АНАЛИЗ ИСХОДНЫХ ДАННЫХ
Технологичность базирования и закрепления
Выбор метода получения заготовки
Выбор маршрутов обработки поверхностей
РАЗРАБОТКА ТЕХНОЛОГИЧЕСКОГО МАРШРУТА И СХЕМ БАЗИРОВАНИЯ
Разработка схем базирования
ВЫБОР СРЕДСТВ ТЕХНОЛОГИЧЕСКОГО ОСНАЩЕНИЯ
Выбор средств контроля
РАСЧЕТ ПРИПУСКОВ НА ОБРАБОТКУ
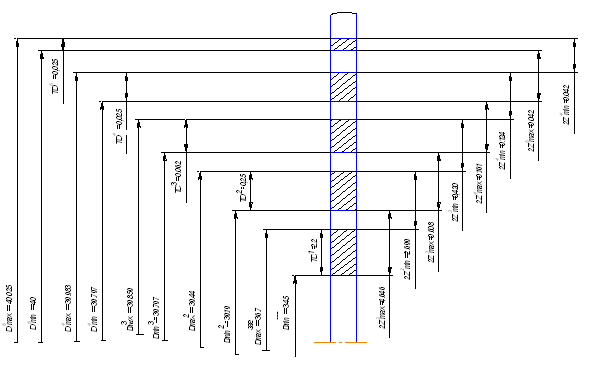
РАЗМЕРНЫЙ АНАЛИЗ В РАДИАЛЬНОМ НАПРАВЛЕНИИ
Расчет припусков
Расчёт операционных размеров
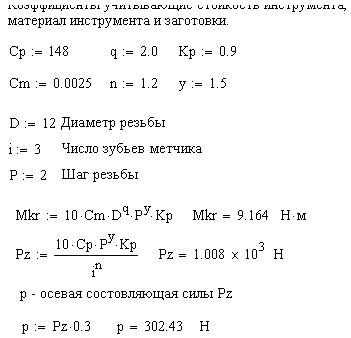
НОРМИРОВАНИЕ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА
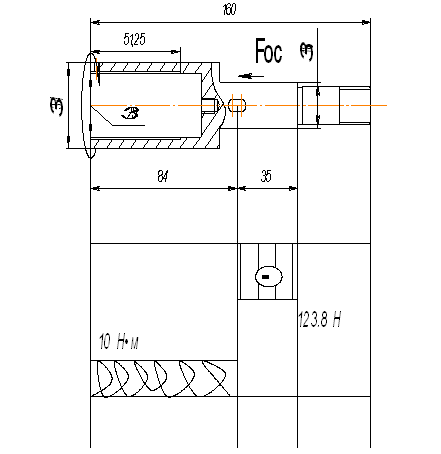
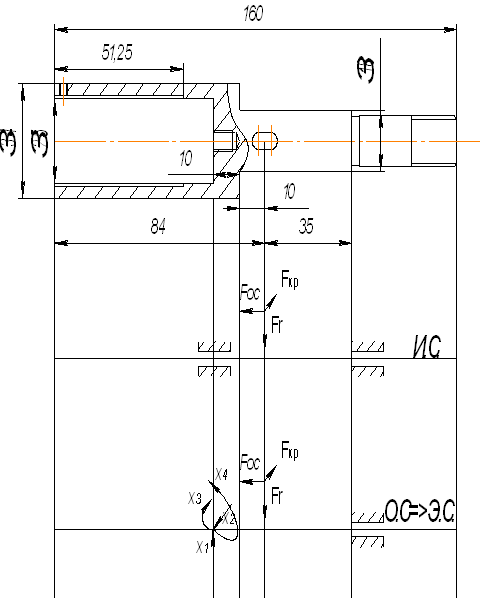
РАСЧЕТ И ПРОЕКТИРОВАНИЕ СТАНОЧНОГО ПРИСПОСОБЛЕНИЯ
Расчёт усилия зажима
Расчет силового привода
ПРОЕКТИРОВАНИЕ КОНТРОЛЬНОГО ПРИСПОСОБЛЕНИЯ
Анализ ситуации
Опасные вредные производственные факторы (ОВПФ) рассматриваемого производственного объекта
Расчет механической вентиляции
Загрязнение сточными водами
Исходные данные для экономического обоснования сравниваемых вариантов
Расчет необходимого количества оборудования и коэффициентов загрузки
Расчет капитальных вложений (инвестиций) по сравниваемым вариантам
Расчет технологической себестоимости изменяющихся по вариантам операций
Калькуляция себестоимости обработки детали по вариантам технологического процесса
Расчет приведенных затрат и выбор оптимального варианта
Интегральный экономический эффект
Навигация
Выбор маршрутов обработки поверхностей
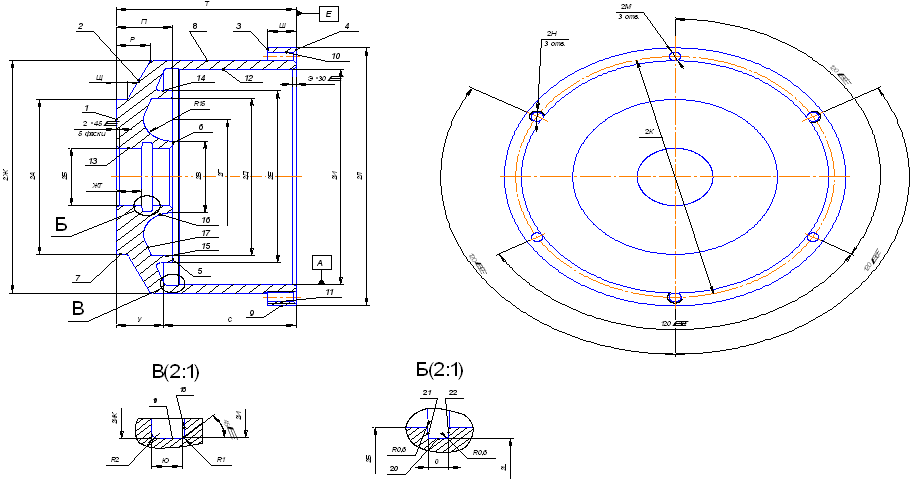
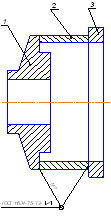
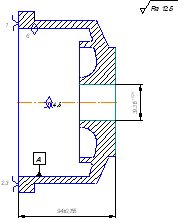
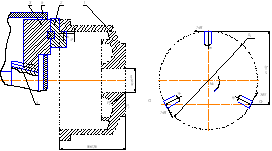
Технологический процесс изготовления корпуса расточной оправки
159496
знаков
20
таблиц
19
изображений
3.2 Выбор маршрутов обработки поверхностей
Методы механической обработки поверхностей детали и их последовательность назначаем в соответствии с рекомендациями [3], [4] в зависимости от заданного квалитета точности и шероховатости. При выборе оптимального маршрута обработки отдают предпочтение варианту с наименьшим суммарным коэффициентом трудоёмкости. Наиболее предпочтительный маршрут обработки поверхностей данной детали представлен в таблице 3.2.
