Навигация
Бизнес-план инновационного предприятия
58957
знаков
17
таблиц
8
изображений
МИНИСТЕРСТВО ОБЩЕГО И ПРОФЕССИОНАЛЬНОГО
ОБРАЗОВАНИЯ РОССИЙСКОЙ ФЕДЕРАЦИИ
ЯКУТСКИЙ ГОСУДАРСТВЕННЫЙ УНИВЕРСИТЕТ
имени М.К.АММОСОВА
ФИНАНСОВО-ЭКОНОМИЧЕСКИЙ ИНСТИТУТ
Кафедра финансов и кредита
БИЗНЕС-ПЛАН ИННОВАЦИИпо предмету «Инновационный менеджмент»
Выполнил: студент ФЭИ ЯГУ,
группы “ФК-97”
Королев В. А.
Проверила: преподаватель
кафедры “Экономика и Управление”
Масалова Ю. А.
Якутск - 2000
СодержаниеСодержание стр. 1
1. Описание продукции стр. 2
1.1 Товар стр. 2
1.2 Основные технические характеристики стр. 2
1.3 Комплектация стр. 3
1.4 Структурная схема стр. 3
1.5 Ассортимент стр. 4
1.6 Достоинства и недостатки продукта стр. 4
2. Разработка организационного плана производства стр. 6
2.1 Генеральные условия производства стр. 6
2.2 Производственные конкурентные преимущества стр. 6
2.3 Описание технологии и исходной производственной базы стр. 6
2.4 Расчет количества рабочих в бригаде стр. 8
2.5 Расчет численности непроизводственного персонала и
общего числа работающих на предприятии стр. 9
2.6 Штат стр. 10
2.7 Менеджмент персоналом стр. 11
3. Расчет полной себестоимости производства стр. 13
3.1 Расчет объема выпуска продукции стр. 13
3.2 Расчет единовременных затрат, связанных
с образованием предприятия стр. 13
3.3 Расчет затрат на инвентарь и оборудование стр. 14
3.4 Расчет постоянных (общепроизводственных) расходов стр. 15
3.4.1-I Расчет необходимой рабочей площади стр. 15 3.4.1-II Расчет необходимой непроизводственной площади стр. 16 3.4.1-III Расчет общей площади предприятия стр. 173.4.2 Расчет арендной платы стр. 17
3.4.3 Расчет затрат на амортизацию стр. 18
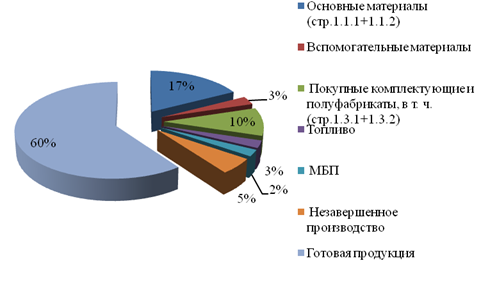
3.4.4 Расчет годового фонда оплаты труда непроизводственного персонала стр. 18 3.4.5 Расчет общепроизводственных расходов стр. 193.5 Расчет затрат на материалы и комплектующие стр. 19
3.6 Расчет затрат на рекламу стр. 20
3.7 Расчет транспортных расходов стр. 21
3.8 Определение годового фонда оплаты труда производственных рабочих стр. 213.9 Расчет общехозяйственных расходов стр. 22
3.10 Расчет полной себестоимости стр. 22
3.11 Расчет размера необходимых первоначальных вложений и уставного капитала стр. 234. Определение экономических показателей стр. 24
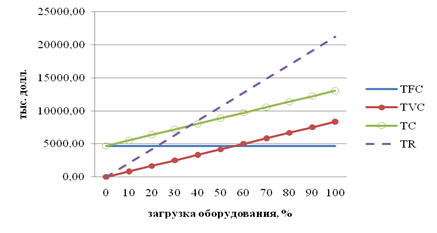
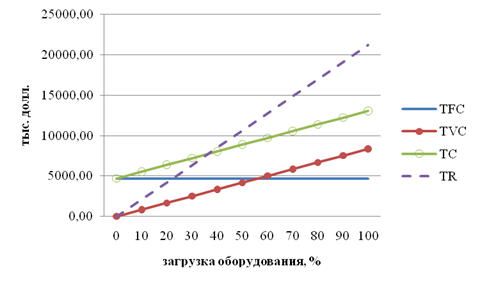
4.1 Определение критического объема выпуска или "точки безубыточности" стр. 244.2 Оценка рынка стр. 26
4.3 Ценовая политика и расчет цены стр. 26
4.4 Расчет и анализ экономических показателей стр. 27
Заключение стр. 30
Приложение 1: «Инструкция по технике безопасности» стр. 31
Приложение 2: «Гарантийные обязательства» стр. 32
1. Описание продукции
1.1 Товар
