Гипохлорит натрия как альтернативный хлору реагент для обеззараживания воды
Недостатки хлора как реагента для обеззараживания воды
Альтернативные методы обеззараживания воды
Механизм обеззараживающего действия гипохлорита натрия
Затраты на электроэнергию за год
Амортизационные отчисления
Расчет экономической эффективности внедрения прибора
Расчет сетевого графика планирования конструкторской подготовки производства
Стоимость конструкторской подготовки производства
Расчет экономической эффективности внедрения прибора
Трудоемкость программы
Площадь, занимаемая оборудованием
Определение единого социального налога контроллера
Капитальные вложения в основное оборудование
Навигация
Расчет экономической эффективности внедрения прибора
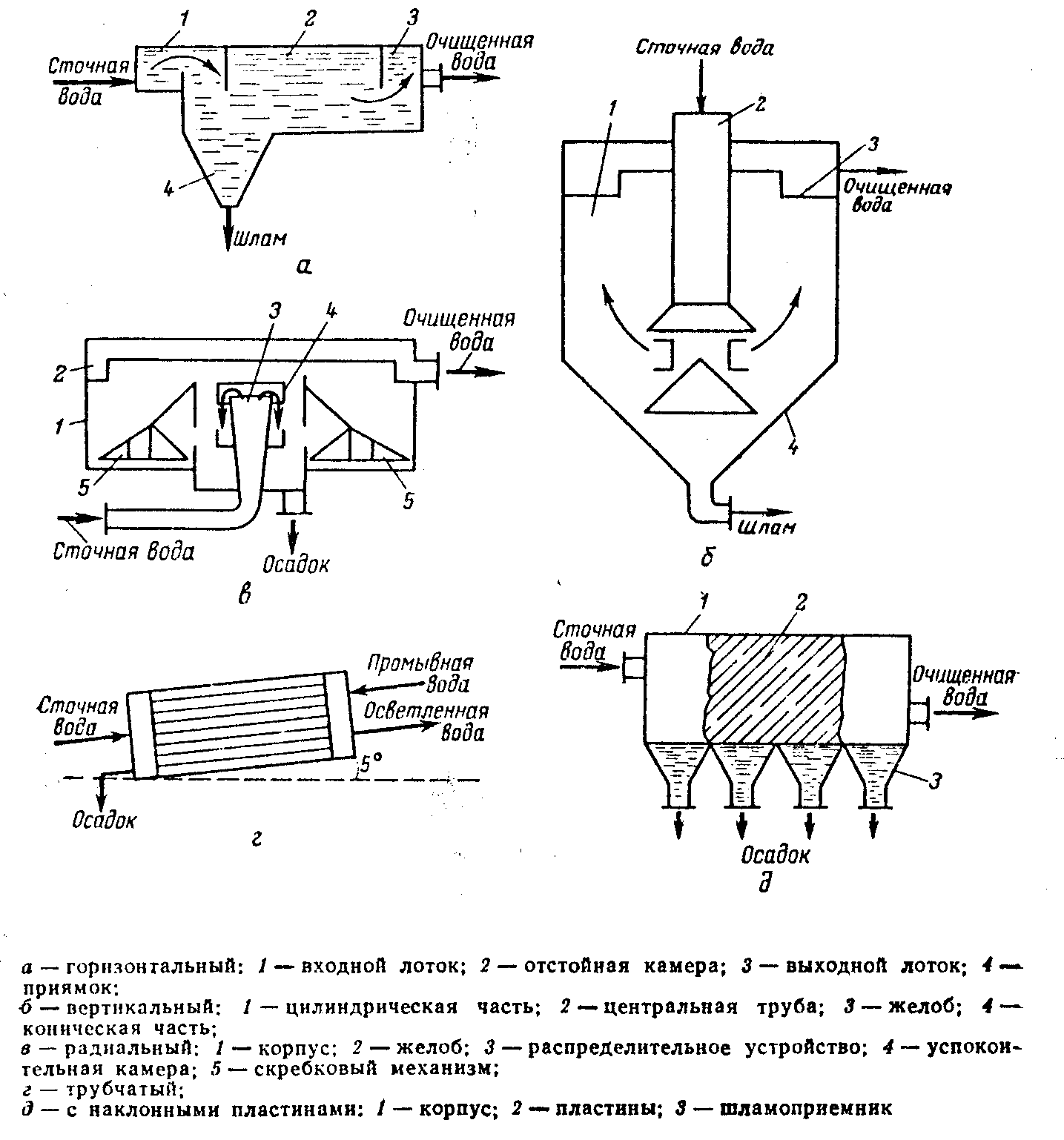
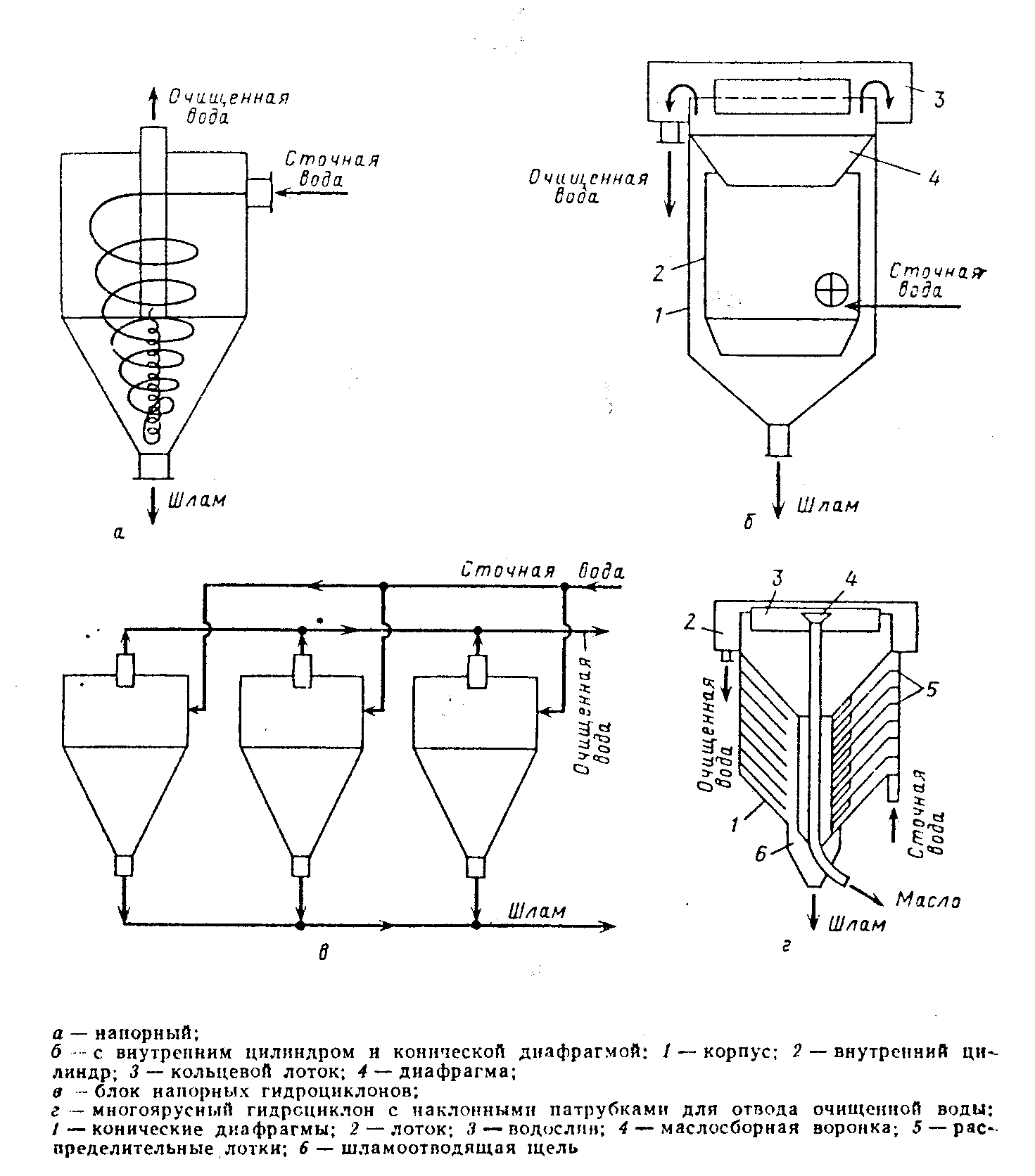
Эффективные методы очистки технических вод машиностроительного производства
163980
знаков
32
таблицы
16
изображений
1. Расчет экономической эффективности внедрения прибора.
