Ассортимент
выпускаемой
продукции
Характеристика
сырья и материалов
Технологическая
схема производства
фарфоровфх
изделий
Формование
форфоровых
изделий
Сушка, утильный
обжиг и глазурование
изделий
Политой
обжиг
Декорирование
фарфоровых
изделий
Контроль
производства
Раз в неделю осуществляется химический анализ
Окончательный
обжиг
ХАРАКТЕРИСТИКА
ПРОДУКЦИИ
ВЫПУСКАЕМОЙ
ПРЕДПРИЯТИЯМИ
КЕРАМИЧЕСКОЙ
ОТРАСЛИ РБ
МЕТОДЫ
КОНТРОЛЯ КАЧЕСТВА
КЕРАМИЧЕСКИХ
МАТЕРИАЛОВ
Сырьевая
база керамической
промышленности
РБ
Общеинженерное
оборудование
керамической
отрасли
Навигация
Сушка, утильный обжиг и глазурование изделий
Отчёт по практике на Минском фарфоровом заводе и в НИИСМе
218140
знаков
13
таблиц
39
изображений
5.4.4 Сушка, утильный обжиг и глазурование изделий
После формования полуфабрикат надо высушить, это требуется как для выполнения последующих операций, так и для беспрепятственного проведения обжига.
Кристаллическая вода, химически связанная в глинистых минералах, не выделяется при сушке. Она отщепляется только во время обжига.
При сушке вода превращается в пар. Перевод воды из: жидкой фазы в газообразную требует значительного расхода тепловой энергии. Отнесенный к температуре воздуха 20°С он составляет примерно 2427-103 Дж на испарение 1 л воды. Сушка должна быть в значительной степени закончена перед обжигом, так как выделяющийся водяной пар при определенных условиях может охладиться до достижения точки росы. Конденсат осаждается на черепке и размягчает его, в результате чего изделие деформируется. Кроме того, при высокой температуре в зоне нагревания печи начинается интенсивное испарение воды. Поверхность изделия быстро высыхает, открытые поры сужаются и закрываются, препятствуя прониканию водяного пара наружу. В критических случаях это может привести к разрушению черепка.
Для сушки изделий тонкой керамики используют преимущественно влажный воздух. При сопоставлении плотностей сухого и влажного воздуха и водяного пара при температурах О и 100°С видно, что сухой воздух тяжелее водяного пара и влажного воздуха.
Влажный воздух благодаря своей меньшей плотности стремится в сушилке вверх. При этом он соприкасается с высушиваемыми изделиями, поглощает и увлекает с собой выделяющийся из них пар.
Д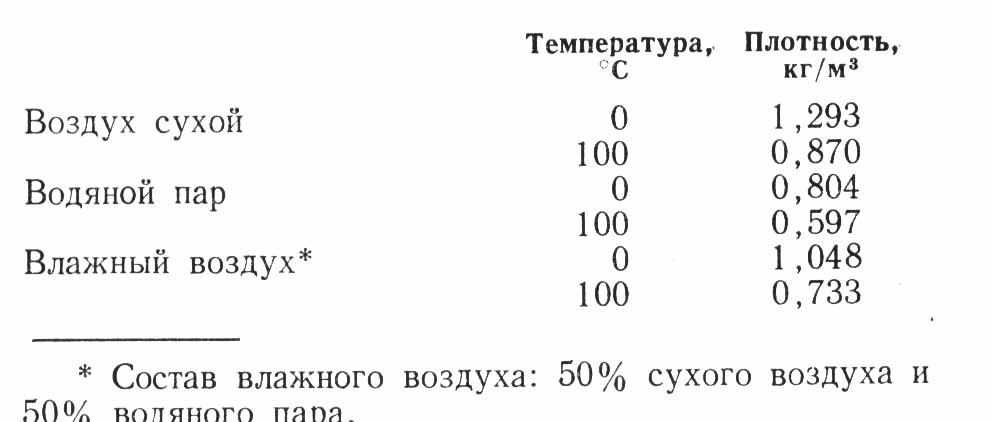 ля
правильного
ведения процесса
сушки необходимо
знать основные
закономерности.
Если сушка
организована
соответствующим
образом, то
возникает
меньше дефектов.
Процесс сушки
осуществляется
с поверхности,
изделие должно
сначала стать
относительно
сухим внутри,
а уже затем его
поверхность
отдаст последнюю
влагу.
ля
правильного
ведения процесса
сушки необходимо
знать основные
закономерности.
Если сушка
организована
соответствующим
образом, то
возникает
меньше дефектов.
Процесс сушки
осуществляется
с поверхности,
изделие должно
сначала стать
относительно
сухим внутри,
а уже затем его
поверхность
отдаст последнюю
влагу.
Вода, находящаяся в порах, достигает поверхности, что вызвано увеличением ее объема при нагревании. Вода в порах, расположенных ближе к поверхности, испаряется и обеспечивает продвижение воды из пор, находящихся в нижних слоях.
