Навигация
Размерный анализ сборочных размерных цепей
43231
знак
7
таблиц
2
изображения
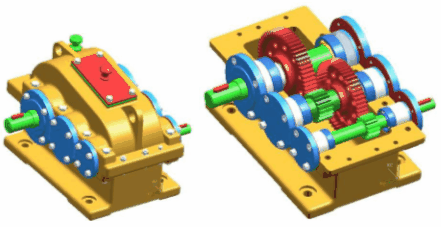
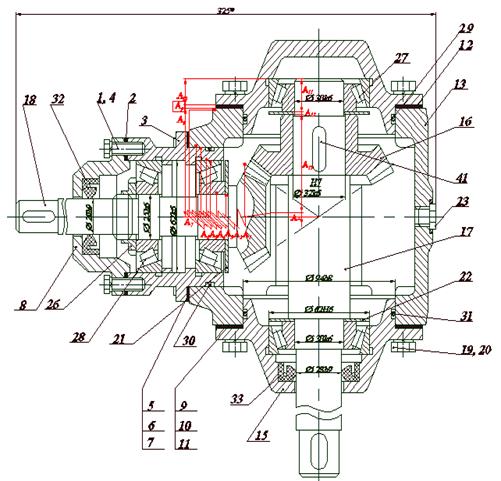
1.2 Размерный анализ сборочных размерных цепей
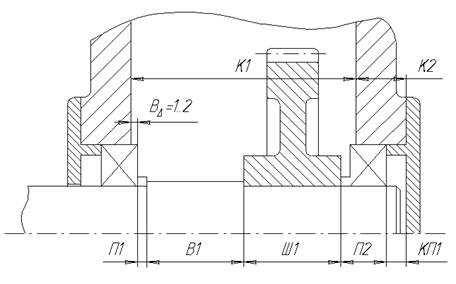
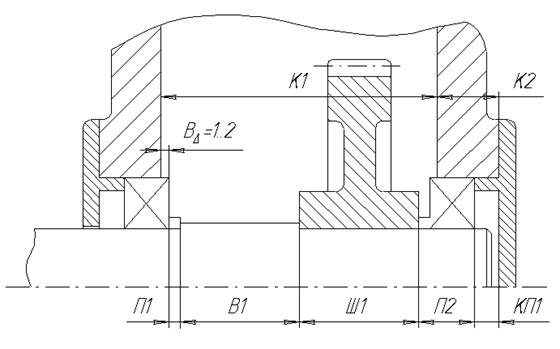
Рис. 1.1
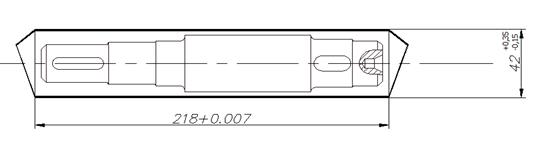
Для размерного анализа выберем сборочную размерную цепь, замыкающим звеном В∆ которой является выступающая из корпуса часть подшипника.
Допуск на размер замыкающего звена: ТВ∆ = 1 мм.
Таким образом, данный размер принимаем за исходное звено В∆ размерной цепи в горизонтальном направлении. Рассмотрим эту размерную цепь (сборочный чертеж).