Таблица 3.2
Маршруты обработки поверхностей| № пов. | Квалитет точности | Шероховатость Ra. | Маршрут обработки | Коэффициент трудоёмкости |
| 1 | 12 | 3,2 | Ф, Фч, ТО | 2,0 |
| 2 | 12 | 3,2 | Тч, ТО | 1,2 |
| 3 | 12 | 3,2 | Т, Тч, ТО | 2,2 |
| 4 | 10 | 3,2 | Т, Тч, ТО | 2,2 |
| 5 | 12 | 3,2 | Тч, ТО | 1,2 |
| 6 | 12 | 3,2 | Т, Тч, ТО | 2,2 |
| 7 | 12 | 3,2 | Т, Тч, ТО | 2,2 |
| 8 | 12 | 3,2 | Т, Тч, Мд, ТО | 2,8 |
| 9 | 12 | 3,2 | Т, Тч, ТО | 2,2 |
| 10 | 10 | 3,2 | Т, Тч, Ш, ТО | 3,1 |
| 11 | 10 | 3,2 | Тч, ТО | 1,2 |
| 12 | 10 | 3,2 | Тч, Ш, ТО | 2,8 |
| 13 | 7 | 0,8 | Т, Тч, ТО, Ш, Шч | 4,3 |
| 14 | 12 | 3,2 | Тч, ТО | 1,2 |
| 15 | 12 | 3,2 | Тч, ТО | 1,2 |
| 16 | 10 | 3,2 | Т, Тч, Ш, ТО | 3,1 |
| 17 | 12 | 3,2 | Тч, ТО | 1,2 |
| 18 | 7 | 0,8 | Т, Тч, ТО, Ш, Шч | 4,3 |
| 19 | 12 | 3,2 | Тч, ТО | 1,2 |
| 20 | 5 | 0,4 | Т, Тч, ТО, Ш, Шч | 4,3 |
| 21 | 12 | 3,2 | Тч, ТО | 1,2 |
| 22 | 8 | 0,8 | Тч, ТО, Ш, Шч | 4,0 |
| 23 | 8 | 0,8 | Т, Тч, ТО, Ш | 3,1 |
| 24 | 12 | 3,2 | Т, Тч, ТО | 2,2 |
| 25 | 12 | 3,2 | Ф, ТО | 1,0 |
| 26 | 10 | 3,2 | Ф, Фч, ТО | 2,0 |
| 27 | 12 | 3,2 | Ф, ТО | 1,0 |
| 28 | 10 | 1,6 | Ф, Фч, ТО | 2,0 |
| 29 | 10 | 1,6 | Ф, Фч, ТО | 2,0 |
| 30 | 12 | 3,2 | Фч, ТО | 1,0 |
| 31 | 12 | 3,2 | Фч, ТО | 1,0 |
| 32 | 10 | 1,6 | Ф, Фч, ТО | 2,0 |
| 33 | 10 | 1,6 | Ф, Фч, ТО | 2,0 |
| 34 | 6 | 3,2 | С, Мд, ТО, Рб, Рк | 4,0 |
| 35 | 12 | 3,2 | С, З, Мд, ТО | 2,1 |
| 36 | 6 | 3,2 | С, Мд, ТО, Рб, Рк | 4,0 |
| 37 | 12 | 3,2 | С, З, Мд, ТО | 2,1 |
| 38 | 11 | 3,2 | Ф, ТО | 1,0 |
| 39 | 11 | 3,2 | Ф, ТО | 1,0 |
| 40 | 12 | 3,2 | С, Мд, ТО, Рб, Рк | 4,0 |
| 41 | 12 | 3,2 | С, Мд, ТО, Рб, Рк | 4,0 |
| 42 | 10 | 3,2 | Ф, ТО | 1,0 |
| 43 | 10 | 3,2 | Ф, ТО | 1,0 |
| 44 | 6 | 1,6 | С, ТО, ЦШ | 3,7 |
| 45 | 6 | 1,6 | С, ТО, ЦШ | 3,7 |
| Суммарный коэффициент трудоёмкости | 102,2 | |||