Введение.
Для увеличения точности контроля при шлифовании валов с прерывистыми поверхностями был модернизирован широкодиапазонный управляющий прибор.
Для успешной разработки модернизации прибора рассчитывается плановая эффективность и составляется сетевой график.
Расчет экономической эффективности производится на одну заданную программу.
Сравнение технологических процессов шлифования прерывистых поверхностей валика в базовом и новом вариантах показывает значительные преимущества технологического процесса с использованием проектируемого прибора. Они заключаются в следующем.
1) Повышение точности изготовления валика должно
привести к
уменьшению брака и увеличению точности сопряжения валика. Повышение
точности сопряжения приведет к росту качества работы и долговечности
всего изделия.
2) Совмещение
контроля с процессом обработки, исключение
промежуточных промеров деталей и интенсификация режимов обработки
вместе с возможностью использования многостаночного обслуживания
приведут к снижению трудоемкости
обработки. Значительное снижение
трудоемкости обработки
уменьшит требуемое количество основного
оборудования и производственных площадей.
5) Использование прибора для контроля диаметра валика в процессе
шлифования позволит снизить объем послеоперационного контроля.
6) Существенно улучшаться условия труда оператора.
3.7.2. Исходные данные.
| Наименование показателя | Обозначение | Значение для варианта | |
| Базового | Проектного | ||
| Деталь | |||
| Наименование | - | Валик | |
| Вид обработки | - | Круглое шлифование | |
| Годовая программа, шт. | А | 200000 | |
| Обрабатываемая поверхность | - | Прерывистая поверхность | |
| Диаметр обрабатываемой поверхности мм | D | 20 | |
| Длина обрабатываемой поверхности мм | L | 100 | |
| Квалитет допуска | - | 6 | |
| Материал детали | - | Сталь 35Х | |
| Припуск на обработку, мм | ∆пр | 0,4 | |
| Масса детали, кг | g' | 0,35 | |
| Способ установки детали | - | В центрах | |
| Стоимость детали, руб. | Р' | 80 | |
| Число деталей в партии | п | 100 | |
| Станок | |||
| Тип | - | Круглошлифовальный | |
| Модель | - | ЗМ153 | |
| Мощность привода, кВт | Nэ | 7,5 | |
| Мощность привода на холостом ходу при промежуточных промерах, кВт | Nэ/дв | 0,5 | |
| Время разгона электродвигателя, включаемого после промера, мин | TР | 0,03 | |
| Группа ремонтной сложности | Rо | 11 | |
| Площадь в плане, м2 | Sпл | 6,9 | |
| Наименование показателя | Обозначение | Значение для варианта | |
| Базового | Проектного | ||
| Оптовая цена, руб. | С0 | 400 000 | |
| Средство измерения | |||
| Наименование | - | Двухконтактная скоба | Модернизированная двухконтактная скоба |
| Количество промежуточных | f | 1 | - |
| Время на одно измерение, мин. | Tn | 2 | - |
| Оптовая цена, руб. | Цоб | 8500 | 9124 |
| Время контроля, мин | tк | 2 | 1,5 |
| Время загрузки, мин | tз | 0,083 | 0,083 |
| Время выгрузки, мин | tв | 0,083 | 0,083 |
| Время накладки, мин | tн | 0,15 | 0,15 |
| Объем контроля после обработки | |||
| Процент контроля | b | 100 | 100 |
| Время на одно измерение, мин. | tk | 2 | 1,5 |
| Часовые тарифные ставки | |||
