АНАЛИЗ ИСХОДНЫХ ДАННЫХ
Технологичность базирования и закрепления
Выбор метода получения заготовки
Выбор маршрутов обработки поверхностей
РАЗРАБОТКА ТЕХНОЛОГИЧЕСКОГО МАРШРУТА И СХЕМ БАЗИРОВАНИЯ
Разработка схем базирования
ВЫБОР СРЕДСТВ ТЕХНОЛОГИЧЕСКОГО ОСНАЩЕНИЯ
Выбор средств контроля
РАСЧЕТ ПРИПУСКОВ НА ОБРАБОТКУ
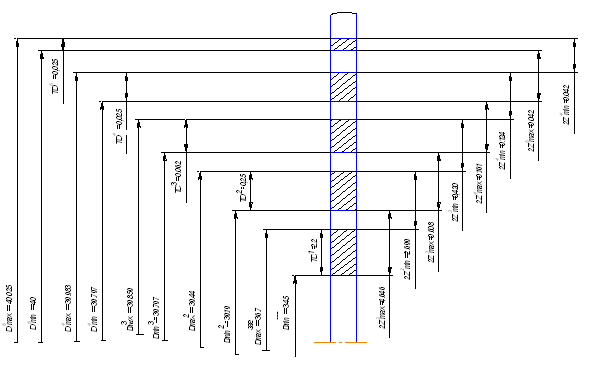
РАЗМЕРНЫЙ АНАЛИЗ В РАДИАЛЬНОМ НАПРАВЛЕНИИ
Расчет припусков
Расчёт операционных размеров
НОРМИРОВАНИЕ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА
РАСЧЕТ И ПРОЕКТИРОВАНИЕ СТАНОЧНОГО ПРИСПОСОБЛЕНИЯ
Расчёт усилия зажима
Расчет силового привода
ПРОЕКТИРОВАНИЕ КОНТРОЛЬНОГО ПРИСПОСОБЛЕНИЯ
Анализ ситуации
Опасные вредные производственные факторы (ОВПФ) рассматриваемого производственного объекта
Расчет механической вентиляции
Загрязнение сточными водами
Исходные данные для экономического обоснования сравниваемых вариантов
Расчет необходимого количества оборудования и коэффициентов загрузки
Расчет капитальных вложений (инвестиций) по сравниваемым вариантам
Расчет технологической себестоимости изменяющихся по вариантам операций
Калькуляция себестоимости обработки детали по вариантам технологического процесса
Расчет приведенных затрат и выбор оптимального варианта
Интегральный экономический эффект
Навигация
Расчёт усилия зажима
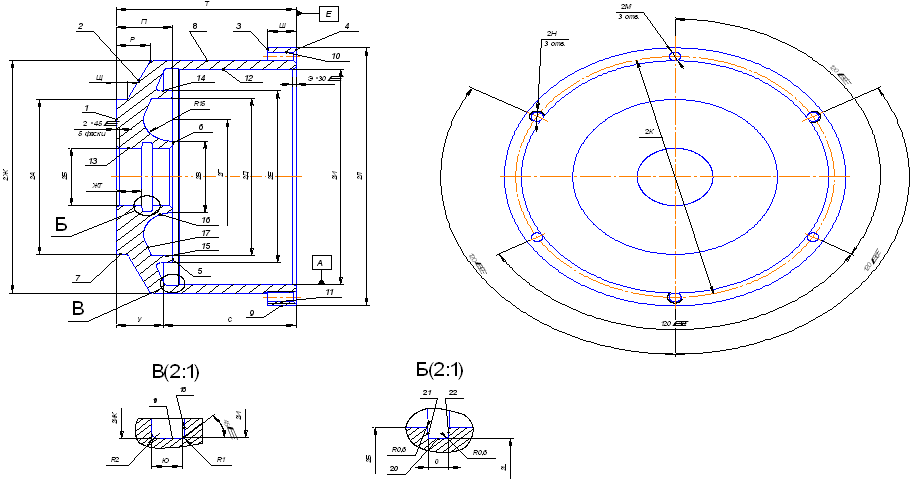
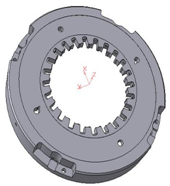
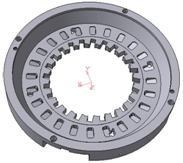
Технологический процесс изготовления корпуса расточной оправки
159496
знаков
20
таблиц
19
изображений
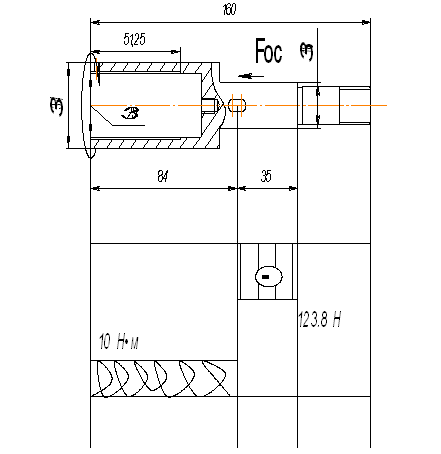
9.3 Расчёт усилия зажима
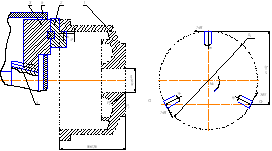
В процессе обработки заготовки на неё воздействует система сил. С одной стороны действуют составляющие силы резания, которые стремятся вырвать заготовку из кулачков, с другой – сила зажима препятствующая этому. Из условия равновесия моментов данных сил и с учётом коэффициента запаса определяются необходимые зажимное и исходное усилия. В данной схеме принимаем консольное закрепление заготовки, так как ![]() [22], [23]. Суммарный крутящий момент от касательной составляющей силы резания стремится провернуть заготовку в кулачках, и равен для данного примера:
[22], [23]. Суммарный крутящий момент от касательной составляющей силы резания стремится провернуть заготовку в кулачках, и равен для данного примера:
![]() . (9.3)
. (9.3)
Повороту заготовки препятствует момент силы зажима, определяемый следующим образом [22], [24]:
![]() , (9.4)
, (9.4)
где W – суммарное усилие зажима, приходящееся на три кулачка, Н;
f – коэффициент трения на рабочей поверхности постоянного кулачка;
d1 – диаметр обрабатываемой поверхности;
d2 – диаметр поверхности, за который крепится заготовка.
Из равенства моментов МР” и Мз” определим необходимое усилие зажима, препятствующее провороту заготовки в кулачках.
![]() . (9.5)
. (9.5)
Значение коэффициента запаса К, в зависимости от конкретных условий выполнения технологической операции определяется по формуле [22].
![]() , (9.6)
, (9.6)
где К0 = 1,5 – гарантированный коэффициент запаса;
К1 – коэффициент учитывающий увеличение сил резания из-за случайных неровностей на обрабатываемых поверхностях заготовки. При чистовой обработке К1 = 1,0;
К2 - коэффициент учитывающий увеличение сил резания вследствие затупления режущего инструмента (выбираем по таблице в зависимости от метода обработки и материала заготовки [22]: К2 = 1,0;
К3 - коэффициент, учитывающий увеличение сил резания при прерывистом резании: для непрерывного резания К3 = 1,0;
К4 - коэффициент характеризующий постоянство силы, развиваемой зажимным механизмом: для механизированных приводов К4 = 1,0;
К5 - коэффициент, характеризующий эргономику немеханизированного зажимного механизма (удобство расположения органов зажима и т. д.): для механизированных приводов К5 = 1.
К6 – вводится в расчёт только при наличии моментов, стремящихся повернуть заготовку, установленной плоской ТБ на опоры – штыри.
В данном случае коэффициент К равен:
![]() .
.
Коэффициент трения f между заготовкой и сменными кулачками зависит от состояния их рабочей поверхности (выбирается по таблице [22]): примем форму рабочей поверхности кулачка с кольцевыми канавками f = 0,5.
Подставим в формулу (9.5) все исходные данные:
![]() .
.
