Навигация
Самонастраивающиеся экстремальные устройства
37450
знаков
0
таблиц
9
изображений
9. Самонастраивающиеся экстремальные устройства
С точки зрения технической кибернетики, собираемые детали можно рассматривать как некоторый объект, подлежащий управлению, причем регулируемыми и регулирующими величинами одновременно являются в данном объекте пространственные координаты одной из собираемых деталей при постоянных координатах другой или же координаты обеих деталей.
Одним из самых эффективных способов автоматизации сборки сложных по форме деталей является экстремальный способ относительного ориентирования. К преимуществам экстремального относительного ориентирования с самонастройкой следует отнести то, что датчики определения относительного положения деталей убираются с позиции сборки, поскольку ими являются сами собираемые детали, а к сборочной позиции примыкают только выходные элементы исполнительных механизмов. При этом вся схема управления выносится в сторону. Изменение размеров собираемых деталей или их формы не требует перенастройки, так как в каждой новой паре собираемых деталей устройство экстремального ориентирования осуществляет подбор новых значений координат, при которых смещения сопрягаемых поверхностей равны нулю. Такие устройства легко сопрягаются с ЭВМ. В данном случае ЭВМ, помимо задач контроля, выполняет автоматическое управление процессом относительного ориентирования деталей. Наконец, подобные устройства хорошо компонуются со сборочными манипуляторами.
При реализации этого способа изменение регулируемых координат собираемых деталей с помощью преобразователей, к которым относятся сами детали, преобразуются в соответствующие выходные параметры, имеющие однозначные экстремальные зависимости от относительного положения (от ошибок относительного ориентирования) деталей. Выходными параметрами, т. е. физическими носителями информации об относительном положении собираемых деталей, являются, как правило, электрическая емкость между их торцами или магнитные характеристики - магнитное сопротивление торцевого зазора, эффективная магнитная проницаемость либо пневматическое сопротивление стыка деталей. Причем экстремальные значения выходных параметров преобразователей соответствуют необходимому для последующей сборки относительному ориентированному положению собираемых деталей.
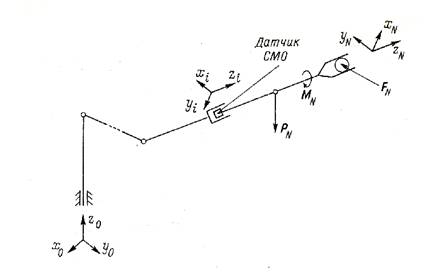
С каждой новой собираемой парой деталей 1 и 2 требуемые экстремальные значения дрейфуют как по линейным координатам X, Y, Z, так и по угловой (относительно вертикальной оси Z) координате ![]() . Это определяется погрешностями изготовления, базирования и позиционирования деталей. Устройство постоянно отыскивает экстремальные значения выбранного выходного параметра. Таким образом, осуществляется самонастройка (адаптация) на новое ориентированное положение.
. Это определяется погрешностями изготовления, базирования и позиционирования деталей. Устройство постоянно отыскивает экстремальные значения выбранного выходного параметра. Таким образом, осуществляется самонастройка (адаптация) на новое ориентированное положение.
В зависимости от типа носителя информации используется емкостный, индуктивный, индукционный, пневматический или иной экстремальный преобразователь относительного положения деталей, выходные параметры которого преобразуются затем в сигналы соответствующей природы, необходимой для последующей обработки в системе экстремального управления. Так, например, относительные изменения валкости, образованной торцами собираемых деталей, преобразуются в напряжение переменного тока.
В подобных устройствах имеются экстремальные преобразователи относительного положения деталей в промежуточные параметры, имеющие экстремальные зависимости (ими могут быть, например, емкость, индукция, индуктивность) и последующие преобразователи, преобразующие изменения промежуточных параметров в сигналы удобного для дальнейшей обработки вида. Первыми экстремальными преобразователями являются непосредственно сами собираемые детали.