Электроудочка - это такое устройство, при помощи которого можно ловить рыбу в больших количествах, и очень быстро. Идея электроудочки основана на том, что при протекании в воде постоянного тока, возникает так называемая анодная реакция, под действием которой рыба начинает плыть от отрицательного электрода к положительному. Анодная реакция рыбы (то есть ее «тяготение» к аноду) объясняется тем, что на теле рыб имеются особые нервные окончания, чувствительные к электрическому полю и заставляющие мускулатуру рыб сокращаться непроизвольным образом так, что рыба движется в сторону положительного электрода - анода, которым является металлический обод сачка.
На основе данных исследований было запатентовано устройство для воздействия на рыб импульсным током постоянной полярности (авторское свидетельство «ј 200337», авторы М. Р. Майзелис и и Я. П. Мелентьев) - это удочка без удилища, крючка и лески. Вместо лески - кабель питания, вместо крючка - электронный преобразователь, а роль приманки играет импульсный ток, проходящий сквозь объем воды, заключенной между электродами. Глубину наркоза можно менять, изменяя параметры приложенного поля.
Электроудочка обладает следующими характеристиками, позволяющими говорить о выгодности ее производства:
ü Простота и быстрота изготовления;
ü Не требует специального оборудования для сборки;
ü Дешевизна, доступность комплектующих;
ü Взаимозаменяемость комплектующих открывает широкие возможности для модернизации и улучшения потребительских свойств товара и снижения его себестоимости;
1.2 Основные технические характеристикиПостоянное напряжение аккумулятора, В 12
Постоянное напряжение преобразователя, В 600-800
Мощность преобразователя, Вт 300-400 (или выше)
Частота электроимпульсного воздействия, Гц 20-120
Длительность воздействия электроимпульса,
мсек. 0,5-3
Ток потребления, А 10
Электрическое сопротивление в процессе ра-
боты, Ом 50
Время непрерывной работы прибора без под-
зарядки, ч 12-60 (в зависимости от аккумулятора)
Габариты прибора (без аккумулятора и электро-
дов), мм 200х140х50
Вес прибора (без аккумулятора), кг 1,6
Прибор смонтирован на печатной плате размером 190х100 мм, изготовленной из фольгированного стеклотекстолита или гетинакса толщиной 1,5 мм, закрепленной в корпусе изделия. Корпус изготовлен из ударопрочного полистирола.
1.3 КомплектацияЭлектроудочка состоит из следующих частей:
1. Устройство преобразования постоянного тока в импульсный сигнал с элементами управления;
2. Водонепроницаемый чехол для аккумулятора;
3. Кабель с разъемами для присоединения аккумуляторной батареи к устройству.
4. Электроды:
- положительный, в виде сачка с металлическим оголовьем;
- отрицательный, в виде провода (опускается в воду);
5. Инструкция по эксплуатации с правилами по технике безопасности и практическими советами по электроловле;
*6. В дальнейшем предполагается комплектовать электроудочку по желанию заказчика аккумуляторной батареей, 12 ампер-часов.
