Технологичность по геометрической форме, точности и качеству поверхностей
Расчёты, оптимизация и обоснование потребного количества технологических операций (переходов) формообразования поверхностей-представителей детали АД
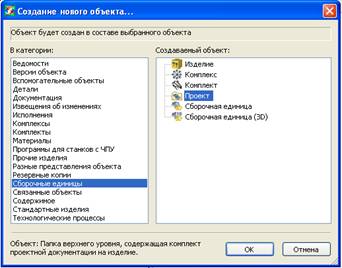
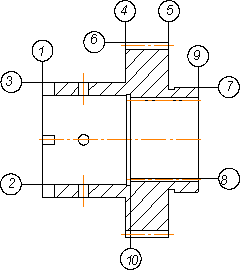
Разработка, обоснование, оптимизация и оформление сводной карты и предварительного плана технологического процесса изготовления полумуфты правой
Расчёты припусков на обработку операционных размеров-координат плоских торцевых поверхностей расчётно-аналитическим методом
Проектирование и выполнение чертежа заготовки полумуфты правой
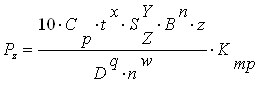
Расчет частоты вращения заготовки и действительной скорости резания
Сверление
Расчет частоты вращения сверла
Определение расчетной частоты вращения шпинделя
Расчет частоты вращения заготовки и действительной скорости резания
Определяем эффективную мощность шлифования
Выбор оборудования
Навигация
Расчёты припусков на обработку операционных размеров-координат плоских торцевых поверхностей расчётно-аналитическим методом
Определение показателей технологичности детали АД
63384
знака
8
таблиц
16
изображений
2.7 Расчёты припусков на обработку операционных размеров-координат плоских торцевых поверхностей расчётно-аналитическим методом
Припуски при обработке торцевых поверхностей рассчитываются по формуле:
![]() ;
;
где ![]() - шероховатость поверхности, полученная на предшествующей операции, мкм;
- шероховатость поверхности, полученная на предшествующей операции, мкм;
![]() - глубина дефектного поверхностного слоя, полученная на предшествующей операции, мкм;
- глубина дефектного поверхностного слоя, полученная на предшествующей операции, мкм;
![]() - пространственные отклонения на предыдущей операции, мкм;
- пространственные отклонения на предыдущей операции, мкм;
![]() - погрешность установки на данной операции, мкм.
- погрешность установки на данной операции, мкм.
Для примера рассмотрим расчет припусков переднего торца 5:
- черновое точение: Rz=80мкм, h=60мкм;
- чистовое точение: Rz=40мкм, h=15мкм;
Пространственное отклонение, обусловленное короблением заготовки, можно не учитывать ввиду малой протяженности торцевых поверхностей.
Погрешность установки e в осевом направлении по данным [3,с.20, т.1] составляют:
- черновое точение: e=50мкм;
- чистовое точение: e=30мкм;
Отсюда, минимальный припуск на:
- черновое точение: Zi min = 80+150+0+50 = 280 мкм;
- чистовое точение: Zi min = 40+60+0+30 = 85 мкм;
Результаты расчета припусков на другие поверхности приведены в таблице 2.5
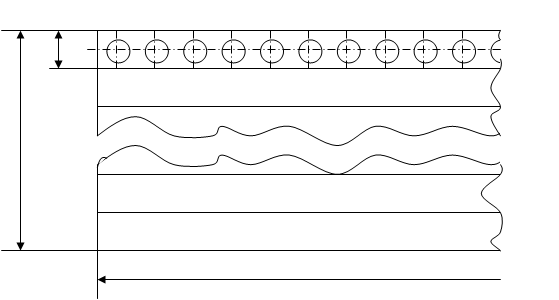
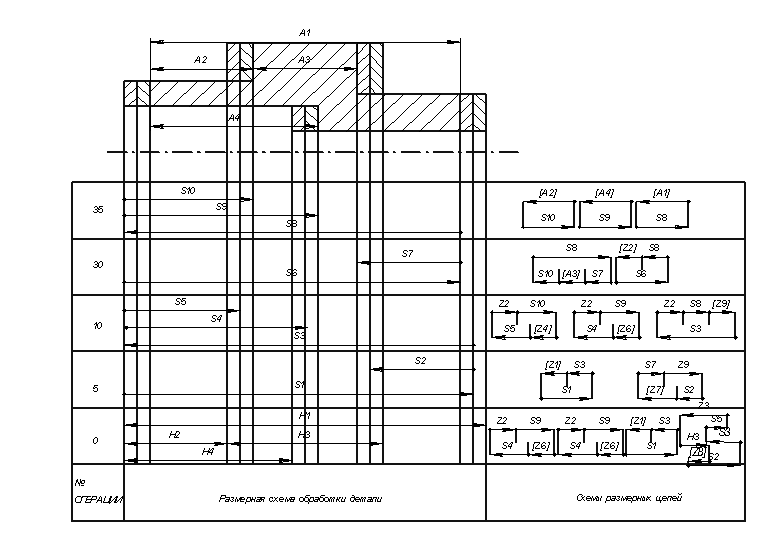
2.8 Разработка, выполнение и анализ размерной схемы формообразования и схем размерных цепей плоских торцевых поверхностей полумуфты
Для расчета межоперационных и общих припусков, операционных размеров торцевых поверхностей и допусков на них разрабатывают размерную схему технологического процесса обработки этих поверхностей и разрабатывают соответствующие технологические размерные цепи.