| Контролера ОТК, руб./ч | чк | 25 | 30 |
| Нормативные данные | |||
| Годовой фонд времени работы оборудования, ч | Фоб | 4015 | |
| Годовой фонд времени работы контролера, ч | Фд | 1840 | |
| Коэффициент занятости оборудования | К3 | 0,8 | |
| Коэффициент выполнения норм | kв | 1 | |
| Коэффициент, учитывающий дополнительную площадь | Кд | 2,5 | |
| Стоимость 1 м2 производственной площади, руб. | Спл | 10000 | |
| Годовая норма амортизационных отчислений на оборудование, % | ао | 0,12 | |
| Наименование показателя | Обозначение | Значение для варианта | |
| Базового | Проектного | ||
| Коэффициент, учитывающий дополнительную зар. плату, премии и отчисления | к | 1,4 | |
| Стоимость кВт-ч электроэнергии, руб. | Цэ | 2 | |
| Годовая норма амортизационных отчислений на производственные площади, % | as | 12,5 | |
| Норма амортизационных отчислений на приборы для контроля и регулирования технологических процессов, % | а | 15,5 | |
| Норма амортизационных отчислений на инвентарь, % | a1 | 13 | |
| Годовая норма затрат на текущий ремонт и содержание производственных площадей, % | bs | 10.8 | |
| Годовая стоимость ремонта и содержания единицы ремонтной сложности оборудования. | Цр | 1855 | |
1.3 Расчет производительности.
1.3.1 Трудоемкость одной операции
Tшт = tз + tк + tв
tз- время загрузки
tк- время контроля
tв- время выгрузки
а) базовый вариант
Tшт1 = 0,083 + 2 + 0,083 = 2,166 мин
б) проектный вариант
Tшт2 = 0,083 + 1,5 + 0,083 = 1,666 мин
Похожие работы




... для этого реагентный метод или мембранные методы обессоливания (обратный осмос, электродиализ). По технологическим процессам и, соответственно, применяемому оборудованию, методам очистки сточных вод гальванического производства можно дать следующую классификацию: · механические / физические (отстаивание, фильтрация, выпаривание); · химические (реагентная обработка); · коагуляционно ...
... с 8,3 до 0,03 мг/л, что ниже ПДК, степень очистки 99,6 % поэтому возможно использовать реагентную очистку в этом случае. Глава 4. Экономическая часть В данной работе проводилась очистка сточной воды машиностроительного предприятия , в процессе которой было использовано оборудование, химическая посуда, химические реактивы. В данной главе просчитаны общие затраты за год на очистку сточных вод ...
... (обработка минеральными солями и кислотами, коагулянтами и флокулянтами); физико-химические (электрокоагуляция, ультрафильтрация). Метод деэмульгирования масляных эмульсий путем коагуляции дисперсной фазы неорганическими электролитами получил широкое распространение в практике очистки сточных вод. По литературным данным, для очистки маслоэмульсионных сточных вод могут быть использованы NaCl, ...
... процесса, а также возможность получения шлама более низкой влажности (90-95%), высокая степень очистки (95-98%), возможность рекуперации удаляемых веществ. 3.2.3 Сорбция Среди физико-химических методов очистки сточных вод от нефтепродуктов лучший эффект дает сорбция на углях. Сорбция – это процесс поглощения вещества из окружающей среды твердым телом или жидкостью. Поглощающее тело называется ...
0 комментариев