НАЗНАЧЕНИЕ И ПРИНЦИП РАБОТЫ ОСНОВНЫХ МЕХАНИЗМОВ И УЗЛОВ СТАНКА
ТЕХНОЛОГИЧЕСКАЯ СХЕМА ПРОКЛАДЫВАНИЯ УТКА, ФОРМИРОВАНИЯ КРОМОК И ТКАНИ
ОБЗОР ЛИТЕРАТУРНЫХ И ПАТЕНТНЫХ ИСТОЧНИКОВ
СИНТЕЗ КУЛАЧКОВО-РЫЧАЖНОГО МЕХАНИЗМА УКЛАДЧИКА
ОПРЕДЕЛЕНИЕ УГЛОВ УКЛАДКИ ПРОКЛАДЧИКА НА ТРАНСПОРТЕР
МЕТОДИКА ЭКСПЕРИМЕНТАЛЬНОГО ИССЛЕДОВАНИЯ МЕХАНИЗМА ВОЗВРАТЧИКА ПРОКЛАДЧИКА
РАСЧЕТ НА ПРОЧНОСТЬ РЫЧАГА
РАСЧЕТ НА УСТАЛОСТНУЮ ПРОЧНОСТЬ РЫЧАГА
АНАЛИЗ ТРУДА ПРИ ЭКСПЛУАТАЦИИ ТЕХНОЛОГИЧЕСКОГО ОБОРУДОВАНИЯ НА ПРОИЗВОДСТВЕ
РАЗРАБОТКА КОМПЛЕКСНЫХ МЕРОПРИЯТИЙ ПО ОБЕСПЕЧЕНИЮ БЕЗОПАСНОСТИ УСЛОВИЙ ТРУДА
ОХРАНА ОКРУЖАЮЩЕЙ СРЕДЫ
РАБОТА ПРЕДПРИЯТИЙ В ЧРЕЗВЫЧАЙНЫХ СИТУАЦИЯ Х
ВЫВОДЫ
ОПРЕДЕЛЕНИЕ ФАКТИЧЕСКОЙ ПРОИЗВОДИТЕЛЬНОСТИ СТАНКОВ
Х 247 = 69654 тыс.руб. 2825000 х 220=62150 млн.руб
ЗАТРАТЫ НА ДВИГАТЕЛЬНУЮ ЭНЕРГИЮ
РАСЧЁТ ЭКОНОМИЧЕСКОГО ЭФФЕКТА
Навигация
ТЕХНОЛОГИЧЕСКАЯ СХЕМА ПРОКЛАДЫВАНИЯ УТКА, ФОРМИРОВАНИЯ КРОМОК И ТКАНИ
Модернизация приемной коробки станка СТБ 2-250
109192
знака
32
таблицы
29
изображений
1.3 ТЕХНОЛОГИЧЕСКАЯ СХЕМА ПРОКЛАДЫВАНИЯ УТКА, ФОРМИРОВАНИЯ КРОМОК И ТКАНИ
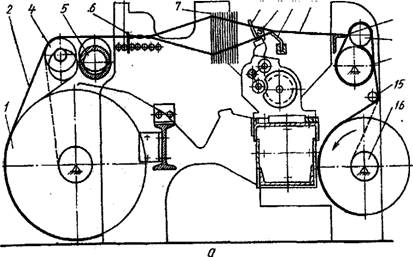
Уточная нить (Рис. 1) с неподвижной бобины 1 проходит через глазки 2, уточный тормоз 3, глазок 4, глазок компенсатора 5, глазок 6 и захватывается зажимами возвратчика утка.
ПОЛОЖЕНИЕ 1 - момент, предшествующий установке прокладчика 8 на линию полета. В это время возвратчик утка 7 находится в левом крайнем положении, компенсатор утка 5 - в верхнем положении, а тормоз утка 3 - внизу, зажимая уточную нить.
ПОЛОЖЕНИЕ 2 - прокладчик утка с открытыми зажимами подается к возвратчику утка, который держит уточную нить. Компенсатор и тормоз утка находятся в положении 1 .
ПОЛОЖЕНИЕ 3 - зажимы пружины прокладчика сжаты, а нитедержателя раскрыты, т.е. конец уточной нити передан прокладчику утка. Прокладчик утка захватил уточную нить и подготовлен к пролету через зев. Уточный тормоз начинает подниматься, а компенсатор - опускаться.
