Выбор марки стали и ее описание
Описание операций технологического процесса
Выбор нагревающей среды производиться с учетом желательности применения газовых искусственных атмосфер для нагрева без окисления и обезуглероживания
ВЫБОР И РАСЧЕТ ОБОРУДОВАНИЯ
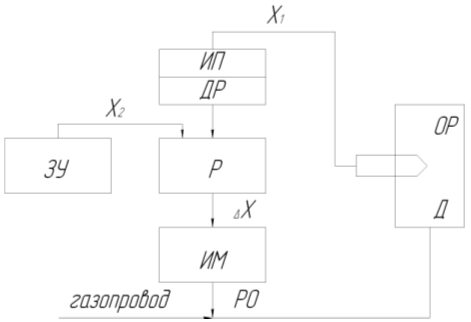
Устройство и работа составных частей изделия
Вспомогательное оборудование
Расчет дополнительного оборудования
Навигация
Описание операций технологического процесса
Проект участка химико-термической обработки
50367
знаков
8
таблиц
3
изображения
1.4.3 Описание операций технологического процесса
Чтобы достичь нужных нам свойств зубчатой шестерни заднего колеса велосипеда необходимо провести следующую термическую обработку:
1) Газовая цементация.
2) Непосредственная закалка после подстуживания.
3) Мойка.
4) Низкий отпуск
1.4.3.1 Цементация
Газовая цементация осуществляется в стационарных (непрерывно-действующих) печах. Цементирующий газ приготавливают отдельно и подают в цементационную реторту.
При газовой цементации происходит три процесса:
1) Диссоциация - состоит в распаде активных атомов диффундирующего элемента.
2) Абсорбция - происходит на границе газ - металл и состоит в поглощении (растворении) поверхностью свободных атомов.
3) Диффузия - состоит в проникновении насыщающего элемента вглубь.
Цементирующими газами являются окись углерода и газообразные углеводороды. Разложение этих соединений приводит к образованию активного атомарного углерода:
| 2CO → CO2 + C | (1) |
| CnH2n → 2nH + nC | (2) |
| CnH2n + 2 → (2n + 2) H + nC | (3) |
Как видно из приведенных выше реакций (1) и (2), в результате распада углеводородных соединений образуется свободный углерод. Если поверхность стали не поглощает весь выделяющийся углерод (абсорбция отстает от диссоциации), то свободный углерод, кристаллизуясь из газовой фазы, откладывается в виде плотной пленки сажи на детали, затрудняя процесс цементации.
Поэтому для рационального ведения процесса газовой цементации нужно иметь газ определенного состава и регламентировать его расход.
Таким образом, при температуре цементации мы получаем аустенит переменной концентрации от 1,2 - 1,3 %С (при температуре процесса 860 ˚С) до 0,1 - 0,15 %С. При охлаждении от цементации до нормальной произойдет превращение в соответствии с содержанием углерода в данном слое.
Поверхностная зона, в которой углерода 0,8 - 0,9% имеет структуру перлит + цементит, затем следует зона с содержанием углерода около 0,8%, после следует зона с содержанием углерода менее 0,7% плавно переходящая в структуру сердцевины.
Содержание углерода в наружном слое не должно превышать 1,1-1,2% т. к. большое содержание углерода приводит к образованию вторичного цементита, который повышает хрупкость.
Задача цементации - обеспечить высокую поверхностную твердость и износоустойчивость при вязкой сердцевине - не решается одной цементацией. Окончательно формируют свойства последующей закалкой. В нашем случае закалку можно проводит сразу после цементации. С целью уменьшения деформации и коробления колёс их закалку проводят в горячем масле (180˚С).
1.4.3.2 Закалка
При закалке сталь нагревается выше критической температуры (Ас3) и затем охлаждается со скоростью, равной или выше критической, необходимой для получения неравновесной структуры - мартенсита закалки.
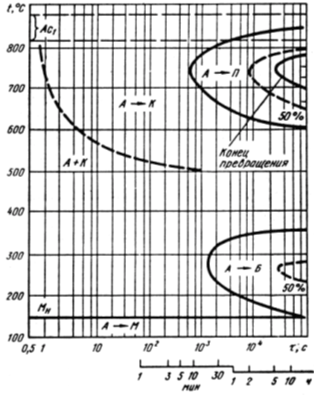
Наиболее ответственной операцией при закалке является охлаждение. Критическая скорость закалки Vn для данной стали определяется по С-образной диаграмме состояния.
