Навигация
Технология термической обработки
47838
знаков
14
таблиц
15
изображений
Введение
Актуальными в настоящее время являются вопросы повышения надёжности и долговечности машин, приборов, установок, повышение их качества и эффективности работы, а следовательно, вопросы экономии металлов, борьбы с коррозией и износом деталей машин. Роль этих проблем в долговечности машин и механизмов, приборов и других особенно возросла в настоящее время, так как развитие большинства отраслей промышленности (авиационная, ракетная, теплоэнергетика, атомная энергетика, радиоэлектроника и др.) связано с повышением нагрузок, температур, агрессивности сред, в которых работает деталь. Решение этих проблем прежде всего связано с упрочнением поверхностных слоёв изделий.
Изменить свойства поверхности можно различными способами: нанесением на поверхность нового материала с необходимыми свойствами; изменением состава поверхностного слоя металла.
Во втором случае поверхностные слои металла подвергают диффузионной химико-термической обработке (ХТО), в результате которой на поверхности изделия образуется новый, отличающийся от сердцевины, сплав.
ХТО позволяет получить в поверхностном слое изделия сплав практически любого состава и, следовательно, обеспечить комплекс необходимых свойств - физических, химических, механических и других.
Одним из распространённых методов ХТО является цементация. Процесс цементации широко применяют в промышленности благодаря его высокой эффективности и доступности. Он позволяет создавать на рабочей поверхности детали слой, обладающий высокой твёрдостью после закалки, износостойкостью, эрозионной стойкостью, контактной выносливостью и усталостной прочностью при изгибе. Эти свойства обеспечиваются при относительно мягкой и вязкой сердцевине, придающей детали необходимую конструктивную прочность.
1. Описание детали и условий её работы
Зубчатые колёса основными деталями большинства машин и механизмов. Они служат для передачи вращательных движений между отдельными элементами механизмов.
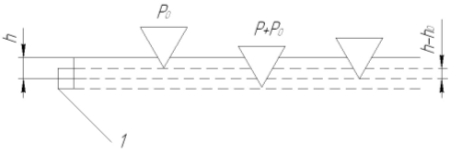
Вращение передаётся через зубчатое зацепление. Отказ или разрушение зубчатого колеса влечёт за собой прекращение передачи крутящего момента и отказ двигательных агрегатов. Наиболее загруженной частью зубчатого колеса является зуб. На рисунке 1 показана схема зацепления зубьев.
Рис. 1 Схема зацепления зубьев
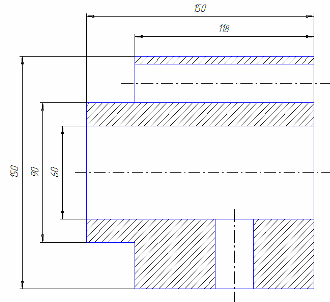
В процессе работы зубья испытывают ударные нагрузки, в результате чего в них возникают контактные напряжения. Поверхность зуба работает на износ, в процессе работы зубья нагреваются; для охлаждения на них непрерывно подаётся масло.По конструкции данное зубчатое колесо представляет собой полый цилиндр. Снаружи расположены эвольвентные зубья, через которые передаётся вращательное движение от ведущего зубчатого колеса. По внутреннему диаметру данного зубчатого колеса выполнены шлицы для передачи крутящего момента на рессоры коробки агрегатов и далее ротору двигателя при его запуске, что обеспечивает подачу топлива в камеру сгорания.
В процессе работы зубчатое колесо испытывает статические, динамические, знакопеременные и вибрационные нагрузки величиной до 930 Н. Деталь работает в масляной среде с рабочей температурой до 300°С.
Рис. 2 Эскиз зубчатого колеса.
2. Технические требования, предъявляемые к материалу
термически обработанной детали
Технические требования к материалу назначаются исходя из условий работы зубчатого колеса. Учитывая, что деталь работает в достаточно сложных условиях, к ней предъявляются следующие технические требования:
- предел прочности
![]() ;
;
- условный
предел текучести
![]() ;
;
- ударная
вязкость ![]() ;
;
- твёрдость
упрочнённой
поверхности
![]() ;
;
- глубина
упрочнённого
слоя ![]() ;
;
- твёрдость
сердцевины
![]() .
.
3. Последовательность обработки детали
Деталь от заготовки до полного изготовления проходит сложный технологический маршрут по цехам предприятия (рис. 3):
З ® КШ ® Т1 ® М1 ® Т2 ® М2 ® Сб
Рис. 3 Последовательность изготовления зубчатого колеса.
З - заготовительный цех; резка прутка на заготовки длиной 85мм, диаметром 65мм;
КШ - кузнечно-штамповочный цех; штамповка методом горячей штамповки;
Т1 - термический цех; проведение предварительной термической обработки поковок для снятия внутренних напряжений после штамповки и для подготовки структуры к дальнейшей механической обработке и термической обработке;
М1 - механический цех; проведение черновой механической обработки, нарезание зубьев и обработка наружных поверхностей для придания детали основных размеров, согласно чертежу;
Т2 - термический цех; окончательная термическая обработка для получения требуемых свойств;
М2 - механический цех; чистовая механическая обработка (шлифование рабочих поверхностей детали);
Сб - сборочный цех; сборка деталей в узел.
Похожие работы

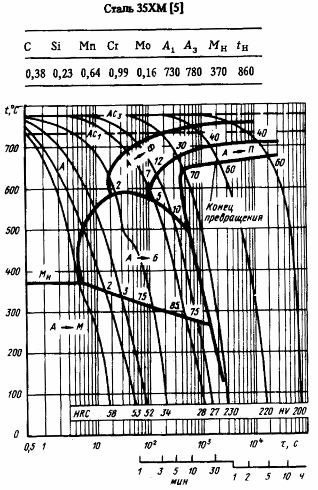
... охлаждения обеспечит масло, следовательно, данное изделие охлаждаем в масле. Рисунок 2.4 – Термокинетическая диаграмма распада переохлаждённого аустенита для стали 35ХМ [1] 3. Разработка технологии термической обработки полумуфты Полумуфта из стали 40ХН для придания ей необходимых свойств подвергается закалке с высоким отпуском. Схематический график режима данной термической обработки ...
... + 60 + 10 = 190 мин. Температура нагрева 560 оС. Рисунок 1.5 – Схема термической обработки дисковых фрез. 1.4.5 Разработка и описание технологической карты термической обработки деталей Технологическая карта – часть маршрутной технологии, это основной документ термического участка, в которой указан маршрут перемещения деталей по участку. Дисковые фрезы подаются на термический участок ...
... 200-500ºC. После правки труб выполняют операции, обозначенные на рис.2 позициями 8-12.[2] 5.Термическая обработка обсадных труб из стали 36Г2С Термическая обработка – важнейшая составная часть технологии производства различных видов стальных труб. Основные цели термической обработки труб следующие: обеспечение различных эксплуатационных свойств (трубы для добычи нефти и газа, трубы для ...
... в специальном закалочном баке. Термомеханическая обработка Термомеханическая обработка (Т.М.О.) – новый метод упрочнения металлов и сплавов при сохранении достаточной пластичности, совмещающий пластическую деформацию и упрочняющую термическую обработку (закалку и отпуск). Различают три основных способа термомеханической обработки. Низкотемпературная термомеханическая обработка (Н.Т.М.О) ...
0 комментариев