Навигация
Расчет припусков операционных размеров
43231
знак
7
таблиц
2
изображения
2.7 Расчет припусков операционных размеров
Расчётно-аналитическим методом определим припуски на поверхность 5 (установочная плоскость), являющуюся наиболее точной.
Качество поверхности после литья в песчаную форму по прил.4 [11]:
Rz = 60 мкм, h = 150 мкм.
Качество поверхности после механической обработки по данным прил.4 [11] следующие:
1. Фрезерование черновое Rz = 50 мкм, h = 60 мкм;
2. Фрезерование чистовое Rz = 10 мкм, h = 15 мкм;
3. Шлифование Rz = 3,2 мкм, h = 4 мкм;
Суммарное пространственное отклонение будем определять по формуле
![]() , мм (2.1)
, мм (2.1)
где ![]() - коэффициент уточнения (по табл. 22 [4]);
- коэффициент уточнения (по табл. 22 [4]);
Di-1 - суммарное пространственное отклонение на заготовительной операции;
![]() , мм
, мм
где ρ кор – величина коробления заготовки, определяемая по формуле:
![]() ; (2.2)
; (2.2)
∆к – величина удельного коробления заготовки.
Для корпусной детали, получаемой литьем, ∆к принимаем 0,8.
![]() мкм ≈ 1,098 мм;
мкм ≈ 1,098 мм;
- после фрезерования чистового D = 0,04 × 0,034= 0,001 мм;
- после шлифования D = 0,02 × 0,034= 0,0007 мм;
Определим значение минимального припуска 2Zmin после каждой операции по формуле:
![]() , мм (2.3)
, мм (2.3)
где Rzi-1, hi-1 – высота неровностей и дефектный слой, образовавшиеся на обрабатываемой поверхности при предыдущей обработке;
Di-1 - суммарное значение пространственных отклонений с предыдущей операции;
ei - погрешность установки (определяем по табл.13 [4] для закрепления в тисках);
![]() мм;
мм;
![]() мм;
мм;
![]() мм;
мм;
Определяем предельные размеры для каждого перехода по формулам:
2Аi-1 max = 2Аi max - 2Zi min, мм (2.4)
2Аi-1 min = 2Аi-1 max – T2Аi-1, мм (2.5)
2А05-8 min = 410 мм;
2А05-8 max = 410,025 мм;
2А05-6 max = 2А05-8 max - ![]() = 410,025– 0,49 = 409,535 мм;
= 410,025– 0,49 = 409,535 мм;
2А05-6 min = 2А05-6 max - T2А05-6 = 409,535 - 0,039 = 409,496 мм;
2А05-4max = 2А05-6 max - ![]() = 409,535 – 0,66 = 408,875 мм;
= 409,535 – 0,66 = 408,875 мм;
2А05-4 min = 2А05-4max - T2А05-4 = 408,875 - 0,16= 408,715 мм;
2А00max = 2А05-4max - ![]() = 408,875– 0,865 = 408,01 мм;
= 408,875– 0,865 = 408,01 мм;
2А00 min = 2А00max – T2А00= 408,01– 4,4 = 403,61мм;
Определим предельные значения припусков по формуле:
![]() (2.6)
(2.6)
![]() мм;
мм;
![]() мм;
мм;
![]() мм
мм
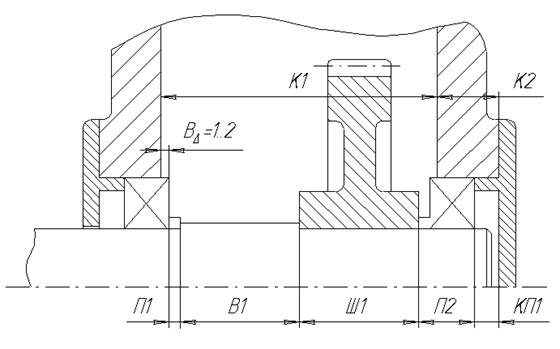
Изобразим на рис.2.2 схему расположения операционных размеров, допусков и припусков. Результаты расчетов сводим в таблицу 2.3
Расчет припусков на обработку установочной плоскости крышки редуктора.
Таблица 2.3
| Техноло гические переходы | Элементы припуска, мкм | Расчет- ный припуск Zmin, мм | Допуск TD, мм | Предельные размеры заготовки | Предельные припуски, мм | |||||
| Rz | h | DS | εу | Аmax | Аmin | Zmax | Zmin | |||
| Литье | 60 | 150 | 34 | - | - | 4,4 | 408,01 | 403,61 | - | - |
| Фрезерование черновое | 50 | 60 | 2 | 220 | 0,865 | 0,16 | 408,875 | 408,715 | 5,105 | 0,865 |
| Фрезерование чистовое | 10 | 15 | 1 | 220 | 0,66 | 0,039 | 409,535 | 409,496 | 0,781 | 0,66 |
| Шлифование | 3,2 | 4 | 0,7 | 220 | 0,49 | 0,025 | 410,025 | 410 | 0,504 | 0,49 |
Похожие работы
... при ее поворотах на подвесе. Сборочная единица поступает на линию общей сборки в контейнерах, которые размещаются вдоль конвейера в определенных местах. 1.7 Разработка технологического процесса сборки Последовательность операций определятся на основе технологических схем и общего перечня работ. При разделении операций на переходы, учитывалось то, что длительность операции был в пределах ...
... =159.8+0.97+0.97-14,84-14,84-5,03-5,03-16-16-47,5-30-11,5=0.1 Результаты расчета аналитическим методом и в системе «Unigraphics NX3» приводят к аналогичному результату. 7. Нормирование операций Технологический процесс сборки редуктора включает следующие переходы: Выполняемые переходы при запрессовки шпонок: 1. Взять шпонку, примерить по пазу вала. 2. Взять инструмент ...
... -операционной технологии 2.1. Последовательность технологической подготовки сборочного производства 2.2. Исходные данные для проектирования технологического процесса сборки 2.3. Определение последовательности и построение схемы сборки 2.4. Процесс сборки датчика 3. Оценка технологичности изделия 4. Заключение 5. Список используемых источников 6. Приложение 1 ...
... выбора последует после того, как будут выбраны оборудование и технологическая оснастка для сборочного цеха и проведено нормирование сборочных работ. 3.Разработка технологического процесса изготовления детали 3.1 Служебное назначение детали Вал предназначен для передачи крутящего момента или в качестве опор. В процессе эксплуатации вал подвергается воздействию нагрузок, работает при ...
0 комментариев