АНАЛИЗ ИСХОДНЫХ ДАННЫХ
Технологичность базирования и закрепления
Выбор метода получения заготовки
Выбор маршрутов обработки поверхностей
РАЗРАБОТКА ТЕХНОЛОГИЧЕСКОГО МАРШРУТА И СХЕМ БАЗИРОВАНИЯ
Разработка схем базирования
ВЫБОР СРЕДСТВ ТЕХНОЛОГИЧЕСКОГО ОСНАЩЕНИЯ
Выбор средств контроля
РАСЧЕТ ПРИПУСКОВ НА ОБРАБОТКУ
РАЗМЕРНЫЙ АНАЛИЗ В РАДИАЛЬНОМ НАПРАВЛЕНИИ
Расчет припусков
Расчёт операционных размеров
НОРМИРОВАНИЕ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА
РАСЧЕТ И ПРОЕКТИРОВАНИЕ СТАНОЧНОГО ПРИСПОСОБЛЕНИЯ
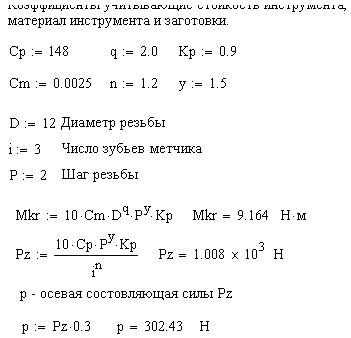
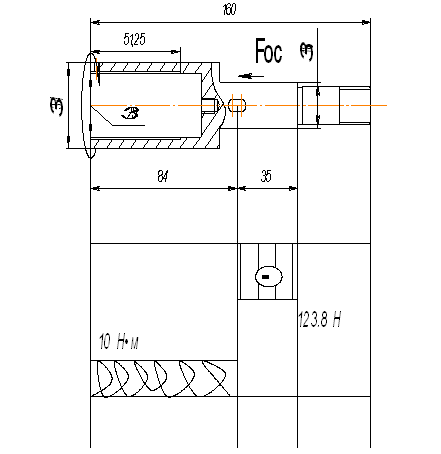
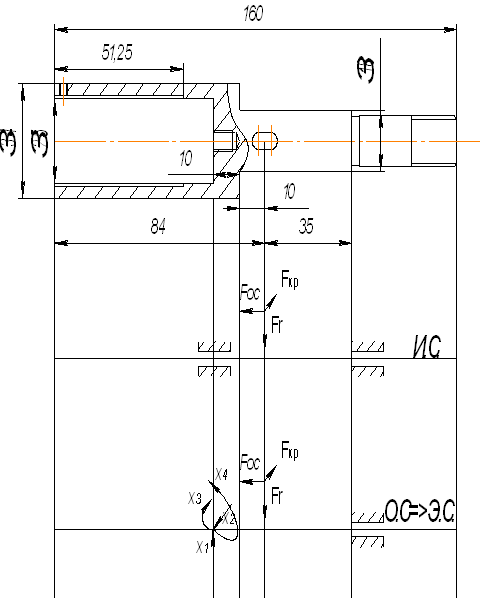
Расчёт усилия зажима
Расчет силового привода
ПРОЕКТИРОВАНИЕ КОНТРОЛЬНОГО ПРИСПОСОБЛЕНИЯ
Анализ ситуации
Опасные вредные производственные факторы (ОВПФ) рассматриваемого производственного объекта
Расчет механической вентиляции
Загрязнение сточными водами
Исходные данные для экономического обоснования сравниваемых вариантов
Расчет необходимого количества оборудования и коэффициентов загрузки
Расчет капитальных вложений (инвестиций) по сравниваемым вариантам
Расчет технологической себестоимости изменяющихся по вариантам операций
Калькуляция себестоимости обработки детали по вариантам технологического процесса
Расчет приведенных затрат и выбор оптимального варианта
Интегральный экономический эффект
Навигация
РАЗМЕРНЫЙ АНАЛИЗ В РАДИАЛЬНОМ НАПРАВЛЕНИИ
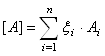
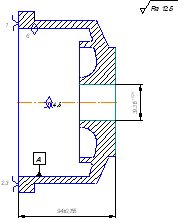
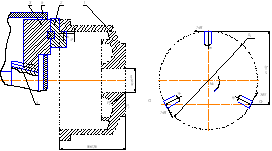
Технологический процесс изготовления корпуса расточной оправки
159496
знаков
20
таблиц
19
изображений
7. РАЗМЕРНЫЙ АНАЛИЗ В РАДИАЛЬНОМ НАПРАВЛЕНИИ
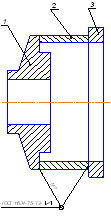
Задача раздела – необходимо выявить размерные контуры для каждого из замыкающих звеньев (припусков, размеров и отклонений от концентричности, получаемых косвенным путем), то есть проверить размерную корректность в радиальном направлении.
7.1 Основные термины, относящиеся к размерному анализу
Размерный анализ технологических процессов изготовления деталей машин включает специальные способы выявления и фиксации связей размерных параметров детали при ее изготовлении, а так же методы расчета этих параметров путем решения размерных цепей.
Операционная размерная цепь – совокупность размеров или иных размерных параметров, образующих замкнутый контур и определяющих связь между операционными размерами или другими параметрами на различных стадиях обработки заготовки.
Звено размерной цепи – размер или иной точностной параметр детали на различных стадиях ее изготовления: припуск, величина пространственной погрешности (отклонение от концентричности, параллельности, перпендикулярности, изогнутость оси), толщина покрытия или насыщения поверхности химическими элементами.
Составляющее звено – размер или иной размерный параметр, предписанный к обязательному выполнению в ходе технологического процесса в пределах заданного допуска.
Замыкающее звено операционной размерной цепи – размер или иной размерный параметр, который получается в результате выполнения составляющих звеньев. Замыкающими звеньями могут быть операционные припуски и чертежные размеры, или иные размерные параметры получаемые косвенно в результате выполнения операционных размеров.
Уравнение размерной цепи – математическое выражение, устанавливающее взаимосвязь между замыкающим и составляющими звеньями отдельной размерной цепи, входящей в размерную схему.
Проектная (прямая) задача позволяет определить при ее решении промежуточные операционные размеры исходной заготовки исходя из окончательных размеров детали и проектного варианта технологического процесса.
Проверочная (обратная) задача при ее решении позволяет провести размерный анализ действующего или спроектированного процесса и по известным характеристикам операционных размеров определить характеристики замыкающих звеньев.
7.2 Размерные цепи и их уравнения
В общем случае уравнение операционных размерных цепей (уравнение номиналов) выглядят следующим образом [17], [18]:
 , (7.1)
, (7.1)
где [A] – номинальное значение замыкающего звена;
Аi – номинальные значения составляющих звеньев;
i – порядковый номер звена;
n – число составляющих звеньев;
ξi – передаточные отношения, характеризующие расположение звеньев по величине и направлению (ξi = 1 для увеличивающих звеньев, ξi = -1 для уменьшающих звеньев).
Уравнения замыкающих звеньев:

![]() ;
;
![]() ;
;
![]() ;
;
![]() .
.
После этого проверяем точность изготовления детали. Проверка размерной корректности путем решения обратной задачи позволяет до начала расчетов размерных цепей убедиться в том, что намеченный вариант технологии изготовления обеспечит получение готовых деталей в соответствии с требованиями рабочего чертежа.
7.3 Проверка условий точности изготовления детали
Проверка проводится для чертежных размеров и технических требований на расположение поверхностей детали, которые выполнялись косвенно, и являются замыкающими звеньями в размерных цепях. Условие выполнения точности выглядит следующим образом [17], [18]:
ТАчерт ≥ ω[A] , (7.2)
где ТАчерт – допуск по чертежу размера или пространственного отклонения;
ω[A] – погрешность этого же параметра, возникающая в ходе выполнения техпроцесса.
Величины ω[A] определяются из уравнений погрешностей методом максимума – минимума для условий производства с отсутствием брака по проверяемому параметру Ачерт.
Погрешность (поле рассеяния) замыкающего звена при расчете по методу максимума – минимума можно найти из уравнения [17], [18]:
![]() при n-1
при n-1 ![]() 4; (7.3)
4; (7.3)
 при n-1 > 4; (7.4)
при n-1 > 4; (7.4)
где ωА – погрешность i-го звена;
n – число составляющих звеньев;
xi– коэффициент влияния составного звена на замыкающее звено;
n – общее число звеньев в уравнении припуска;
- коэффициент соотношения между законом распределения величины Аi и законом нормального распределения. Определяется по таблице 4.4 [17], для эксцентриситетов = 0,127, для размеров = 1/9;
tD – коэффициент риска, (tD= 3,0).
При расчете принимаем ωАi= TАi, где ТАi – технологический допуск i-го звена.
После построения размерной схемы в радиальном направлении, получаем следующие уравнения размеров и эксцентриситетов, полученных косвенным путем, и проверяем, обеспечивается ли условие точности (7.2).

0,20 > 0,17 – условие выполняется;

0,18 > 0,169 – условие выполняется;

0,18 > 0,169 – условие выполняется;

0,18 > 0,169 – условие выполняется;

0,18 > 0,169 – условие выполняется.
Значение a является функцией от количества углерода в стали a = f (С), для стали Р6М5 это значение выбрано по справочной литературе [18]. Оно равно при С = 0,8%, a = 0,1, wa = 0,03.
Вывод: условие корректности размерных звеньев цепи выполняется.
Составим уравнения замыкающих операционных припусков:
![]() ;
;
![]() ;
;
![]() ;
;
![]() ;
;
![]() ;
;
![]() ;
;
![]() ;
;
![]() ;
;
![]() ;
;
![]() ;
;
![]() ;
;
![]() ;
;
![]() ;
;
![]() ;
;
![]() .
.
Похожие работы
... поверхность, на остальные поверхности назначить припуски в соответствии с ГОСТ 26645-85; 5. Выбрать оборудование, приспособления, режущий инструмент, средства контроля; 6. Произвести нормирование технологического процесса изготовления корпуса гидроцилиндра; 7. Рассчитать и спроектировать станочное приспособление для токарной операции и приспособление контроля биения отверстия; 8. Рассчитать и ...
... ремонт оборудования. Защита от шума Борьба с шумом посредством уменьшения его в источнике является наиболее рациональной. Уменьшение механического шума может быть достигнуто путем совершенствования технологических процессов и оборудования. Расчет допустимого уровня шума Расчетная формула для определения уровня шума, если источник шума находится в помещении, будет иметь вид: , (4.1) где В ...

... наружной поверхности назначаем с учетом рекомендаций - Rz=100, Т=150мкм. Рабочий чертеж корпуса клиноплунжерного патрона представлен на листе 1 проекта, чертеж заготовки не прилагается, т.к. заготовкой является прокат. 4. Разработка технологического маршрута и плана изготовления 4.1 Выбор методов обработки поверхностей корпуса Выбор методов обработки поверхностей детали резанием выполним ...



... выпусков изделий изготовление их ведется путем непрерывного выполнения на рабочих местах одних и тех же постоянно повторяющихся операций. Определим тип производства при изготовлении детали "картер" массой 6 кг. При разработке новых технологических процессов, когда технологический маршрут механической обработки детали не определен, используют коэффициент серийности , (3.5.1) где tв - такт выпуска ...
0 комментариев