Навигация
Разработка технологического процесса изготовления детали "Основа излучателя"
44148
знаков
37
таблиц
3
изображения
Министерство общего и профессионального образования РФ
Саратовский Государственный Технический Университет Кафедра «Приборостроение» Пояснительная запискак курсовой работе по дисциплине «Технология приборостроения» на тему «Разработка технологического процесса изготовления детали «Основа излучателя»
Выполнил: Проверил: доц. Орлов Б.С. Саратов 2004Содержание
Введение
1. Анализ эксплуатационных свойств детали и конструкторский контроль чертежа
2. Анализ технологичности конструкции
3. Обоснование и выбор заготовки
4. Разработка технологического процесса обработки детали
4.1 Обоснование последовательности обработки и выбранного оборудования
4.2 Расчет погрешностей базирования
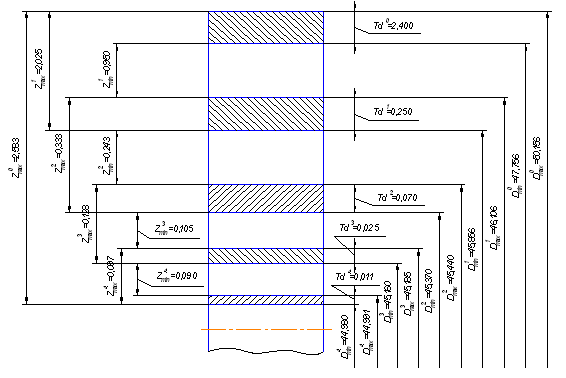
4.3 Определение припусков и межоперационных размеров
4.4 Определение рациональных режимов резания и норм времени
5. Расчет точности обработки
6. Описание конструкции приспособлений
Заключение
Перечень использованной литературы
Аннотация
В данной пояснительной записке к курсовой работе на тему «Разработка технологического процесса изготовления детали «Основа излучателя» представлен технологический процесс, запроектированный исходя из анализа функциональных свойств детали, различных технологических факторов производства, произведен расчет точностных характеристик производства, а так же рассчитаны теоретически рациональные нормы времени обработки детали.
Основной целью данного курсовой работы является ознакомление с основными приемами расчета заготовки, проектирования технологического процесса изготовления детали, выбора оборудования и его режимов работы, технологической оснастки производства при изготовлении деталей данного вида.
Введение
Технология машиностроения – это наука об изготовлении машин требуемого качества в установленном производственной программой количестве и в заданные сроки при наименьших затратах. Предметом исследования и разработки в технологии машиностроения являются виды обработки, выбор заготовок, качество обрабатываемых поверхностей , точность обработки и припусков на нее, базирование заготовки, способы механической обработки поверхностей, конструирование приспособлений.
Особенностью приборостроения является то, что при малых габаритах деталей приборов имеют место сопрягаемые поверхности небольших диаметров, малые модули зубчатых зацеплений, мелкие резьбы. Малые габариты деталей определяют высокую точность изготовления.
Повышенные требования предъявляются к обеспечению в деталях точности формы – уменьшению конусности, бочкообразности, нецилиндричности, некруглости и т.п. и расположению поверхности в деталях – устранению непараллельности, перекоса осей, неперпендикулярности, несоосности, несимметричности, радиального биения. При обработке деталей малых размеров используют особые технологические приемы, назначают специфические операционные допуски, припуски и базы.
1. Анализ эксплуатационных свойств детали и конструкторский
контроль чертежа
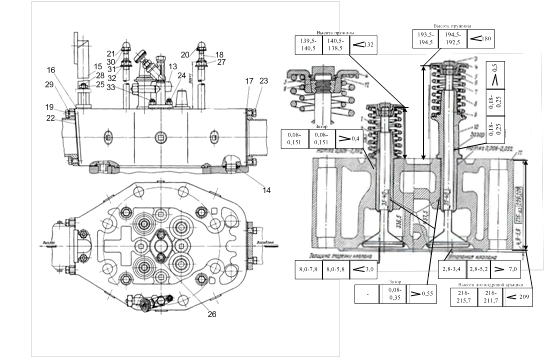
Деталь, рассматриваемая в данной пояснительной записке, носит название «Основа излучателя». Она входит в состав скважинного прибора – «Кедр-АКЦ60-150», разработанный ЗАО «ГеоФизМаш» и который широко используется в газовой и нефтяной промышленности при исследованиях скважин.