После удаления значительной части воды из пор начинается усадка изделия. Так как вода, находящаяся в порах, не только обусловливает усадку, но и в значительной степени влияет на ее величину, она называется также усадочной. С началом усадки изделия поры сужаются, их диаметр уменьшается, в результате увеличивается капиллярный эффект. По мере нагревания изделий к их поверхности поступает уже водяной пар, поглощаемый теплоносителем. Процесс аналогичен всасыванию жидкости, поэтому через поры наружу может выходить и вода, окружающая частицы оболочкой. Между поверхностью и внутренней частью черепка возникает перепад (градиент) влажности, который постепенно снижается.
С повышением температуры начинает испаряться большая часть воды набухания. Она переходит через поверхность частиц в их водную оболочку, проникает в поры и достигает поверхности испарения. К этому времени внутри материала воды больше нет, остается только водяной пар, который диффундирует через черепок наружу.
Сушку обусловливают многие факторы. Дефекты массы и нарушения технологии ее приготовления проявляются в процессе сушки и ухудшают качество полуфабриката. Особое значение имеет влажность изделия до сушки. Массы с высоким влагосодержанием требуют длительной сушки. Необходимо устанавливать по возможности равномерную скорость сушки. Если при быстрой сушке водяной пар не может испариться полностью, то в черепке появляются напряжения. В результате возможна деформация или даже полное разрушение черепка.
Сушку можно проводить различными способами. Задача заключается в выборе технически наиболее приемлемого и экономически наиболее эффективного способа.
Непосредственный теплообмен нагретого воздуха с высушиваемой продукцией происходит при конвективной сушке. Теплоноситель при этом отдает накопленное тепло изделиям, поглощает выделяющийся водяной пар и выводит его из сушилки. Процессы теплопередачи и поглощения пара сопровождаются охлаждением поверхностей испарения. Поэтому горячий теплоноситель надо подводить непрерывно, иначе из-за снижения температуры произойдет конденсация пара.
Другие способы — это контактная и радиационная сушка, которые мало используются для тонкой керамики.
Для осуществления сушки имеет существенное значение система подачи теплоносителя к изделиям. По этому признаку различают сушку:
стационарную — изделия не перемещаются, теплоноситель воздействует на них неравномерно;
прямоточную — изделия и теплоноситель перемещаются в сушилке в одном направлении;
противоточную — изделия и теплоноситель перемещаются в сушилке в противоположных направлениях;
перекрестную — изделия передвигаются вдоль сушилки, а теплоноситель поперек;
перекрестно-противоточную — изделия перемещаются вдоль сушилки, теплоноситель многократно обновляется и движется поперек сушилки; в конце сушилки навстречу изделиям нагнетается горячий воздух.
Самые современные сушилки работают по принципу перекрестно-циркуляционно-многоступенчатых. Теплоноситель циклически многократно нагревается и насыщается влажным воздухом, чем достигаются превосходные результаты. Несмотря на относительно высокую скорость сушки, изделия имеют мало • дефектов.
Карусельная сушилка. Состоит из вращаемого вручную карусельного стола с отверстиями, через которые снизу по распределительной системе нагнетается воздух. Высушиваемые изделия, обычно кружки, опрокидывают над отверстиями карусельного стола. Сушка проводится до кожетвердого состояния. Затем полуфабрикат оправляют, приставляют ручки и переставляют в сушилку для окончательной сушки. Сушилку обогревают паровыми калориферами.
К амерная
сушилка (рис.
19). Состоит из
одной или нескольких
отдельных
камер. Сушка
происходит
на основе конвекции.
Источником
тепла может
быть пар, горячий
воздух или
отходящие от
печей газы.
Тепло подводится
к сушилкам
через ребристые
трубы.
амерная
сушилка (рис.
19). Состоит из
одной или нескольких
отдельных
камер. Сушка
происходит
на основе конвекции.
Источником
тепла может
быть пар, горячий
воздух или
отходящие от
печей газы.
Тепло подводится
к сушилкам
через ребристые
трубы.
Сушилку загружают вручную. Изделия устанавливают на полки или на этажерочные вагонетки. В камерных сушилках осуществляется одностадийная сушка. Изделия во время сушки неподвижны, а теплоноситель омывает их. Для организации равномерной сушки вентиляторами обеспечивают циркуляцию теплоносителя. Насыщенный водяным паром воздух удаляют из верхней части сушилки вытяжными вентиляторами. В камерных сушилках очень трудно достичь равномерного распределения потоков воздуха.
Основные недостатки сушилок — периодичность действия, большие потери тепла при загрузке и разгрузке, относительно длительное время сушки. Время сушки и тепловые потери можно сократить, используя секционные камерные сушилки.
