Навигация
7. Телевизионные устройства
Как и ранее рассмотренные, телевизионные устройства относительного ориентирования относятся к группе бесконтактных устройств универсального действия. Схема одного из них приведена на рис. 2.10. Устройство используется для определения положения центра отверстия сопрягаемой с валом детали, выдачи соответствующих сигналов на исполнительные механизмы сборочной головки и корректировки ее положения.
Устройство содержит передающую телевизионную трубку 3, соединенную своим выходом через усилитель-формирователь 10 с триггерами 2, 7 и 16. При подаче питания на устройство триггер 16 автоматически устанавливается в состояние «0». Напряжение низкого уровня с этого триггера размыкает ключ 11, и сигнал, поступающий на его вход с резистора R1, на выходе отсутствует. Таким образом, обеспечивается работа в режиме поиска. В этом режиме генераторы 4 и 5 вырабатывают отклоняющие токи симметричной треугольной формы с частотами близкими, но не равными но величине. Амплитуды этих токов подбираются таким образом, чтобы скорости движения сканирующего пятна относительно осей X и У были одинаковыми. При этом пятно движется всегда под углом к осям X или У, описывая крестообразный растр. Траектория 19 пятна представлена на рис. 2.10, б.
Работа генераторов 4 и 5 (рис. 2.10, а) основана на интегрировании напряжения, поступающего с триггеров-расширителей 2 и 7. Когда токи в отклоняющих катушках 8 и 9 достигают верхнего порогового уровня, срабатывают пороговые устройства 7 и 6, триггеры опрокидываются и отклоняющие токи начинают убывать. При достижении отклоняющими токами нижнего порогового уровня снова срабатывают пороговые устройства, и процесс повторяется.
В момент t1 сканирующее пятно попадает на торец втулки 20 (рис. 2.10, б) и на выходе усилителя-формирователя возникает отрицательный импульс, опрокидывающий триггер 16 (рис. 2.10, а) и переводящий его в состояние «1». Напряжение высокого уровня открывает ключ 11. Благодаря этому возникает взаимная связь между генераторами развертки 4 и 5, и устройство переходит в режим слежения. Так как отрицательный импульс с усилителя-формирователя не воздействует на триггеры 2 и 7, сканирующее пятно продолжает свое движение внутри отверстия втулки в прежнем направлении. В момент t2 (рис. 2.10, б), когда пятно начинает выходить из проекции, на выходе усилителя-формирователя отверстия создается положительный импульс, который опрокидывает триггеры.
В результате сканирующее пятно меняет направление своего движения на противоположное, т.е. на 180°. При этом на резисторах R1 и R2 (рис. 2.21, а) формируются напряжения треугольной формы U0x и U0y. Напряжение U0x проходит через ключ 11 на схему сравнения 13, которая вырабатывает положительные импульсы в моменты t3, t6 и t9, когда нарастающее напряжение U0y проходит через свое среднее значение. Эти импульсы через смеситель 12 поступают на триггер 2 и опрокидывают его. Так как триггер 7 остается при этом в прежнем состоянии, то направление движения пятна в моменты t3, t6 и t9 меняется на 90°. В моменты же t7 и t8 oбa триггера опрокидываются под действием положительных импульсов, поступающих с усилителя-формирователя, и направление движения пятна меняется на 180°.
Благодаря этому в установившемся режиме траектория 19 перемещения пятна будет представлять собой крест, центр которого лежит в центре отверстия втулки, а лучи упираются в края отверстия. Причем напряжения формы U0x и U0y, снимаемые с выходов фильтров низких частот 15 и 18, соответствуют координатам центра отверстий. Кроме того, перепад напряжений формы U0x и U0y пропорционален угловому размеру отверстия. Напряжение Uz, получающееся на выходе цепочки, состоящей из детектора 14 и фильтра нижних частот 17, характеризует угловой размер отверстия. Управляющие напряжения формы U0x и U0y через усилители подаются на исполнительные механизмы, выводящие головку с сопрягаемыми валиками в положение, определяемое этими сигналами.
8. Голографические устройства
Одними из наиболее универсальных и перспективных устройств относительного ориентирования являются голографические устройства, которые получают широкое распространение в различных механизмах, в том числе в устройствах для определения координат деталей. Подобная ориентирующая система дает подробную интегральную характеристику относительного расположения и обладает высокой точностью. Особенно целесообразно ее использование при комплексной сборке агрегатов, а также при сборке сборочных единиц, у которых положения сопрягаемых деталей пространственно разнесены. Существенной особенностью данного метода является то, что интерферограмма топографического изображения несет информацию о перемещениях ориентируемой детали по всем координатам.
