потенциала личности, ответа на вопросы о том, чему учить и как учить). Опираясь на приведенные выше базовые положения, естественнонаучные закономерности развития творческих ...
... напыления двух различных металлов путем поочередного подключения испарителей к силовому блоку питания, а также была оснащена заслонкой с управлением электромагнитом. 2.1. Конструкция и принцип работы базовой лабораторной установки вакуумного напыления 2.1.1. Блок-схема Установка состоит из трех основных структурных единиц. Это, собственно, вакуумная камера, в которой производится нанесение ...
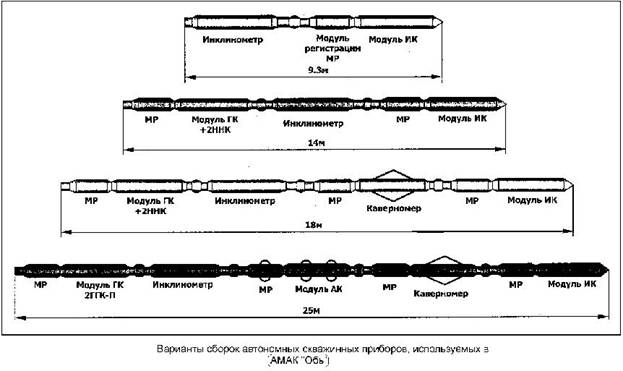




... на скорость бурения. Возникает двойная необходимость регистрации технологических параметров – для оптимизации бурения и для решения геологических задач. Назначение наддолотного модуля, устройство и работа модуля Модуль (рис.3.10.) предназначен для измерения технологических и геофизических параметров непосредственно около долота, в процессе бурения гидравлическими забойными двигателями и передачи ...
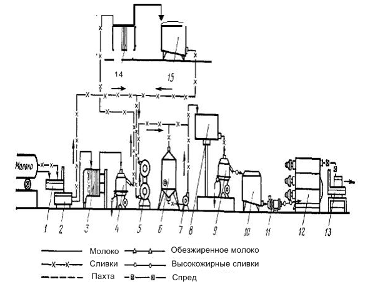




... 13 — стол и весы; 14 — охладитель пластинчатый; 15 — емкость для резервирования сливок. 3. Сравнительная характеристика технологического оборудования Спред вырабатывается с помощью аналогичного оборудования что и сливочное масло. Оборудование для производства сливочного масла делится на оборудование для подготовительных операций и оборудование для выработки сливочного масла. Подготовительные ...
0 комментариев