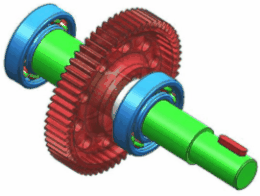
В∆ = К1 + К2 - КП1 - П2 - Ш1 - В1 - П1 1.1
Составляющими звеньями этой цепи будут:
К1 – ширина внутренней полости корпуса;
К2 – толщина стенки корпуса;
КП1 – высота буртика крышки под подшипник;
П2 – ширина подшипника;
Ш1 – ширина шестерни;
В1 – длина ступени вала;
П1 – выступ подшипника;
Расчет сборочной размерной цепи
Таблица 1.1
| № звена | Обозначение | Величина, мм | Единица допуска, i, мм | Допуск, мкм ТАi=а1∙i | I2 | Допуск, мкм ТАi=а2∙i |
| 1 | П1 | 10 | 0,8 | 51,2 | 0,64 | 128 |
| 2 | В1 | 110 | 2,5 | 160 | 6,25 | 400 |
| 3 | Ш1 | 140 | 2,5 | 160 | 6,25 | 400 |
| 4 | П2 | 80 | 1,5 | 96 | 2,25 | 240 |
| 5 | КП1 | 30 | 1,5 | 96 | 2,25 | 240 |
| 6 | К2 | 85 | 2,5 | 160 | 6,25 | 400 |
| 7 | К1 | 286 | 3,3 | 211,2 | 10,89 | 528 |
| 8 | В∆ | 1..2 | - | - | - | - |
| Σ | 14,6 | 934,4 | 34,78 | 2336 |
Число единиц допуска составляющих размерной цепи:
а1=![]() (1.2)
(1.2)
а1=![]() =68,5
=68,5
По таблице ат=64, что соответствует 10 квалитету.
а2=169,5
По таблице ат=160, что соответствует 12 квалитету
Значение ТА=2336 выходит за пределы допуска.
Вывод: при выбранных допусках на размеры сборочного узла, расчетное значение замыкающего звена не превышает заданного параметра. Следовательно, точность исходного звена обеспечивается полной взаимозаменяемостью.
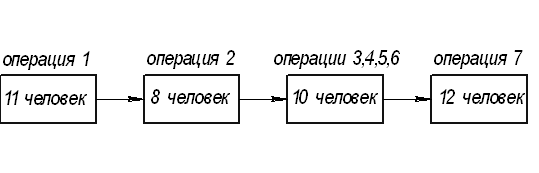
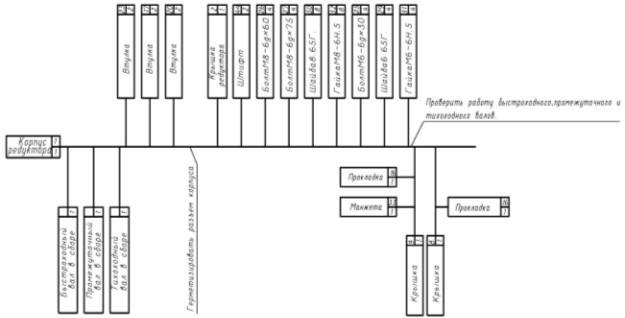
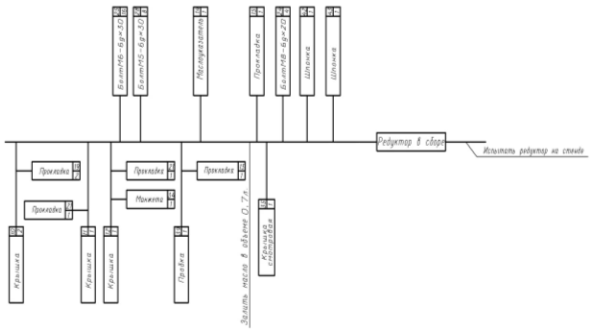
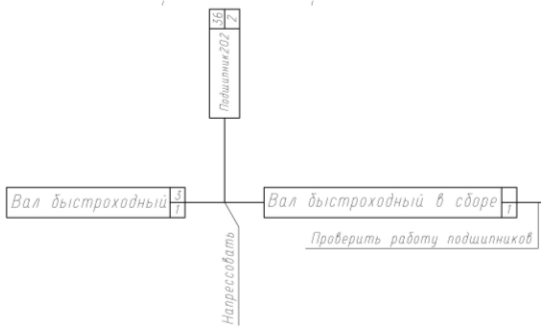
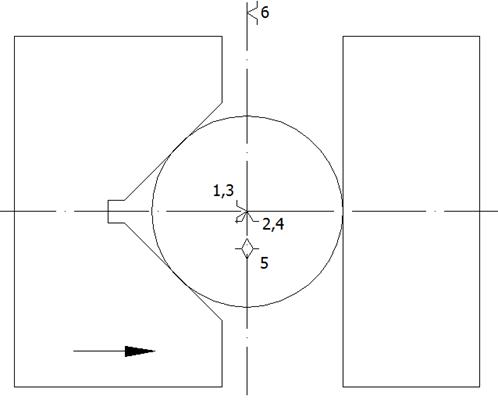
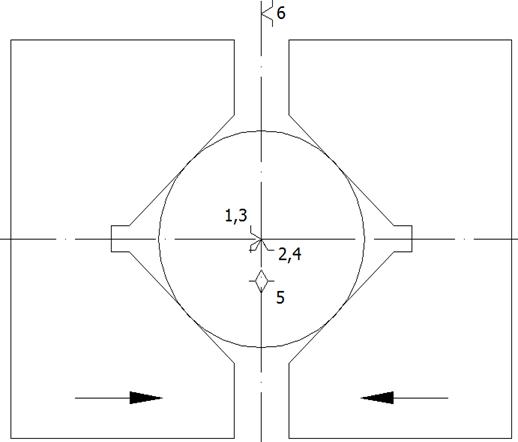
1.3 Технологическая схема сборки изделия
Конструкция механизма имеет несколько сборочных узлов, которые возможно собирать независимо друг от друга, поэтому возможна узловая сборка изделия. Но невозможно одновременное присоединение нескольких узлов к базовому элементу из-за его конструкции.