Сравнительная х-ка устройств
Наиболее универсальными являются экстремальные, топографические и телевизионные. Их использование наиболее целесообразно при сборке сложных сборочных единиц, состоящих из больших групп деталей, а также для сборки сложных соединений, например шлицевых. Оснащение ими исполнительных органов манипуляторов позволяет значительно повысить их гибкость и реагирующие способности, т.е. в конечном итоге надежность работы и приспособляемость к изменяющимся условиям.
Устройства, работающие по методу ощупывания, пневматические или фотоэлектрические не так универсальны, но проще. Акустические и инфракрасные устройства занимают промежуточное положение.
Следует иметь в виду, что выбор ориентирующего устройства определяется не только возможностями его переналадки, но и такими характеристиками, как точность и быстродействие. С данной точки зрения пневматические, голографические или экстремальные устройства позволяют достигнуть в ряде случаев точности ориентирования порядка 0,01 мм и выше (до 0,003 мм). Достаточно чувствительными являются также фотоэлектрические устройства.
В этом смысле акустические устройства несколько обособлены, поскольку в них оценивается направление и наличие смещения, а не его величина. Однако подобная информация позволяет также направленно устранять смещение. Дискретность таких устройств зависит только от частоты подачи акустических сигналов и скорости исполнительных органов.
Быстродействие большинства рассмотренных устройств весьма высокое и ограничивается в основном быстродействием срабатывания исполнительных органов. Несколько меньше оно у пневматических и акустических устройств, однако, вполне достаточно для большинства сборочных автоматов. При этом акустические устройства, как работающие в импульсном режиме, обладают очень малой зоной нечувствительности, что благоприятно сказывается на качестве работы ориентирующего устройства. Другие устройства из рассмотренных выше также могут работать в импульсном режиме, но требуют для этого дополнительных органов.
Инфракрасные устройства, как и экстремальные, характеризуются тем, что при окончании процесса ориентирования их исполнительные механизмы совершают автоколебания с малой амплитудой относительно требуемого ориентированного положения, что облегчает соединение сопрягаемых деталей, так как устраняется трение.
Все рассмотренные устройства относительного ориентирования могут быть использованы при разработке адаптивных сборочных РТК.
Похожие работы
... мероприятия по обеспечению однородности выпускаемой продукции. Все эти мероприятия можно объединить в четыре группы: 1. совершенствование технологии производства; 2. автоматизация производства; 3. технологические (тренировочные) прогоны; 4. статистическое регулирование качества продукции. 2.10. Проектирование технологических процессов с использованием средств ...
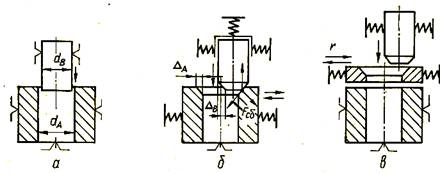
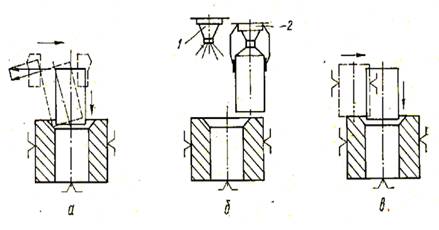

... б – с нежестким базированием (для объектов с фасками); в – с ловителями Рисунок 3 – Схемы сборки с использованием адаптивных систем: а – с тактильной информацией; б – со зрительной информацией; в – с повторными попытками сопряжений 5. Пример робототехнической системы для многооперационной сборки Возможность выполнения сложной последовательности сборочных операций с помощью универсальных ...
... , перечислим регенерацию растворов в гальванических производствах; очистку хлор- и медьсодержащих сточных вод, очистку сточных вод в производстве аммиачной селитры. 5. Прогрессивные химико-технологические процессы В ряду прогрессивных химико-технологических процессов рассмотрим в первую очередь радиационно-химическую технологию и фотохимические процессы. За последние два десятилетия ...
... заготовок и станков с числовым программным управлением к выполнению технологических операций. Классификация и конструктивно технологические параметры ПР Классификация промышленных роботов: 1. По виду производства ПР делят на специальные, специализированные и универсальные. · Специальные ПР выполняют определенную технологическую операцию или вспомогательную модель ...
0 комментариев