Голография представляет собой процесс записи оптических сигналов, несущих информацию о наблюдаемых эффектах, и получения их плоских или объемных изображений. Голографическая запись отличается тем, что в ней, кроме фиксации амплитуды световых лучей, фиксируются также и фазовые соотношения между этими лучами, одновременно осуществляется запись пространственной структуры световых волн. Для получения голографического изображения деталей необходим когерентный источник света, облучающий их. Такими источниками являются оптические квантовые генераторы.
Схема устройства, основанного на данном методе, приведена на рис 2,11, а. Вал 4 прямоугольного поперечного сечения находится в захвате 2, а сопрягаемая с ним деталь 5 - на координатном столике 6. Столик приводится в движение блоком исполнительных механизмов 7 по трем координатным осям, которые могут перемещать столик с деталью 5 вдоль двух координатных осей X и У и поворачивать вокруг вертикальной оси Z по углу ![]() (рис. 2.11, б). В силу погрешностей базирования и позиционирования в сборочной системе накапливаются линейные и угловые относительные смещения сопрягаемых деталей, препятствующие сопряжению.
(рис. 2.11, б). В силу погрешностей базирования и позиционирования в сборочной системе накапливаются линейные и угловые относительные смещения сопрягаемых деталей, препятствующие сопряжению.
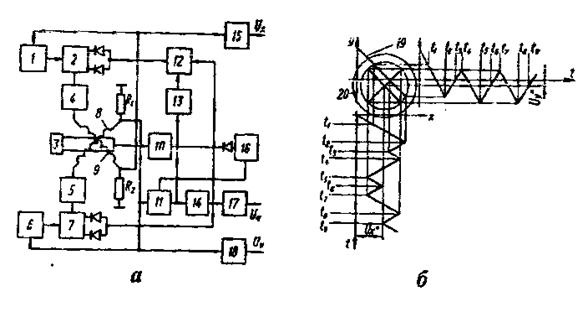
Рис. 2.10 - Телевизионное устройство для определения положения центра отверстия собираемой детали: а – схема устройства; б – траектория движения сканирующею пятка
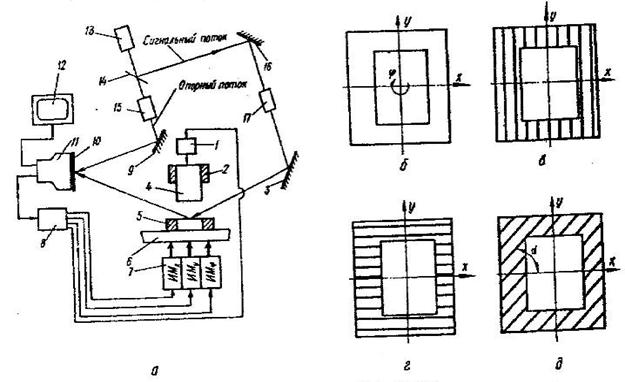
Рис. 2. 11 - Относительное ориентирование деталей голографическим методом: а – схема устройства; б – деталь установлена правильно; в – деталь смещена вдоль оси X; г – деталь смещена вдоль оси Y; д – деталь смещена вдоль обеих координатных осей
Первоначально при настройке деталь 5 исполнительными механизмами выводится в строго ориентированное положение, а вал располагается на таком удалении, чтобы можно было получить голограмму поверхности детали 5. Голограмма записывается на светочувствительной пленке, размещенной в кассете 10, которая находится перед экраном телевизионной передающей камеры 11.
Полученная голограмма является эталонной. После проявления она опять устанавливается в кассете на прежнее место.
Установка голограммы производится с использованием метода интерференции, для чего получают изображение реальной детали 5, облучая ее когерентным лучом и сравнивая его перед телевизионной камерой 11 с восстановленным по эталонной голограмме изображением. Если данные изображения не совпадают (это означает, что эталонная голограмма установлена неправильно, поскольку собираемые детали находятся в эталонном ориентированном положении), на входном экране камеры 11 появляется интерференционная картина, наложенная на изображение детали 5.
Данная интерференционная картина преобразуется передающей камерой в электрические сигналы, которые в режиме настройки поступают только на телеэкран 12, где снова преобразуются в оптическую информацию (интерференционную картину). Наблюдая за изменением интерференционной картины на экране, выставляют эталонную голограмму в такое положение, при котором интерференционная картина исчезает, что соответствует точному совпадению изображений восстановленного с голограммы и реальной детали, находящейся в ориентированном положении.
На этом настройка ориентирующего устройства заканчивается, и телевизионный экран выключается. Собираемые детали, находившиеся в ориентированном положении, со сборочной позиции удаляются.