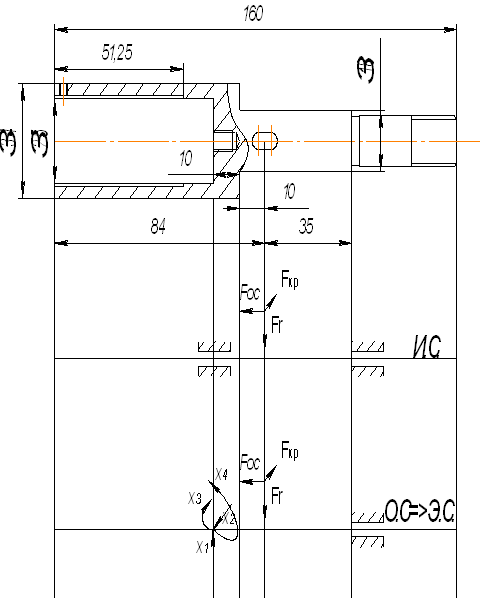
Сила Pyстремится вывернуть заготовку из кулачков относительно оси, создавая момент:
Мр''= Py'· l' (9.7)
Необходимо при расчете момента от силы Py учесть тот факт, что заготовка установлена в центрах. Поэтому повороту заготовки относительно оси у будет препятствовать как момент от силы зажима, так и задний центр. В данном случае большим по значению будет момент от силы Pz, стремящийся провернуть заготовку в кулачках. В дальнейших расчетах будем учитывать максимальный момент создаваемый усилием. Следовательно, принимаем наихудший случай: W = 9487,3 Н.9.4 Расчет зажимного механизма патрона
Приступая к расчету зажимного механизма необходимо определиться с его конструкцией. В данном патроне применим конструкцию клинорычажного зажимного механизма. Данный механизм выбран не случайно. Он позволяет, во-первых, создать необходимое усилие зажима заготовки при определенном усилие на штоке гидроцилиндра, а во-вторых, сама конструкция патрона предопределяет применение именно этого зажимного механизма.
Клинорычажный механизм представляет собой клин с определенным углом, который упирается в неравноплечие угловые рычаги, смонтированные в корпусе патрона на неподвижных осях. При расчете клинорычажного зажимного механизма определяется усилие Q, создаваемое силовым приводом, которое зажимным механизмом увеличивается и передается постоянному кулачку [22]:
![]() , (9.8)
, (9.8)
где ic – передаточное отношение по силе зажимного механизма (выигрыш в силе), iс = А/Б;
А и Б – плечи рычага, А = 80 мм, Б = 40 мм.
W – усилие зажима на кулачках; W = 9487,3 Н;
h - КПД рычажного зажимного механизма, h = 0,9;
a - угол скоса клина, a = 20°;
j - угол трения, j = 5°.
Передаточное отношение для клинорычажного механизма равно:
![]() , (9.9)
, (9.9)
Согласно формуле (9.8):
![]()
Клинорычажный зажимной механизм рекомендуется применять в патронах, наружный диаметр которых менее 200 мм, при больших диаметрах предпочтение отдается рычажному зажимному механизму.
На этапе расчета наружный диаметр патрона можно определить по формуле:
Дп @ d2+2Hк, (9.10)
где Нк – длина постоянного кулачка.
Дп @ 10+2*62 = 134 мм.
Похожие работы
... поверхность, на остальные поверхности назначить припуски в соответствии с ГОСТ 26645-85; 5. Выбрать оборудование, приспособления, режущий инструмент, средства контроля; 6. Произвести нормирование технологического процесса изготовления корпуса гидроцилиндра; 7. Рассчитать и спроектировать станочное приспособление для токарной операции и приспособление контроля биения отверстия; 8. Рассчитать и ...
... ремонт оборудования. Защита от шума Борьба с шумом посредством уменьшения его в источнике является наиболее рациональной. Уменьшение механического шума может быть достигнуто путем совершенствования технологических процессов и оборудования. Расчет допустимого уровня шума Расчетная формула для определения уровня шума, если источник шума находится в помещении, будет иметь вид: , (4.1) где В ...

... наружной поверхности назначаем с учетом рекомендаций - Rz=100, Т=150мкм. Рабочий чертеж корпуса клиноплунжерного патрона представлен на листе 1 проекта, чертеж заготовки не прилагается, т.к. заготовкой является прокат. 4. Разработка технологического маршрута и плана изготовления 4.1 Выбор методов обработки поверхностей корпуса Выбор методов обработки поверхностей детали резанием выполним ...



... выпусков изделий изготовление их ведется путем непрерывного выполнения на рабочих местах одних и тех же постоянно повторяющихся операций. Определим тип производства при изготовлении детали "картер" массой 6 кг. При разработке новых технологических процессов, когда технологический маршрут механической обработки детали не определен, используют коэффициент серийности , (3.5.1) где tв - такт выпуска ...
0 комментариев