При больших скоростях охлаждения при закалке возникают внутренние напряжения, которые могут привести к короблению или растрескиванию детали. Поэтому нужно иметь ясное представление о механизме образования внутренних напряжений. Причинами внутренних напряжений являются различные температуры по сечению изделия. Такие напряжения называются термическими. Еще образуются фазовые напряжения, для снижения которых нужно правильно выбрать среду охлаждения.
Для закалки мелких деталей сечением до 5 мм из углеродистых сталей и деталей большого диаметра из легких сталей в качестве закалочной среды применяют масло. Для более крупных, но простых по форме деталей из углеродистых сталей применяют воду.
Таким образом, можно сказать, что для зубчатого колеса из хромомарганцетитановой стали 25ХГТ, в качестве охлаждающей среды применяют масло, т. к. масло уменьшает брак от трещин.
1.4.3.3 Отпуск
После закалки необходимо провести отпуск, он является заключительной операцией термической обработки.
Отпуском стали называется нагрев стали ниже критической точки Ас1. При этом происходит превращение, уменьшающее степень неравновесности структуры незакаленной стали. Уменьшаются внутренние напряжения, возникающие в процессе закалки, повышается вязкость и пластичность.
Низкий отпуск проводят с нагревом до 150 - 200 ºС. При этом несколько снижаются внутренние напряжения, а твердость остается высокой.
1.4.4 Расчет и описание температурно-временных параметров технологических процессов
Все операции термической и химико-термической обработки характеризуются следующими параметрами
1. температурой нагрева;
2. средой нагрева;
3. общим временем операции;
4. средой охлаждения.
1. Температура нагрева детали определяется положением критических точек А1 и А3 и с учетом кинетики перехода структурных составляющих в твердый раствор и его распад, а также способа проведения операции.
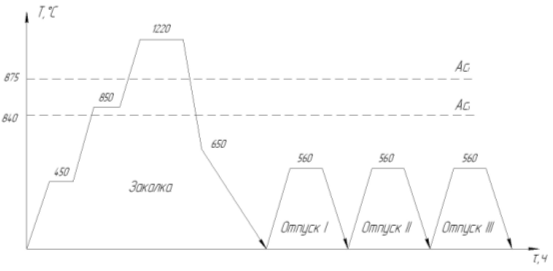
а) Температура нагрева для нитроцементации выбирается в интервале температур от 840 - 870 ºС. В нашем случае (в соответствии с литературными данными) температура нитроцементации от 840 до 870 ºС. Выбираем 860 ºС.
б) Температура нагрева под закалку должна быть выше критической Ас1 на 30 - 50 ºС. Для стали 25 ХГТ Ас1 = 763 ºС, таким образом температура нагрева под закалку:
Тн = Ас1 + 50 = 763 + 50 = 813 ºС.
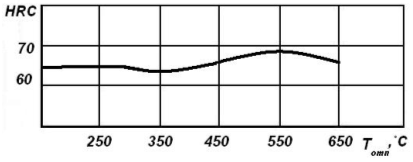
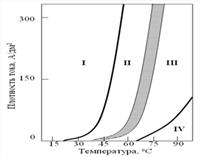
в) Температура нагрева для отпуска выбирается в зависимости от остаточных напряжений (по графику).
Выбираем температуру отпуска 180 ºС.
Похожие работы
... + 60 + 10 = 190 мин. Температура нагрева 560 оС. Рисунок 1.5 – Схема термической обработки дисковых фрез. 1.4.5 Разработка и описание технологической карты термической обработки деталей Технологическая карта – часть маршрутной технологии, это основной документ термического участка, в которой указан маршрут перемещения деталей по участку. Дисковые фрезы подаются на термический участок ...



... выпусков изделий изготовление их ведется путем непрерывного выполнения на рабочих местах одних и тех же постоянно повторяющихся операций. Определим тип производства при изготовлении детали "картер" массой 6 кг. При разработке новых технологических процессов, когда технологический маршрут механической обработки детали не определен, используют коэффициент серийности , (3.5.1) где tв - такт выпуска ...
... 5. Для низкого отпуска: ; ; п/ч; п/ч; ; ; ; ; . . Выбор приспособления Рис.23 Этажерка Выбор оборудования зависит от технологии термической обработки, применяемого оборудования, материалов и габаритов изделия. Так как приспособление испытывает постоянный перепад ...
... 3. РАСЧЕТ ОБОРУДОВАНИЯ И ПРОЕКТИРОВАНИЕ ОТДЕЛЕНИЯ 3.1 Технико-экономическое обоснование основного, дополнительного и вспомогательного оборудования Основным оборудованием термического отделения для термообработки холоднокатаного листа является агрегат непрерывного отжига. Печная часть агрегата включает многокамерную башенную печь отжига, установки и камеры ускоренного перестаривания и ...
0 комментариев