При последовательном соединении возможна механизация процесса сборки.
При сборке редуктора доступ инструментов к деталям свободный. Большинство крепежных изделий – стандартные, что позволяет применять простой инструмент.
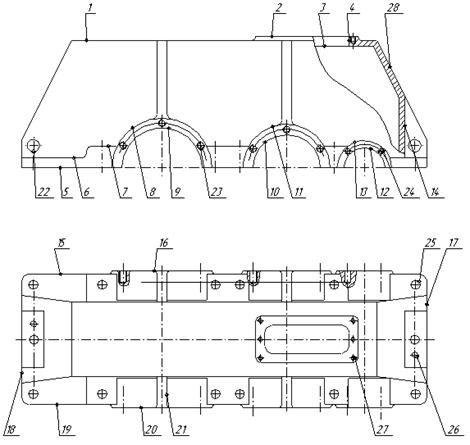
В данном изделии основным базовым элементом является корпус, к которому присоединятся все детали и узлы.
Технологическая схема сборки показывает, в какой последовательности необходимо присоединять и закреплять друг к другу элементы, из которых собирается изделие. Такими элементами являются детали, комплекты, узлы, подузлы и сборочные единицы.
Под деталью при составлении сборки понимают первичный элемент изделия (базовая деталь), характерным признаком которого является отсутствие в нем разъемных и неразъемных соединений. Сборочная же единица представляет собой элемент изделия, состоящий из двух или более деталей, соединенных в одно целое, не распадающееся при перемене положения в узле или подузле. Характерным отличительным признаком сборочной единицы является – возможность ее сборки независимо от других элементов изделия.
Для составления технологической схемы сборки все сборочные единицы, входящие в изделие условно разделим на группы и подгруппы. Группой будем считать сборочную единицу, входящую в изделие.
Технологическую схему сборки составляем на основе сборочного чертежа изделия, которая показывает, в какой последовательности необходимо присоединять друг к другу элементы, из которых состоит изделие.
Каждый элемент изделия будем изображать в виде прямоугольника разделенного на три части. В его верхней части дается наименование изделия, в левой нижней части указываем числовой индекс, соответствующий номеру данного элемента на сборочном чертеже и согласно принятой спецификации, в правой нижней части количество присоединяемых элементов.