На лицевой стороне прибора расположены тумблер включения/выключения электроудочки, рычаг изменения силы электромагнитного колебания, контрольная лампочка подачи напряжения на электроды и стрелочный микроамперметр для контроля разрядки аккумулятора. На торцевой стороне расположены гнезда для подключения отрицательного и положительного электродов. На боковой стороне расположены разъемы для подключения кабеля от аккумуляторной батареи.
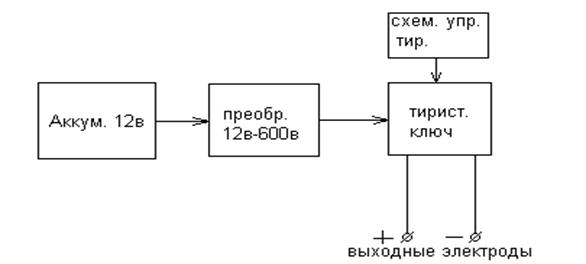
1.4 Структурная схемаСтруктурная схема электроудочки представлена на рис.1 и включает в себя:
1. Источник питания, обычно это автомобильный аккумулятор;
2. Преобразователь, преобразующий постоянное напряжение аккумулятора 12в, в постоянное напряжение 600 - 800в. Мощность преобразователя не менее 300 – 400 Вт (чем больше, тем лучше);
3. Тиристорный ключ;
4. Схему управления тиристорным ключом;
5. Выходные электроды.
Рис.1: Структурная схема электроудочки
Будет выпускаться 1 вид электроудочки, полностью соответствующий вышеприведенному описанию.
В целом на предприятии будет выпускаться и другая продукция, но в данной работе будет рассматриваться только один вид.
1.6 Сравнение данного прибора с имеющимися на рынке аналогамиПрежде чем описывать преимущества и недостатки электроудочки по сравнению с другими аналогами следует отметить, что как таковых, этих аналогов на рынке не существует. Несмотря на то, что патент на изобретение электроудочки выдан довольно давно – в 1957 году, серийного производства данного изделия для широкой продажи населению не было. Экспериментальная партия электроудочек «Пеликан» была разработана и изготовлена в рижском Центральном проектно-конструкторском технологическом бюро ГУ "Запрыба". До промышленного освоения была доведена лишь одна разновидность электроудочки – электрический трал для глубинной ловли креветок, который также разработал Я. П. Мелентьев (авторское свидетельство «j 235507»). Несмотря на то, что в основе принципа работы электрического трала лежала та же идея анодной реакции морских существ ее реализация сильно отличалась от первоначальной. Во-первых, питание устройства осуществлялось не от аккумулятора (в соленой воде ни один аккумулятор не смог бы выдать необходимой мощности), а от генератора с приводом от гидроротора, вращаемого при буксировке трала встречным потоком воды. Тем самым, трал как бы питал сам себя. Во-вторых, трал помимо функции «притяжения» креветок выполнял и роль электроловушки – анодная реакция не давала возможности крилю покинуть определенное пространство. Ну и, наконец, трал для глубинной ловли в отличие от портативной электроудочки имел внушительные габариты и стационарно монтировался на крупных рыболовецких сейнерах.
Конечно, нельзя не отметить удачные примеры разработок электроудочек в среде народных умельцев. Более того, именно благодаря этим изобретателям можно сказать, что удочка прошла практические испытания. Но в подавляющем большинстве случаев эти электроудочки изготавливаются для собственного использования и лишь мизерная их часть реализуется (знакомым и друзьям).
За пределами же пространства СНГ не только не налажено какое-либо промышленное производство электроудочек, но даже нет никакой информации о случаях ловли на основе анодной реакции рыб. То есть можно с определенной долей уверенности утверждать, что за рубежом не знают о подобном виде рыбалки.
Таким образом, в случае успешного освоения производства электроудочек, можно говорить о монопольном положении данного предприятия на рынке (даже в масштабах мировой экономики). И тогда продукция предприятия будет конкурировать с традиционными средствами рыбного лова – удочками, спиннингами, сетями, неводами и так далее. На основе сравнения с традиционными средствами лова будут отмечены достоинства и недостатки электроудочек.