Размерную схему процесса разрабатывают на основе плана технологического процесса. Для этого вычерчиваем контур готовой детали, указываем в направлении торцов слои межоперационных припусков на обработку. Указываем расстояние между торцевыми поверхностями размерами Адет, Bдет, Cдет в соответствии с координацией размеров на рабочем чертеже с учетом количества обработок торцевых поверхностей, условно показываем операционные припуски и соответствующие размеры заготовки Aзаг., Bзаг, Cзаг. Все исходные, промежуточные и окончательные торцевые поверхности нумеруем по порядку слева на право от 1 до n. Через нумерованные поверхности проводим вертикальные линии, затем в зонах номеров соответствующей операции, между вертикальными линиями начиная с последней операции с учетом эскизов установки и обработки плана технологического процесса, указываем технологические размеры, получаемые при выполнении каждой операции соответствующими буквами. Операционные размеры представляем в виде стрелок с точкой. Точка совмещается с установочной базой, а стрелка с поверхностью, обработанной в данной операции.
Справа от размерной схемы для каждой операции выявляем и строим схемы технологических размерных цепей. Выявление размерных цепей по размерной схеме начинаем с последней операции. Построение выполняем таким образом, чтобы в каждой новой цепи был неизвестен только одно звено. И так до получения всех операционных размеров и размеров заготовки с допусками и предельными отклонениями.
После построения размерной схемы обработки торцевых поверхностей делаем проверку. Она заключается в том, что сумма начерченных конструкторских размеров и припусков равна сумме операционных размеров и числу размеров заготовки.
Размерная схема представлена на чертеже 2006.СТАТЫЛ.243-03
2.9 Расчёты и оптимизация припусков на обработку и операционных размеров-координат торцевых поверхностей с использованием методов теории графов размерных цепей
Для выявления сложных размерных цепей целесообразно построение графа размерных связей, который начинают с технологической установочной базы первой операции обработки резанием. Технологические базы всех операций должны быть непосредственно связаны между собой размерами. Чтобы построить дерево необходимо выбрать какую-либо вершину. Первоначально выбранная вершина называется корневой. Построение дерева может начинаться с любой вершины. Если принять поверхности заготовки и детали за вершины, а связи между ними (размеры) за ребра, то процесс обработки детали, начиная с заготовки до готовой детали можно представить в виде двух деревьев – исходного и производного, соответственно. Дерево с конструкторскими размерами и размерами припусков на обработку называется исходным, а дерево с технологическими размерами – производным. Если оба этих дерева для конкретной детали совместить, то такой совмещенный граф в закодированной форме позволяет представить геометрическую структуру технологического процесса обработки рассматриваемой детали. В таком графе все размерные связи и технологические размерные цепи из неявных превращаются в явные. Появляется возможность, не прибегая к чертежу детали, а пользуясь только этой информацией, носителем которой является совмещенный граф, производить все необходимые исследования и расчеты. Любой замкнутый контур на совмещенном графе, состоящий из ребер исходного и производного деревьев, образует технологическую размерную цепь. В ней ребро исходного дерева является замыкающим звеном, а ребра производного дерева являются составляющими звеньями [4, с.28].
