Навигация
Расчет режимов резания по нормативам
32283
знака
7
таблиц
2
изображения
1.5.2 Расчет режимов резания по нормативам
При определении режимов резания табличным методом используют нормативные таблицы в зависимости от выбранного типа производства и установленного вида обработки заготовки.
Определение режимов резания статистическим методом ведут следующим образом:
- устанавливают глубину резания на обрабатываемую поверхность;
- устанавливают подачи станка, исходя из прочности державки и пластинки из твердого сплава, жесткости станка и характера установки заготовки;
- определяют скорость резания.
- определяют частоту вращения шпинделя станка и уточняют ее по паспорту станка;
- определяют фактическую скорость резания;
- проверяют режимы резания по мощности станка;
- определяют технические нормы времени.
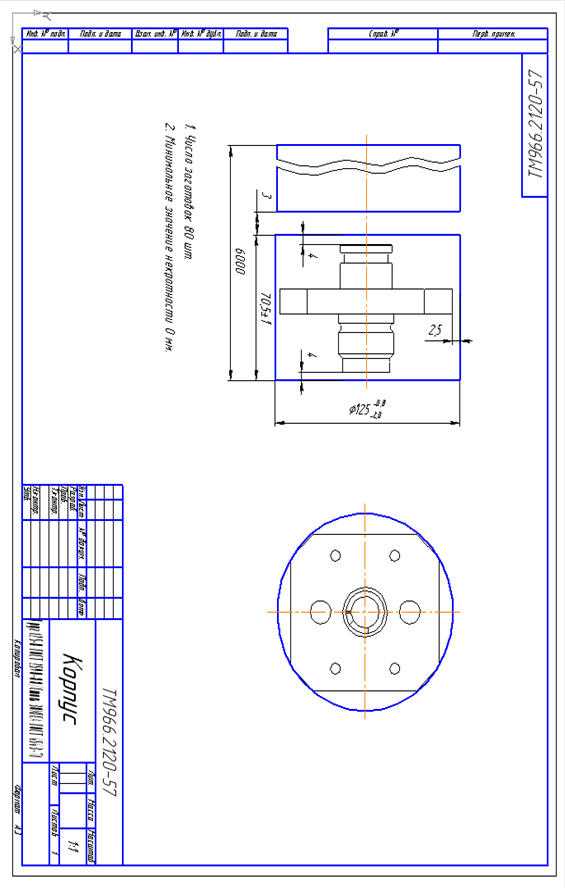
Операция 035 Сверлильная с ЧПУ
На сверлильном станке ЧПУ модели 2Р135Ф2-1 сверлят 6 отверстий ![]() мм
мм ![]() мм, шероховатость
мм, шероховатость ![]() мкм. Охлаждение эмульсией.
мкм. Охлаждение эмульсией.
1 Выбираем режущий инструмент.
Выбираем сверло из быстрорежущей стали с коническим хвостовиком ![]() , Р6М5. Форму заточки принимаем нормальную с подточкой перемычки НП.
, Р6М5. Форму заточки принимаем нормальную с подточкой перемычки НП.
Геометрические параметры сверла ([5], с. 250):
![]() ;
;
![]() мм – длина подточной кромки;
мм – длина подточной кромки;
![]() мм – вся длина подточки;
мм – вся длина подточки;
![]() ;
; ![]() ;
; ![]()
2 Назначаем режим резания
2.1 Устанавливаем глубину резания ![]() в миллиметрах по формуле
в миллиметрах по формуле
![]() , (2.19)
, (2.19)
![]() мм
мм
2.2 Подача ![]() в миллиметрах на оборот ([5], с. 277):
в миллиметрах на оборот ([5], с. 277):
![]() мм/об.
мм/об.
Корректируя по паспортным данным станка, принимаем ![]() мм/об.
мм/об.
2.3 Период стойкости сверла ![]() в минутах ([5], с. 279)
в минутах ([5], с. 279)
![]() мин.
мин.
2.4 Скорость резания ![]() в метрах в минуту, допускаемая режущими свойствами сверла
в метрах в минуту, допускаемая режущими свойствами сверла
 , (2.20)
, (2.20)
Для принятых условий обработки ([5], с. 278):
![]() ;
; ![]() ;
; ![]() ;
; ![]() .
.
Поправочные коэффициенты:
 , (2.21)
, (2.21)
где ![]() ;
; ![]() ([5], с. 280)
([5], с. 280)

![]() ;
; ![]() по [5], c.280.
по [5], c.280.
 м/мин.
м/мин.
2.5 Частота вращения шпинделя ![]() в оборотах в минуту определяется по формуле
в оборотах в минуту определяется по формуле
![]() , (2.22)
, (2.22)
 мин-1
мин-1
Корректируя по паспортным данным станка, принимаем
![]() мин-1
мин-1
2.6 Фактическая скорость резания ![]() в метрах в минуту определяется по формуле
в метрах в минуту определяется по формуле
 , (2.23)
, (2.23)
![]() м/мин.
м/мин.
2.7 Мощность, затрачиваемая на резание ![]() в киловаттах, определяется по формуле
в киловаттах, определяется по формуле
 , (2.24)
, (2.24)
Определяем величину крутящего момента ![]() в ньютонах на метр по формуле
в ньютонах на метр по формуле
![]() , (2.25)
, (2.25)
![]() ;
; ![]() ;
; ![]() согласно [5], c.280.
согласно [5], c.280.

![]() Н·м
Н·м
![]() кВт
кВт
Проверяем достаточность мощности привода станка.
Необходимо выполнить условие
![]() , (2.26)
, (2.26)
![]() , (2.27)
, (2.27)
![]() кВт.
кВт.
Следовательно, резание возможно, так как
![]() кВт.
кВт.
3. Основное время ![]() в минутах определяется по формуле
в минутах определяется по формуле
![]() , (2.28)
, (2.28)
где ![]() , (2.29)
, (2.29)
![]() мм (по чертежу)
мм (по чертежу)
![]() мм ;
мм ;
![]() мм, принимаем
мм, принимаем ![]() мм.
мм.
 мин.
мин.
Остальные режимы резания указаны в маршрутных и операционных картах механической обработки корпуса.
Похожие работы
... по формуле: В нашем случае для чернового точения: кВт; Для получистового: кВт; Для чистового: кВт. 3.5 Расчет нормы времени на обработку Время рабочих ходов равно длительности лимитирующей операции дифференцируемого технологического процесса и определяется по формуле: где l – длина рабочего хода, мм; n – частота вращения шпинделя, об/мин; S – подача, мм/об; V – ...


... п, приходим к выводу, что экономически более выгодно применять заготовки из сортового проката. 4. Разработка технологического процесса обработки детали 4.1 Обоснование последовательности обработки и выбранного оборудования Разработка маршрутного технологического процесса механической обработки заготовки является основой всего курсового проекта. Вследствие того, что тип производства – ...
... ТП изготовления детали "Корпус ТМ966.2120-57" и статистического приемочного контроля Применение статистического регулирования технологического процесса изготовления детали "Корпус ТМ966.2120-57" представляет собой корректировку параметров процесса по результатам выборочного контроля параметров продукции, осуществляемого для технологического обеспечения заданного уровня качества. Статистическое ...
... АА для чистовой обработки (ГОСТ 9324-80). Расчёт технологических наладок операции производится далее. Последней операцией технологического процесса является термохимическая операция. Цель операции заключается в снятии остаточных нормальных напряжений на поверхности детали, возникших в результате механической обработки; закрепление полученной геометрии, повышение износостойкости детали. Первая ...
0 комментариев