Порядок составления технологической схемы сборки начинаем с назначения базового элемента. Базовым элементом назовем деталь, с которой начинаем сборку изделия.
При определении последовательности сборки заранее анализируем сборочные размерные цепи. Если изделие имеет несколько размерных цепей, то сборку следует начинать с наиболее сложной и ответственной размерной цепи.
Для более ясного представления о порядке составления технологической схемы сборки указываем необходимые технические требования на сборку. Под техническими требованиями понимаем разные надписи – сноски, поясняющие характер выполнения сборочных работ, когда они не ясны из схемы.
Такой алгоритм составления технологической схемы сборки облегчает последующее проектирование технологического процесса сборки, позволяет оценить технологичность конструкции изделия с точки зрения возможности расчленения сборки на общую и узловую и гарантирует от пропуска деталей, входящих в изделие.
Разработанная технологическая схема сборки червячного редуктора представлена на листе формата А2 графической части курсового проекта.
Перечень сборочных работ
Таблица 1.2
| № | Содержание основных и вспомогательных переходов | Время, мин. |
| 1 | 2 | 3 |
| 1. Узловая сборка корпуса | ||
| 1 | Осмотреть корпус со всех сторон | 0,4 |
| 2 | Установить корпус в приспособление | 1,2 |
| 3 | Осмотреть пробку | 0,07 |
| 4 | Ввернуть пробку в корпус | 0,37 |
| 5 | Снять корпус | 0,8 |
| 6 | Переместить корпус на следующую позицию | 0,9 |
| 7 | Установить корпус | 1,2 |
| 8 | Осмотреть полукольцо | 0,08 |
| 9 | Установить полукольцо в корпус | 0,11 |
| 10 | Взять механическую отвертку | 0,03 |
| 11 | Ввернуть винт | 0,27 |
| 12 | Отложить механическую отвертку | 0,02 |
| 13 | Снять корпус в сборе | 0,8 |
| 14 | Переместить корпус в сборе на общую сборку | 0,05 |
| Итого: | 6,3 | |
| 2. Узловая сборка вала ведущего | ||
| 1 | Осмотреть вал | 0,33 |
| 2 | Установить вал на призмы | 0,13 |
| 3 | Обдуть сжатым воздухом паз | 0,17 |
| 4 | Запрессовать шпонку | 0,58 |
| 5 | Снять вал с призм | 0,08 |
| 6 | Переместить на следующую позицию | 0,02 |
| 7 | Установить в приспособлении | 0,13 |
| 8 | Осмотреть колесо | 0,27 |
| 9 | Смазать колесо машинным маслом | 0,10 |
| 10 | Напрессовать колесо на вал | 0,50 |
| 11 | Снять вал в сборе | 0,08 |
| 12 | Переместить вал в сборе на следующую позицию | 0,02 |
| 13 | Переустановить вал в сборе в приспособлении | 0,13 |
| 14 | Осмотреть втулку | 0,07 |
| 15 | Смазать втулку машинным маслом | 0,10 |
| 16 | Напрессовать втулку на вал в сборе | 0,30 |
| 17 | Снять вал в сборе | 0,08 |
| 18 | Переместить вал в сборе на следующую позицию | 0,02 |
| 19 | Переустановить вал в сборе в приспособлении | 0,13 |
| 20 | Промыть вал в сборе | 0,43 |
| 21 | Переместить вал в сборе на следующую позицию | 0,02 |
| 22 | Посушить вал в сборе | 0,14 |
| 23 | Переместить вал в сборе на следующую позицию | 0,02 |
| 24 | Переустановить вал в сборе в приспособлении | 0,13 |
| 25 | Смазать подшипник индустриальным маслом | 0,15 |
| 26 | Напрессовать подшипник на вал в сборе | 0,11 |