Основа излучателя крепится внутри скважного прибора к поршню, фланцу и излучателю и служит основой для излучателя, а также защищает провода от повреждений. Масса всего прибора в целом невелика – основную часть его составляют электронные схемы и датчики. Поэтому нагрузка на деталь невелика. Деталь не претерпевает больших вращающих моментов, т.е. не вращается. Поверхность детали не изнашивается, требований к моментам трения, магнитным и электрическим параметрам нет.
Исходя из этих условий, материал, применяемый для изготовления основы излучателя, выбран правильно – среднеуглеродистая повышенной прочности сталь 45, имеющая состав:
Таблица 1. Химический состав (%) стали 45
| С | Si | Mn |
| 0,42- 0,50 | 0,17- 0,37 | 0,50- 0,80 |
Таблица 2. Характеристики механических свойств стали 45
| Предел прочности sв, Кгс/мм2 | Предел текучести sт, Кгс/мм2 | Удлинение d5, % | Поперечное сужение y, % |
| 61 | 36 | 16 | 40 |
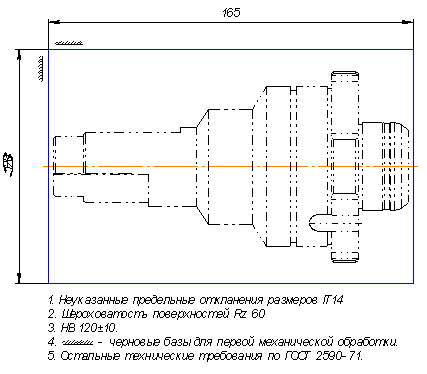
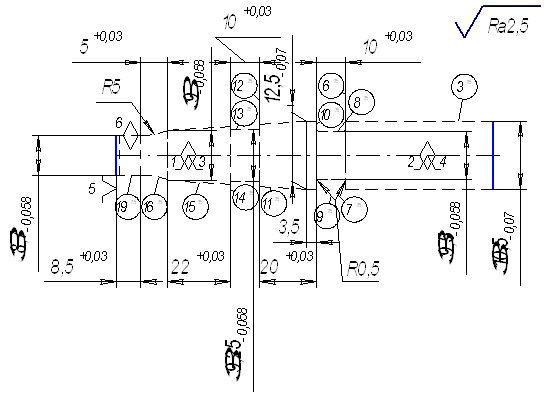
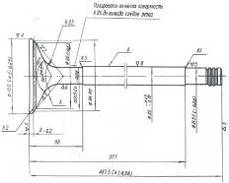
Основа излучателя крепится в приборе при помощи резьбовых соединений (на чертеже – М16х1,5-7H, М30х1,5-8g, М34х1,5-8g) среднего класса точности, т.к. здесь выполняется силовая функция, но в тоже время для герметичного соединения необходимо, чтобы поверхности диаметрами 31,9-0.025 , 35-0.025 плотно прилегали к внутренним поверхностям излучателя и фланца. Поэтому здесь предъявляется требование соосности этих двух поверхностей. По той же причине эти поверхность имеют точный допуск, а также параметр шероховатости на диаметре 31,9 взят Ra 1,6. Для подведения электрического питания и различных сигналов к электронной начинке прибора в основе излучателя имеются сквозные отверстия. Конусообразное отверстие необходимо для выхода проводов, идущих по отверстиям Æ3 . Пазы, имеющиеся на Æ42, служат для того, чтобы деталь занимала постоянное положение относительно других деталей. Переход отверстия с Æ13 на Æ8 не контролируется и зависит от инструмента. Резьба М16х1,5-7H изначально на заводском чертеже предполагалась без канавки и фаски, что дает огромные трудности при сборке , поэтому канавка и фаска были сделаны: канавка Æ17 и фаска 1,5 х 45 о. Неуказанные предельные отклонения размеров заданы по 14 квалитету, а в приборостроении применяется максимально 12 квалитет. Неправильные обозначения допусков и обозначений типа база А и разрез А, база Б и отверстие Б исправлены в соответствии с ЕСКД. Шероховатости и допуски в целом устраивают.
Схематично соединение основы излучателя и других деталей представлено на рис.1
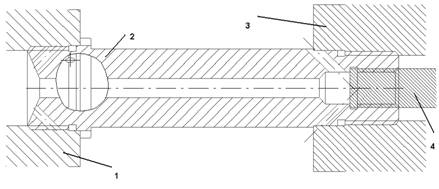
Рис.1 Схема крепления основы излучателя.
На рис.1 изображены:
1. Фланец.