За основу при построении исходного и производного деревьев берут размерную схему процесса формирования торцевых поверхностей.
Сначала строим производное дерево, а затем – исходное дерево.
Перед построением совмещенного графа необходимо проверить:
а) на размерной схеме технологического процесса количество операционных размеров, учитывая размеры заготовки, должно равняться количеству конструкторских размеров, включая общее количество припусков;
б) к каждой поверхности должна подходить одна и только одна стрелка.
После проверки правильности построения деревьев их совмещают так, чтобы вершины с одинаковыми номерами совпали. Совмещенный граф производного и исходного деревьев и является графом технологических размерных цепей.
Граф размерных цепей представлен чертеже 2006.СТАТЫЛ.243-04
Уравнения размерных цепей заносим в таблицу 2.6
Таблица 2.6
| № | Уравнения размерных цепей | Искомый размер |
| 1 | Dдет=D160 | D160 |
| 2 | Z8-9= D90-D160 | D90 |
| 3 | Bдет=B80 | B80 |
| 4 | Z4-5= B60-B80 | B60 |
| 5 | Aдет= A50-Bдет | A50 |
| 6 | Z12-13= A40-A50 | A40 |
| 7 | Z2-3=A30-A40 | A30 |
| 8 | Z13-14=A20-A30 | A20 |
| 9 | Z1-2= HЗАГ -A20 | HЗАГ |
| 10 | Сдет=C40 | C40 |
| 11 | Z6-7=C40-C20+А30-А40 | C20 |
| 12 | Eдет= E90 | E90 |
| 13 | Z10-11= E90-E30+ A40-A50 | E30 |
Результаты расчета уравнений размерных цепей торцевых поверхностей сводим в таблицу 2.7.
Похожие работы
... , КБАЗ – базовое значение показателя технологичности. >1 >1>1 Видим, что деталь технологична для разового, повторяющегося единичного и серийного производств. 7. Разработка технологического процесса изготовления детали в САПР ТехноПро Технологический процесс изготовления детали будем разрабатывать в САПР ТехноПро. Система ТехноПро обеспечивает проектирование операционных ...
... разработку тех. процессов, повысить качество этих разработок, сэкономить время и сократить затраты на технологическую подготовку производства. Разработка технологического процесса включает в себя следующие этапы [7]: - определение технологической классификационной группы детали; - выбор по коду типового технологического процесса (выбор метода получения детали); - выбор ...
... , включающий в себя только один конструкторский размер или один припуск, образует технологическую размерную цепь. Значения минимальных припусков Zi-jmin на формообразующие операции принимаем из расчета операционных размеров-координат нормативным методом и заносим в табл. 7.2. Определив Zi-jmin составляем исходные уравнения размерных цепей относительно Zi-jmin: где Хr min – наименьший ...
... , нет необходимости изменять конструкцию и размеры детали, а также нет необходимости в дополнительных операциях для выполнения технических требований. Выбран технологический процесс изготовления детали типа шатун. Технологический процесс изготовления детали составлен грамотно. Для каждой операции подобраны: необходимое оборудование, режущий и мерительный инструмент, приспособления и оснастка, ...
0 комментариев