Технологичность по геометрической форме, точности и качеству поверхностей
Расчёты, оптимизация и обоснование потребного количества технологических операций (переходов) формообразования поверхностей-представителей детали АД
Разработка, обоснование, оптимизация и оформление сводной карты и предварительного плана технологического процесса изготовления полумуфты правой
Расчёты припусков на обработку операционных размеров-координат плоских торцевых поверхностей расчётно-аналитическим методом
Проектирование и выполнение чертежа заготовки полумуфты правой
Расчет частоты вращения заготовки и действительной скорости резания
Сверление
Расчет частоты вращения сверла
Определение расчетной частоты вращения шпинделя
Расчет частоты вращения заготовки и действительной скорости резания
Определяем эффективную мощность шлифования
Выбор оборудования
Навигация
Расчет частоты вращения сверла
Определение показателей технологичности детали АД
63384
знака
8
таблиц
16
изображений
9. Расчет частоты вращения сверла.
Расчет производим по формуле :
![]() .
.
Согласуем частоту вращения с характеристиками станка:
nст=1588 об/мин.
Определим действительную скорость резания:
![]() .
.
10. Расчет осевой силы резания.
Рассчитаем осевую силу резания по формуле [6, c.276]:
P![]()
![]() ,
,
где k![]() = k
= k![]() =
=  [6, c.264, т.9],
[6, c.264, т.9],
C![]() = 68; q = 1; y = 0,7 [6, с.281, т.32].
= 68; q = 1; y = 0,7 [6, с.281, т.32].
P![]()
![]() Н.
Н.
11. Расчет крутящего момента.
Определим крутящий момент по формуле [6, с.277]:
М![]()
![]() .
.
На возникающие при сверлении осевую силу и суммарный крутящий момент сопротивления резанию оказывают влияние следующие основные факторы: обрабатываемый материал, геометрические параметры сверла, смазывающе-охлаждающие жидкости, износ сверла, глубина сверления, скорость резания, подача.
С![]() = 0,0345, q = 2, y = 0,8 [6, c.281, т.32],
= 0,0345, q = 2, y = 0,8 [6, c.281, т.32],
М![]()
![]() Нм.
Нм.
12. Расчет мощности привода станка.
Мощность электродвигателя, необходимая для резания, определяется с учётом КПД станка (0,7…0,8).
Рассчитаем мощность привода станка по формуле:
N![]() =
= ![]() ,
,
где, N![]() =
= ![]() - мощность, затрачиваемая на резание (эффективная мощность).
- мощность, затрачиваемая на резание (эффективная мощность).
N![]() =
= ![]() кВт,
кВт,
N![]() =
= ![]() кВт,
кВт,
![]() ,
,
1,869< 4,5 – условие выполняется,
M![]() < M
< M![]() ,
,
![]() Нм,
Нм,
3,6 < 32,2 – условие выполняется.
13. Расчет основного машинного времени. ,
,
где lПОДВ =2мм – длина подвода;
lОБР =8мм –длина обработки;
lПЕРЕБ =2мм – длина перебега.
![]() .
.
Переход 010 – Подрезать торец 37
1. Выбор инструмента.
Для подрезки торца выбираем токарный подрезной отогнутый резец с пластинами из твёрдого сплава по ГОСТ18880-73 (2, стр.121, т.8), материал резца – Т15К6. Эскиз резца представлен на рисунке 2.8.
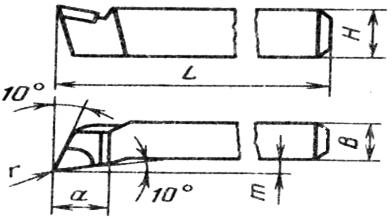
Рисунок2.8
H=16; B=12; L=100; m=5; a=12; r=1
2. Определение глубины резания.
При черновом точении глубина резания принимается равной припуску на обработку. t=z=0,5мм.
3. Определение подачи.
S=0,4 (мм/об) (2, стр.266, т.11).
4. Определение скорости резания.
Скорость резания при точении рассчитывают по формуле:
![]() ;
;
Где Т=60 мин, Сv=47, x=0,15, y=0,35, m=0,20;
![]() ;
;
где  , (2. стр.261, т.1);
, (2. стр.261, т.1);
![]() , (2. стр.263, т.6);
, (2. стр.263, т.6);
![]() , (2. стр.263, т.5);
, (2. стр.263, т.5);
![]() ;
;
Таким образом скорость резания будет равна:
![]() м/мин.
м/мин.
Похожие работы
... , КБАЗ – базовое значение показателя технологичности. >1 >1>1 Видим, что деталь технологична для разового, повторяющегося единичного и серийного производств. 7. Разработка технологического процесса изготовления детали в САПР ТехноПро Технологический процесс изготовления детали будем разрабатывать в САПР ТехноПро. Система ТехноПро обеспечивает проектирование операционных ...
... разработку тех. процессов, повысить качество этих разработок, сэкономить время и сократить затраты на технологическую подготовку производства. Разработка технологического процесса включает в себя следующие этапы [7]: - определение технологической классификационной группы детали; - выбор по коду типового технологического процесса (выбор метода получения детали); - выбор ...
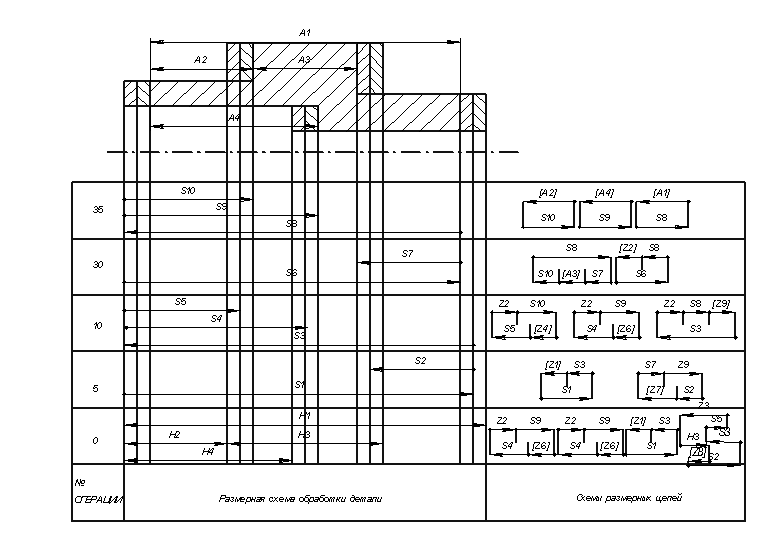
... , включающий в себя только один конструкторский размер или один припуск, образует технологическую размерную цепь. Значения минимальных припусков Zi-jmin на формообразующие операции принимаем из расчета операционных размеров-координат нормативным методом и заносим в табл. 7.2. Определив Zi-jmin составляем исходные уравнения размерных цепей относительно Zi-jmin: где Хr min – наименьший ...
... , нет необходимости изменять конструкцию и размеры детали, а также нет необходимости в дополнительных операциях для выполнения технических требований. Выбран технологический процесс изготовления детали типа шатун. Технологический процесс изготовления детали составлен грамотно. Для каждой операции подобраны: необходимое оборудование, режущий и мерительный инструмент, приспособления и оснастка, ...
0 комментариев