2. Основа излучателя.
3. Излучатель.
4. Поршень.
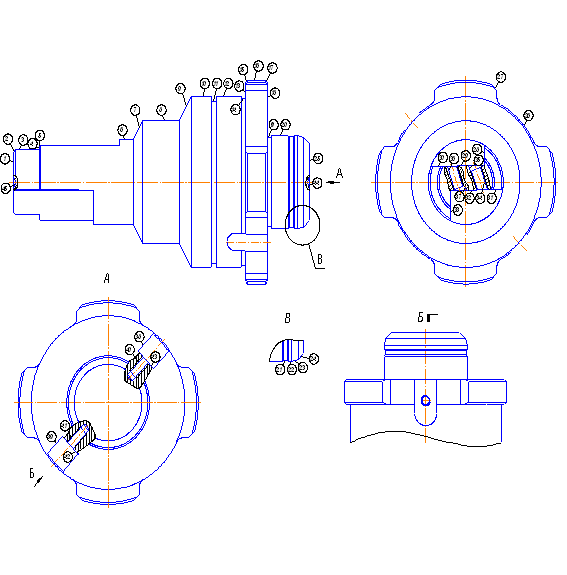
Деталь имеет форму ступенчатой втулки, поэтому для ее описания достаточно одной проекции, но из-за специфического отверстия необходим разрез, как и изображено на заводском чертеже. Так же все размеры, необходимые при производстве детали имеют место на чертеже.
Таким образом, заключаем, что в общем (кроме указанных случаев) заводской чертеж соответствует требованиям ЕСКД.
Похожие работы

... , приходящегося на него, менее 138 м3 . Если естественное проветривание невозможно, то в такие помещения нужно подавать не менее 60 м3/ч на одного человека. Среди операций технологического процесса изготовления корпуса присутствуют операции шлифования, на которых воздух загрязняется абразивной пылью, поэтому следует предусмотреть местную вытяжную вентиляцию рисунок 5 [12]. Для улавливания ...





... -4002; 5) пинцет ППМ 120 РД 107.290.600.034-89; 6) тара АЮР 7877-4048. Суммарное оперативное время Топ = 2 мин. Комплект технологической документации на технологический процесс сборки и монтажа блока стробоскопического прибора приведен в приложении. 5. ПРОЕКТИРОВАНИЕ УЧАСТКА СБОРКИ И МОНТАЖА Внедрение на предприятии механизированных, автоматизированных и автоматических поточных линий ...
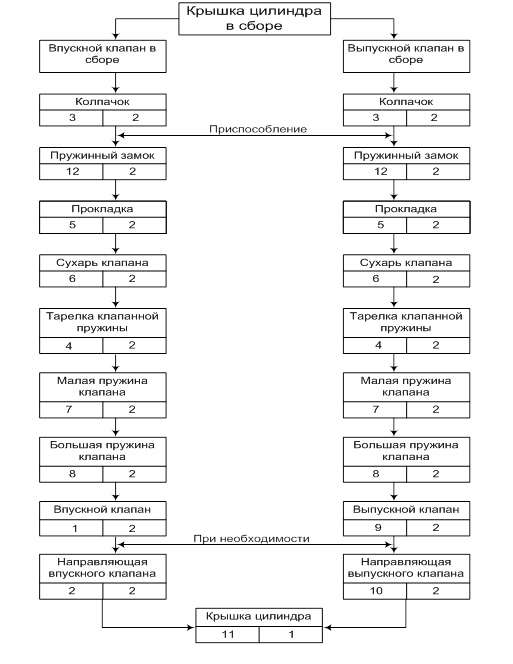
... детали узла. Завершающим этапом курсового проекта будет разработка технологической документации на восстановление рабочей фаски наплавкой и карты технологического процесса ремонта крышки цилиндра дизеля ПД-1М в объёме ТР-1. 1. Разработка технологического процесса ремонта цилиндрической крышки дизеля ПД-М Описание конструкции узла 1 - впускной клапан (ПД-1М-09-009, сталь Х9С2); 2 - ...

... К50-35 должен быть рассчитан на напряжение не менее 16 В. Также будут применены конденсаторы К10-17. Погрешность их должна быть не больше ±20%. В физиотерапевтическом устройстве на основе применения упругих волн применен повышающий трансформатор. Работает он на частотах до 66000 Гц. В связи с этим в трансформаторе необходимо использовать торроидальный сердечник. Это уменьшит габариты изделия. Для ...
0 комментариев