Недостатки:
ü Возможность электрического поражения. Для снижения данного вида риска ручка сачка будет изготавливаться из диэлектрика – пластмассы, эбонита, и т.д. Кроме того, к электроудочке будет прилагаться подробная инструкция по технике безопасности, с текстом которой можно ознакомиться в прил. 1;
ü Незнание принципа работы и неумение пользоваться электроудочкой в связи с новизной продукта. Для устранения этого недостатка к электроудочке будет прилагаться инструкция по применению с практическими советами по электроловле.
Достоинства:
ü Эффективность. Использование электроудочки позволяет поймать намного больше рыбы и гораздо быстрее, чем при использовании традиционных средств лова;
ü Полная готовность. Электроудочка не требует никаких дополнительных приспособлений для ловли – приманок, мотыля, червей, подкормки и т. д.;
ü Удобность в использовании (не нужно раз за разом закидывать удочку или крутить катушку спиннинга);
ü Долговечность и прочность конструкции, что обеспечивается отсутствием сложных и ломких компонентов;
ü Универсальность. Электроудочка одинаково хорошо подходит для лова абсолютно всех пород рыб;
ü Не требует специфических знаний в области рыбалки - «рыбных мест», лучшего времени лова и т.д. Рыба сама приплывет туда, куда вам нужно в любое время суток.
Тенденции развития будут заключаться в усовершенствовании прибора, добавлении в него новых функций, улучшении имеющихся характеристик, изменении внешнего вида прибора . Это возможно в силу того, что применяемые в изделии детали являются широко доступными и недорогими.
2. Разработка организационного плана производства. 2.1 Генеральные условия производства
Сборочное производство будет расположено на территории Украины, в восточной части. Это связано со следующими факторами.
В Советском Союзе главной технологической базой для производства электроприборов была восточная Украина – Харьков, Донецк, Луганск, Днепропетровск. После распада СССР большая часть этих заводов остановилась, а оставшиеся резко сократили объемы выпуска продукции. Именно в этом районе можно найти множество заводов, которые выпускают все необходимые комплектующие. Соответственно, расходы на доставку комплектующих будут минимальны. Кроме того, эти предприятия готовы бороться между собой за возможного потребителя в нашем лице. Это позволит варьировать процесс поставок – можно легко менять поставщиков в поисках наивыгодных условий без ущерба для производства.
Немаловажным преимуществом восточной Украины в вопросе размещения производства является высокий уровень технической образованности населения и относительная, по сравнению с Россией, дешевизна рабочей силы. Кроме того, здесь налажена широкая транспортная сеть – развит железнодорожный, автомобильный, воздушный транспорт, недалеко расположены порты Азовского и Черного морей. Это позволит без труда выйти на внешние рынки – в первую очередь на центральноевропейские, где планируется реализовывать большую часть продукции. Наконец, законодательство Украины, в отличие от России и Белоруссии не ограничивает производство подобных технических средств для рыбной ловли.
2.2 Производственные конкурентные преимуществаДля изготовления электроудочки будут использованы недорогие, недефицитные, отечественные компоненты. В связи с этим прибор будет иметь высокие потребительские свойства при низкой себестоимости. Структура электроудочки позволяет использовать большой спектр радиодеталей без потери качества. Поиск оптимального сочетания комплектующих открывает путь для дальнейшей модернизации и улучшения потребительских свойств товара.
Еще одним важным технологическим преимуществом данного продукта является то, что все его компоненты не являются новыми разработками. Они производятся в нашей стране давно и известны широкому кругу радиолюбителей. Благодаря этому все необходимые детали можно без труда заказать на любом радиозаводе по приемлемой цене.