| 27 | Снять вал в сборе | 0,08 |
| 28 | Переместить вал ведущий в сборе на общую сборку | 0,02 |
| Итого: | 4,34 | |
| 3. Узловая сборка вала промежуточного | ||
| 1 | Осмотреть вал | 0,33 |
| 2 | Установить вал на призмы | 0,13 |
| 3 | Обдуть сжатым воздухом паз | 0,12 |
| 4 | Запрессовать шпонку | 0,58 |
| 5 | Снять вал с призм | 0,08 |
| 6 | Переместить на следующую позицию | 0,02 |
| 7 | Установить в приспособлении | 0,13 |
| 8 | Осмотреть колесо | 0,27 |
| 9 | Смазать колесо машинным маслом | 0,10 |
| 10 | Напрессовать колесо на вал | 0,50 |
| 11 | Снять вал в сборе | 0,08 |
| 12 | Переместить вал в сборе на следующую позицию | 0,02 |
| 13 | Переустановить вал в сборе в приспособлении | 0,13 |
| 14 | Осмотреть втулку | 0,07 |
| 15 | Смазать втулку машинным маслом | 0,10 |
| 16 | Напрессовать втулку на вал в сборе | 0,30 |
| 17 | Снять вал в сборе | 0,08 |
| 18 | Переместить вал в сборе на следующую позицию | 0,02 |
| 19 | Переустановить вал в сборе в приспособлении | 0,13 |
| 20 | Промыть вал в сборе | 0,43 |
| 21 | Переместить вал в сборе на следующую позицию | 0,02 |
| 22 | Посушить вал в сборе | 0,14 |
| 23 | Переместить вал в сборе на следующую позицию | 0,02 |
| 24 | Переустановить вал в сборе в приспособлении | 0,13 |
| 25 | Смазать подшипник индустриальным маслом | 0,15 |
| 26 | Напрессовать подшипник на вал в сборе | 0,11 |
| 27 | Снять вал в сборе | 0,08 |
| 28 | Переместить вал ведущий в сборе на общую сборку | 0,02 |
| Итого: | 4,29 | |
| 4. Узловая сборка вала ведомого | ||
| 1 | Осмотреть вал | 0,31 |
| 2 | Установить вал в приспособление | 0,13 |
| 3 | Смазать подшипник индустриальным маслом | 0,15 |
| 4 | Напрессовать подшипник на вал в сборе | 0,11 |
| 5 | Снять вал в сборе | 0,08 |
| 6 | Переместить вал ведущий в сборе на общую сборку | 0,02 |
| Итого: | 0,80 | |
| 5. Узловая сборка крышки торцевой | ||
| 1 | Установить крышку торцевую в приспособлении | 0,13 |
| 2 | Обдуть сжатым воздухом канавку для уплотнения | 0,10 |
| 3 | Установить кольцо в крышку торцевую | 0,11 |
| 4 | Снять крышку торцевую в сборе | 0,08 |
| 5 | Переместить крышку торцевую в сборе на общую сборку | 0,02 |
| Итого: | 0,44 | |
| 6. Узловая сборка крышки | ||
| 1 | Установить крышку в приспособлении | 0,11 |
| 2 | Осмотреть отдушину | 0,07 |
| 3 | Ввернуть отдушину в крышку | 0,06 |
| 4 | Снять крышку корпуса в сборе | 0,08 |
| 5 | Переместить крышку в сборе на общую сборку | 0,02 |
| Итого: | 0,34 | |
| 7. Общая сборка редуктора | ||
| 7 | Осмотреть корпус в сборе со всех сторон | 0,40 |
| 8 | Установить корпус в сборе в приспособлении | 0,13 |
| 9 | Установить крышку левую глухую в корпус в сборе | 0,08 |
| 10 | Установить кольцо распорное | 0,09 |
| 11 | Установить крышку торцевую в сборе на вал в сборе | 0,08 |
| 12 | Установить вал ведущий в сборе в корпус | 0,06 |
| 13 | Установить крышку левую глухую в корпус в сборе | 0,08 |
| 14 | Установить кольцо распорное | 0,09 |
| 15 | Установить крышку правую глухую в корпус в сборе | 0,08 |
| 16 | Осмотреть промежуточный вал в сборе | 0,33 |