Рабочий режим начинается с подачи на сборочную позицию деталей 4 и 5, причем вал удерживается в захвате 2 неподвижно, а деталь 5 может перемещаться вместе со столом 6. В общем случае она располагается относительно вала с некоторым смещением. Для его выявления торец детали облучается когерентным потоком света из лазерного источника. При этом в плоскости эталонной голограммы, находящейся в кассете 10, возникает голограмма данной реальной детали. Поскольку она смещена, голограмма реальной детали и голограмма детали эталонного положения не совпадают.
Наложение этих голограмм образует интерференционную картину, которая появляется на изображении детали 5. Камера 11 преобразует оптическую информацию, содержащуюся в интерференционной картине, в сигналы, необходимые для работы ЭВМ 8.
Анализ интерференционной картины позволяет определить величину и направление смещения ориентируемой детали относительно ее эталонного положения, зафиксированного на голограмме.
При любой форме детали интерференционные картины имеют вид, показанный на рис. 2.11, в-д. На рис. 2.11, в показаны интерференционные линии (полосы) при смещениях только вдоль оси X, на рис. 2.11, г - только при смещениях вдоль оси У, на рис. 2.11, д - при одновременных смещениях вдоль обоих координат X и У. При смещениях вдоль осей X, У и угловом смещении ![]() интерференционные линии представляют собой более сложные кривые на изображении детали, например форму дуг.
интерференционные линии представляют собой более сложные кривые на изображении детали, например форму дуг.
Количественной мерой величины относительного смещения детали 5 от ее эталонного положения (помимо качественной — наличия интерференционных полос) является частота (густота) этих полос. При движении детали в направлении увеличения ее смещения частота полос возрастает.
Вывод ориентируемой детали в нужное положение осуществляется методом экстремального управления. Процесс ориентирования начинается с устранения углового смещения. Для этого ЭВМ запоминает интерференционную картину, соответствующую исходному положению детали (определяет частоту и кривизну полос). Далее ЭВМ осуществляет с помощью исполнительного механизма (ИМР) пробный угловой шаг, поворачивая деталь вокруг оси в случайном направлении, и анализирует интерференционную картину, получившуюся в конце пробного шага.
Если при этом кривизна и частота полос увеличились, следовательно, пробный шаг был сделан в неверном направлении, и ЭВМ посылает на ИМ команду сделать шаг в противоположном направлении. Если пробный шаг привел к уменьшению кривизны и частоты полос, то рабочий шаг ЭВМ делает в этом же направлении.
Помимо голографического интерференционного сравнения, можно проводить сравнение голограмм непосредственно в ЭВМ. Для этого эталонная голограмма не записывается на фотопластинке, а вводится в память ЭВМ, которая сравнивает голограммы действительных положений ориентируемых деталей с эталонной голограммой. Анализируя их, ЭВМ посредством исполнительных механизмов выводит деталь в положение, необходимое для последующего сопряжения.
Устройство позволяет без переналадок ориентировать и собирать детали разнообразных форм и размеров, причем детали могут быть выполнены из разных материалов, в том числе и прозрачных. Переналадка устройства заключается в замене одной эталонной голограммы на другую.
Устройства голографического типа могут быть построены не только по оптическому, но и по акустическому принципу. В устройствах относительного ориентирования могут быть также использованы средства СВЧ и цифровой голографии.
Похожие работы
... мероприятия по обеспечению однородности выпускаемой продукции. Все эти мероприятия можно объединить в четыре группы: 1. совершенствование технологии производства; 2. автоматизация производства; 3. технологические (тренировочные) прогоны; 4. статистическое регулирование качества продукции. 2.10. Проектирование технологических процессов с использованием средств ...

... б – с нежестким базированием (для объектов с фасками); в – с ловителями Рисунок 3 – Схемы сборки с использованием адаптивных систем: а – с тактильной информацией; б – со зрительной информацией; в – с повторными попытками сопряжений 5. Пример робототехнической системы для многооперационной сборки Возможность выполнения сложной последовательности сборочных операций с помощью универсальных ...
... , перечислим регенерацию растворов в гальванических производствах; очистку хлор- и медьсодержащих сточных вод, очистку сточных вод в производстве аммиачной селитры. 5. Прогрессивные химико-технологические процессы В ряду прогрессивных химико-технологических процессов рассмотрим в первую очередь радиационно-химическую технологию и фотохимические процессы. За последние два десятилетия ...
... заготовок и станков с числовым программным управлением к выполнению технологических операций. Классификация и конструктивно технологические параметры ПР Классификация промышленных роботов: 1. По виду производства ПР делят на специальные, специализированные и универсальные. · Специальные ПР выполняют определенную технологическую операцию или вспомогательную модель ...
0 комментариев