2.3 Описание технологии и исходной производственной базыОсобенностью технологического процесса производства данной продукции является то, что технологический процесс не требует каких то либо сложных агрегатов, станков или автоматических линий. Он состоит из следующих операций:
1. Входной контроль качества комплектующих изделий;
2. Подготовка корпуса изделия к дальнейшему монтажу и необходимая доработка корпуса;
3. Монтаж на лицевой панели микроамперметра, тумблера включения, контрольной лампочки и редуктора управления силой электромагнитного колебания;
4. Подготовка и обработка печатных плат для дальнейшего монтажа электронных компонентов;
5. Монтаж электронных компонентов на печатную плату;
6. Окончательная сборка прибора и соединение всех элементов. Установка в корпус.
7. Настройка, регулировка прибора и проверка его работоспособности и соответствия техническим характеристикам. Установка электродов.
8. Доукомплектация изделия необходимыми приспособлениями. Упаковка изделия в коробку.
Все операции осуществляются на монтажном столе, где задействуется вспомогательное оборудование: используются отвертки, напильники, надфили, паяльник, пинцет, скальпель, тестер, мини электродрель.
Нормы времени на каждую операцию взаимоувязаны с длительностью операции на рабочем месте таким образом, чтобы обеспечить прогнозируемую производительность, не утомляя работника. Все нормы времени на операции приведены в маршрутной карте (маршрутная карта - это технологический документ, который содержит перечень технологических операций в порядке их проведения. В маршрутной карте для каждой операции указывается оборудование, оснастка, инструмент, разряд работ и время).
Таб.1: Маршрутная карта
| Наименование и содержание операций | Специалист | Оборудование | Оснастка | Миним. разряд по ЕТС | Время мин. |
| Контрольная 1. Входной контроль качества комплектующих изделий. Подготовительная 1. Подготовка корпуса изделия к дальнейшему монтажу и необходимая доработка корпуса.
Монтажная 1. Монтаж на лицевой панели микроамперметра, тумблера включения, контрольной лампочки и редуктора управления силой электромагнитного колебания. Подготовительная 2. Подготовка и обработка печатных плат для дальнейшего монтажа электронных компонентов.
Монтажная 2. Монтаж электронных компонентов на печатную плату.
Монтажная 3. Окончательная сборка прибора и соединение всех элементов. Установка в корпус.
Контрольная 2. Настройка, регулировка прибора и проверка его работоспособности и соответствия техническим характеристикам. Установка электродов. Упаковочная 1. Доукомплектация изделия инструкцией по применению, водонепроницаемым чехлом для аккумулятора, кабелем для присоединения аккумулятора, запасной лампочкой. Также по желанию клиента изделие комплектуется аккумулятором. Упаковка изделия в коробку. | Электрик – контролер Механик – обработчик Сборщик Сборщик Сборщик Сборщик Электрик-контролер Упаковщик | Тестер, технические условия Монтажный стол Монтажный стол Монтажный стол Монтажный стол Монтажный стол Тестер, контрольный стенд Упаковочный стол | Щупы, зажимы, отвертка. Напильник, надфили, дрель. Паяльник, флюс, олово, кусачки, отвертка, монтажный провод Отвертка, напильник, дрель Паяльник, флюс, олово, кусачки, отвертка, монтажный провод Отвертка Отвертка, щупы, зажимы Скотч, ножницы | 4 2 3 3 3 2 4 1 | 10 15 40 20 40 20 20 15 |
2.4 Расчет количества рабочих в бригаде
Исходя из нормы затрат рабочего времени на полный цикл операций рассчитаем количество рабочих в бригаде. В бригаде должны быть представлены рабочие четырех специальностей:
1. Электрик – контролер, разряд не ниже четвертого;
2. Механик – обработчик, разряд не ниже второго;
3. Сборщик, разряд не ниже третьего;
4. Упаковщик, без разряда.
На основе вышеприведенных данных можно сделать вывод об оптимальном размере бригады, которая будет осуществлять полный цикл сборки и контроля продукции. Бригада должна состоять из 8-и сборщиков, 2-х контролеров, 1-го механика и 1-го упаковщика. (таб. 2). Таким образом, бригада должна состоять из 12 человек. Руководство бригадой осуществляет бригадир.