В таблице 3.1 обозначено: Т – точение черновое; Тч – точение чистовое; ТО – термообработка (цементация, закалка и отпуск); Мд – меднение (покрытие поверхности медью); Ш – шлифование предварительное; Шч – шлифование чистовое; ЦШ – центрошлифование; С – сверление; Рб – резьбонарезание; Рк – резьбокалибрование; Ф – фрезерование предварительное; З – зенкование; Фч – фрезерование чистовое.
Похожие работы
... поверхность, на остальные поверхности назначить припуски в соответствии с ГОСТ 26645-85; 5. Выбрать оборудование, приспособления, режущий инструмент, средства контроля; 6. Произвести нормирование технологического процесса изготовления корпуса гидроцилиндра; 7. Рассчитать и спроектировать станочное приспособление для токарной операции и приспособление контроля биения отверстия; 8. Рассчитать и ...
... ремонт оборудования. Защита от шума Борьба с шумом посредством уменьшения его в источнике является наиболее рациональной. Уменьшение механического шума может быть достигнуто путем совершенствования технологических процессов и оборудования. Расчет допустимого уровня шума Расчетная формула для определения уровня шума, если источник шума находится в помещении, будет иметь вид: , (4.1) где В ...

... наружной поверхности назначаем с учетом рекомендаций - Rz=100, Т=150мкм. Рабочий чертеж корпуса клиноплунжерного патрона представлен на листе 1 проекта, чертеж заготовки не прилагается, т.к. заготовкой является прокат. 4. Разработка технологического маршрута и плана изготовления 4.1 Выбор методов обработки поверхностей корпуса Выбор методов обработки поверхностей детали резанием выполним ...



... выпусков изделий изготовление их ведется путем непрерывного выполнения на рабочих местах одних и тех же постоянно повторяющихся операций. Определим тип производства при изготовлении детали "картер" массой 6 кг. При разработке новых технологических процессов, когда технологический маршрут механической обработки детали не определен, используют коэффициент серийности , (3.5.1) где tв - такт выпуска ...
0 комментариев