| 17 | Установить вал промежуточный в сборе в корпус в сборе | 0,06 |
| 18 | Установить кольцо распорное на вал в сборе | 0,09 |
| 19 | Установить крышку торцевую левую в сборе на вал в сборе | 0,08 |
| 20 | Установить крышку торцевую правую в сборе на вал в сборе | 0,08 |
| 21 | Установить вал ведомый в сборе в корпус в сборе | 0,06 |
| 22 | Переместить корпус в сборе на следующую позицию | 0,02 |
| 23 | Смазать штифт первый цилиндрический индустриальным маслом | 0,14 |
| 24 | Запрессовать штифт первый цилиндрический | 0,10 |
| 25 | Смазать штифт второй цилиндрический индустриальным маслом | 0,14 |
| 26 | Запрессовать штифт второй цилиндрический | 0,12 |
| 27 | Осмотреть крышку корпуса в сборе со всех сторон | 0,33 |
| 28 | Установить крышку корпуса в сборе на корпус на штифты | 2,3 |
| 29 | Переместить корпус в сборе на следующую позицию | 0,02 |
| 30 | Установить шайбы пружинные на винты | 0,05∙18 |
| 31 | Ввернуть винты предварительно | 0,12 |
| 32 | Подтянуть винтоверт, включить | 0,04 |
| 33 | Ввернуть винты окончательно | 0,19 |
| 34 | Выключить винтоверт, выпустить из рук | 0,03 |
| 35 | Осмотреть крышку в сборе | 0,24 |
| 36 | Установить крышку в сборе на корпус в сборе | 0,1 |
| 37 | Подтянуть винтоверт, включить | 0,04 |
| 38 | Ввернуть винты | 0,02 |
| 39 | Выключить винтоверт, выпустить из рук | 0,03 |
| 40 | Контролировать легкость вращения ведущего вала | 0,18 |
| 41 | Снять редуктор в сборе | 0,1 |
| Итого: | 6,95 | |
| Всегоå tоп | 23,64 | |
Похожие работы
... при ее поворотах на подвесе. Сборочная единица поступает на линию общей сборки в контейнерах, которые размещаются вдоль конвейера в определенных местах. 1.7 Разработка технологического процесса сборки Последовательность операций определятся на основе технологических схем и общего перечня работ. При разделении операций на переходы, учитывалось то, что длительность операции был в пределах ...
... =159.8+0.97+0.97-14,84-14,84-5,03-5,03-16-16-47,5-30-11,5=0.1 Результаты расчета аналитическим методом и в системе «Unigraphics NX3» приводят к аналогичному результату. 7. Нормирование операций Технологический процесс сборки редуктора включает следующие переходы: Выполняемые переходы при запрессовки шпонок: 1. Взять шпонку, примерить по пазу вала. 2. Взять инструмент ...
... -операционной технологии 2.1. Последовательность технологической подготовки сборочного производства 2.2. Исходные данные для проектирования технологического процесса сборки 2.3. Определение последовательности и построение схемы сборки 2.4. Процесс сборки датчика 3. Оценка технологичности изделия 4. Заключение 5. Список используемых источников 6. Приложение 1 ...
... выбора последует после того, как будут выбраны оборудование и технологическая оснастка для сборочного цеха и проведено нормирование сборочных работ. 3.Разработка технологического процесса изготовления детали 3.1 Служебное назначение детали Вал предназначен для передачи крутящего момента или в качестве опор. В процессе эксплуатации вал подвергается воздействию нагрузок, работает при ...
0 комментариев