Таб.2: Расчет оптимального числа рабочих в бригаде
| Должность | Кол-во выполняемых операций | Суммарное затраченное время, мин. | Количество полных циклов в единицу времени n | Необходимое кол-во рабочих |
| Электрик-контролер | 2 | 30 | 4 | 2 |
| Механик - обработчик | 1 | 15 | 8 | 1 |
| Сборщик | 4 | 120 | 1 | 8 |
| Упаковщик | 1 | 15 | 8 | 1 |
| Итого | - | 180 | - | 12 |
За единицу времени n принято время, необходимое для выполнения всех операций сборщику, так как это наиболее продолжительная часть сборочного процесса.
2.5 Расчет численности непроизводственного персонала и общего числа работающих на предприятииДля нормального функционирования предприятия помимо рабочих, непосредственно занятых в производстве необходимо наличие штата управления и обслуживающего персонала.
Штат управления будет состоять из следующих сотрудников:
- Директор;
- Главный бухгалтер;
- Главный инженер – конструктор;
- Инженер по снабжению и сбыту;
- Бухгалтер – кассир;
- Бригадир.
Это составляет 28% от численности производственного персонала, что практически укладывается в рекомендуемые нормы соотношения рабочих и управленцев (20-25%).
Обслуживающий персонал представлен грузчиком – кладовщиком.
Общее количество непроизводственного персонала составит 8 человек.
Всего для работы предприятия требуется 32 человека (24 производственных + 8 непроизводственных работников).
2.6 ШтатДля того, чтобы качественно исполнять возложенные на них обязанности сотрудники фирмы должны обладать необходимыми навыками, теоретическими знаниями и практическим опытом. Поэтому для занятия какой-либо должности кандидат должен соответствовать определенным критериям, которые приведены в таб. 3. Однако помимо перечисленных условий будущий работник должен стремиться к достижению целей и задач фирмы, уважать внутреннюю культуру организации и дух товарищества, проявлять ответственность в своем деле и ценить труд коллег, хранить конфиденциальность известных ему коммерческих и служебных секретов, строго выполнять возложенные на него обязательства, соблюдать служебный распорядок.
Таб.3: Штатное расписание
| N | Должности | Кол-во | Разряд | Минимальные требования |
| 1. | Директор | 1 | - | Высшее экономическое или юридическое образование. Стаж работы на руководящей должности не менее 3 лет. Компетентность в вопросах производства, финансов и управления. Свободное владение английским языком и компьютером. Доля в уставном фонде предприятия. |
| 2. | Главный бухгалтер | 1 | - | Высшее экономическое образование. Свободное владение английским языком и компьютером. Общий бухгалтерский стаж – не менее 6 лет на негосударственном производственном предприятии, из них в должности главного бухгалтера – не менее 2 лет. |
| 3. | Главный инженер – конструктор | 1 | - | Высшее техническое образование. Свободное владение компьютером. Непосредственное участие в разработке изделия. Компетентность в вопросах производства. Стаж работы по профилю – не менее 5 лет. |
| 4. | Инженер по сбыту и снабжению | 1 | - | Высшее или среднее специальное экономическое образование. Знание рынка поставщиков и потребителей продукции, конкурентов. Свободное владение английским языком. Стаж работы по профилю – не менее 3 лет. |
| 5. | Бухгалтер-кассир | 1 | - | Среднее специальное экономическое образование. Свободное владение компьютером. Стаж работы – 2 года. |
| 6. | Бригадир | 2 | 5 | Среднее специальное техническое образование. Компетентность в вопросах производства. Компетентность в вопросах управления коллективом. Стаж работы на сравнимом производстве – не менее 5 лет (В дальнейшем бригадиры будут назначаться только из числа рабочих). |
| 7. | Электрик - контролер | 4 | 4 | Среднее специальное электротехническое образование. Стаж в должности сборщика не менее года. |
| 8. | Сборщик | 16 | 3 | Среднее специальное электротехническое образование. |
| 9. | Механик - обработчик | 2 | 2 | |
| 10. | Упаковщик | 2 | - | |
| 11. | Грузчик - кладовщик | 1 | - | |
| 12. | Итого | 32 |
Набор персонала может производиться из разных источников (таб. 4), однако необходимо провести тестирование каждого кандидата на вопрос соответствия будущей должности.