Туннельная сушилка. Сушилка отличается от камерной: тем, что в ней перемещаются изделия и теплоноситель. Изделия вручную укладывают на транспортирующую ленту или устанавливают на вагонетки. Туннельные сушилки работают непрерывно. Передвижение изделий механизировано, используются такие же источники тепла, как в камерных сушилках. Сушилка состоит из обшитого теплоизоляционными плитами каркаса, на торцовых стенках которого находятся загрузочное и разгрузочное окна. Источники тепла такие же, как для всех остальных сушилок. Регулирующие устройства поддерживают заданные температуру, состав влажного воздуха и скорость сушки. Формы с изделиями через загрузочное окно помещают на люльки сушилки. Загрузка иногда механизирована, за исключением участков литья
Сушилки на поточных линиях оснащены пневматическими переставителями. Современное направление развития сушильной техники — это создание скоростных сушилок, отличающихся исключительно коротким сроком сушки.
Причину дефектов, появляющихся в процессе сушки, часто трудно установить, так как это может быть не только нарушение режима, но и отклонения от технологических параметров на предыдущих этапах производства. Такие дефекты, как деформация изделий, трещины, разрушение полуфабриката, проявляются только после сушки, и не всегда удается однозначно выявить причину того или иного дефекта. Существенное влияние на результат сушки оказывает состав массы. Высокое содержание глинистых составляющих и, как следствие, большое количество воды набухания при неправильно выбранном режиме сушки изделия обусловливают появление дефектов. Во время сушки в черепке образуются большие перепады влажности, из-за чего происходит деформация полуфабриката.
Причина деформации может быть заложена в технологии формования. Большая разница между частотами вращения шпинделя и ролика так же, как и сильное давление ролика, разрыхляет черепок, который из-за этого разрушается при нагревании во время сушки.
Интенсивная сушка, не учитывающая возможности перемещения влаги в полуфабрикате, также приводит к дефектам, потому что быстрый отбор влаги приводит к напряжениям в полуфабрикате. Сначала происходит деформация и появляются трещины, затем изделие разрушается..
Основное правило эксплуатации всех сушилок — соблюдение чистоты. Обязательно надо удалять пыль. Если на высушенном изделии вследствие конденсации появляются пятна ржавчины, то сушилку необходимо почистить. Металлические детали, с которых осыпается ржавчина, покрывают антикоррозийной краской.
Утильный обжиг. Назначение первого обжига — прежде всего упрочнить полуфабрикат. Относительно тонкий черепок необожженных изделий при глазуровании размокает и не выдерживает механического воздействия. Кроме того, в процессе первого обжига должно произойти очищение черепка, т. е. выгорание органических примесей, разложение выделяющих газ веществ. (Этого же можно достичь в зоне подогрева печей политого обжига.) Во время первого обжига в массе происходят следующие процессы:
испаряется не удалившаяся при сушке остаточная вода затворения и гигроскопическая влага (1—870);
в области температур 500—600 °С выделяется кристаллическая вода каолинита, масса обжигается «намертво» (необратимо), после чего ее нельзя больше пластифицировать водой; при более высоких температурах начинается спекание массы, прокаленный черепок приобретает прочность, которая зависит от температуры и длительности ее воздействия;
при температуре от 900 до 1000 °С расщепляются газообразные составляющие
Для политого обжига фарфора в туннельных печах, продолжительность процесса в которых в отличие от камерных печей поддерживается постоянной, особенно важно правильно проводить первый обжиг. Чтобы обеспечить дальнейшее превращение метакаолинита, возникшего при обезвоживании каолинита, для фарфоровых масс необходимо поддерживать высокую температуру первого обжига (950—1050°С). Этим предотвращаются такие дефекты политого обжига, как прыщ и пузырь.
Однако с усовершенствованием конструкции туннельных печей для политого обжига фарфора развивается противоположное, более экономичное направление в технологии обжига: с целью снижения расхода топлива первый обжиг проводят при низкой температуре (700—850°С), а очистку и дегазацию черепка обеспечивают во время политого обжига. Естественно, механическая прочность полуфабриката снижается, впрочем для глазурования она остается достаточной. Преимуществом более низкой температуры первого обжига является также быстрое охлаждение изделий, благодаря чему можно значительно повысить производительность печей.
При современном уровне развития техники первый обжиг можно проводить в щелевых печах, в которых чашки и установленные поодиночке тарелки обжигают за 30—60 мин, стопки тарелок по 10 шт. и более —за 6 ч. Предпосылкой скоростного первого обжига является хорошая сушка. Содержание остаточной влаги в полуфабрикате не должно превышать 2%. С повышением влажности массы сильно снижается прочность необожженного черепка. На это необходимо обращать особое внимание при транспортировании полуфабриката например установленных в стопки тарелок.
Особенно тщательно надо проводить охлаждение, так как большая часть трещин во время первого обжига образуется при охлаждении. Рекомендуется замедление процесса охлаждения в области температуры превращения кварца 575 °С, связанного со скачкообразным изменением объема материала.. Толстостенные изделия, такие как фарфоровая посуда для общественного питания, можно обжигать однократно, минуя первый обжиг.
На Минском фарфоровом заводе утильный обжиг производится в следующих печах: полые изделия обжигаются в печи ЛЕР, а плоские изделия в печи типа ПОК. Температурные режимы печей приведены в приложении.
Глазурование
0 комментариев