Таб.4 Порядок набора персонала предприятия:
| Должность | Конкурс, выборы, тестирование | Анкета | Рекомендации | Заявки в учебные заведения | Через службу занятости |
| Директор* | + | ||||
| Главный бухгалтер | + | + | |||
| Главный инженер - конструктор | + | + | + | ||
| Инженер по снабжению | + | + | |||
| Бухгалтер-кассир | + | + | + | ||
| Бригадир | + | ||||
| Электрик - контролер | + | + | + | ||
| Сборщик | + | + | + | ||
| Механик - обработчик | + | + | + | + | |
| Упаковщик | + | + | + | ||
| Грузчик - кладовщик | + | + | + |
* - директор назначается решением собрания пайщиков предприятия
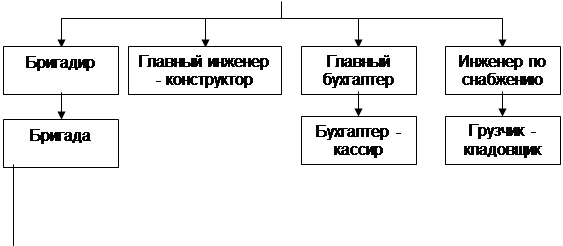
2.7 Менеджмент персоналомСистема управления всей фирмой строится по принципу вертикальной организационной структуры, которая позволяет вести эффективный контроль за работой фирмы в целом.
Схема организационной структуры представлена в рис 2:
Рис. 2: Схема организационной структуры фирмы
|
![]() Электрик – контролер;
Электрик – контролер;
![]() Механик – обработчик;
Механик – обработчик;
![]() Сборщик;
Сборщик;
![]() Упаковщик
Упаковщик
3. Расчет полной себестоимости производства 3.1 Расчет объема выпуска продукции
Для нормальной работы фирмы рекомендуется односменный режим работы с 8-ми часовым рабочим днем. Длительность рабочей недели составит
Похожие работы
... » стандартных стадий и разделов бизнес-плана. Далее следует перейти к более подробному описанию каждого из составляющих частей бизнес-плана – подробного описания содержания бизнес – плана. 4. Особенности содержания бизнес-плана инновационного проекта. Ответ на первый из вышеперечисленных вопросов следует приводить в бизнес-плане сразу после краткого изложения сути инвестиционного проекта, ...
... 500,10 698,57 2. Инвестиционные затраты на внеоборотные активы 2662,50 3111,46 – – – 3. НДС на внеоборотные активы 443,75 518,58 – – – 2. реализация потенциала инновационного предприятия 2.1 Анализ рынков сбыта. Стратегия маркетинга 2.1.1 планирование цены продукции Отпускная цена продукции предприятия рассчитывается в двух вариантах: максимальная затратная отпускная цена и ...


... льготы на федеральном или на местном уровне, т.е. заложить изначально в бизнес-план стабилизирующие финансовые факторы и факторы профилактики от банкротства.Бизнес-план Создания предприятия гостиничного комплекса ООО “Лилия”Разработчик: Студентка 3- го курса Ялтинского института менеджмента, группы Ф-10 Рачкова Е.И. Адрес: г. Ялта, ул. Войкова, 9, кв.19 Тел. ...
... цикла проекта; 3) затраты принимаются постоянными за весь жизненный цикл проекта и определяются по первому стартовому году. Методические указания Финансовый план бизнес-плана инновационного проекта является одним из важнейших разделов бизнес-плана и содержит такие показатели как затраты, доходы и ожидаемую прибыль от реализации, сроки окупаемости затрат. При расчете финансового плана ...
0 комментариев