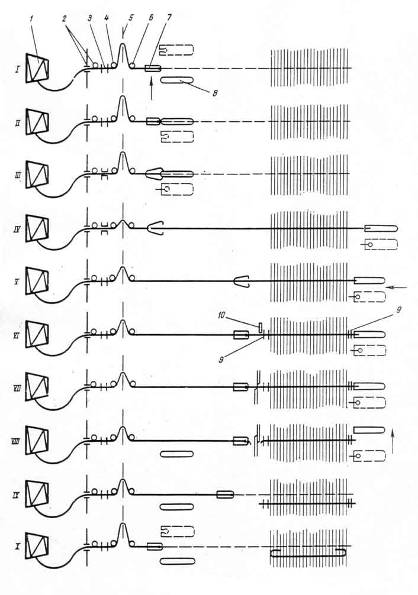
Рис. 1 Схема введения уточины в зев и образования кромки
ПОЛОЖЕНИЕ 4 - произошел бой. Прокладчик с захваченной нитью пролетел через зев в приемную коробку и остановился под тормозами. Уточный тормоз поднялся максимально вверх, а компенсатор опустился вниз. Возвратчик утка продолжает оставаться в крайнем левом положении с разжатыми губками.
ПОЛОЖЕНИЕ 5 - прокладчик утка, влетевший в приемную коробку, выталкивается назад к правой кромке. При этом компенсатор, поднимаясь вверх, вытягивает из зева излишек уточной нити, а тормоз 3 зажимает уточную нить, чтобы компенсатор 5 не сматывал ее с бобины. В тоже время возвратчик утка передвигается вправо в направлении полета прокладчика утка. Центрирующее устройство 10 подошло к уточной нити и сцентрировало ее.
ПОЛОЖЕНИЕ 6 - зажимы пружины возвратчика утка сошлись и захватили уточную нить. К каждой кромке одновременно подошли и зажали уточную нить нителовители 9. Тормоз и компенсатор утка находятся в прежнем положении.
ПОЛОЖЕНИЕ 7 - с левой стороны уточная нить отрезается ножницами, а с правой - освобождается путем открытия пружины прокладчика. Тормоз и компенсатор утка находятся в прежнем положении.
ПОЛОЖЕНИЕ 8 - освобожденный от уточной нити прокладчик выталкивается на транспортер.
ПОЛОЖЕНИЕ 9 - возвратчик утка начал движение в крайнее левое положение. Уточная нить, удерживаемая нителовителями, перемещается к опушке ткани и прибивается бердом. Тормоз утка зажат, а компенсатор движется вверх.
ПОЛОЖЕНИЕ 10 - концы уточной нити иглами кромкообразова-телей заложены в зев, Возвратчик утка с зажатым концом утка пришел в крайнее левое положение. Компенсатор находится в верхнем положении, тормоз зажимает уток. В следующем цикле прокладывания уточной нити происходит формирование закладной кромки.
Из описания конструктивных особенностей, принципа работы и последовательности взаимодействия механизмов при прокладывании утка и формировании качественной ткани видны особая роль прокладчика и механизмов непосредственно с ним контактирующих.
Наблюдения за работой станка на фабрике показали, что любое повреждение корпуса или пружины прокладчика приводит к появлению брака в ткани в виде недолетов уточной нити, "усов" в кромках, а в ряде случаев и срыва боя из-за плотной посадки прокладчиков в подъемник уточно-боевой коробки. К механизмам, которые подобным образом воздействуют на прокладчик, относятся механизмы приемной коробки.
В связи с тем, что темой настоящего дипломного проекта является модернизация приемной коробки, рассмотрим более подробно работу и взаимодействие механизмов приемной коробки с прокладчиками и сформулируем задачи, подлежащие решению и разработке в настоящем дипломном проекте.
1.4 ОБОСНОВАНИЕ ВЫБРАННОГО НАПРАВЛЕНИЯ РАБОТЫ
Пролетев через зев по направляющей гребенке, прокладчики влетают в приемную коробку, в которой осуществляется их торможение, возврат к правой кромке, освобождение от уточной нити и укладка на транспортер.
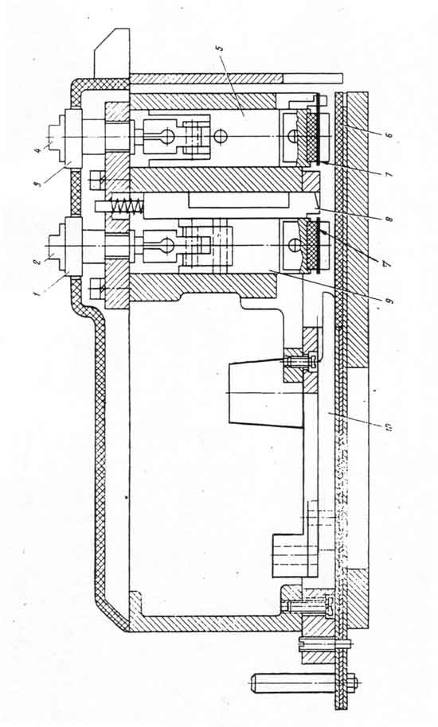
Для торможения прокладчиков в приемной коробке установлены два (Рис. 2) тормоза: передний - подвижный (управляется от кулачково-рычажного механизма) и задний - неподвижный. Тормоза состоят из регулировочных винтов 2, 4 с установочными шайбами 1, 3, соединенных шарнирно с корпусами 5, 9, к которым в нижней части прикреплены фрикционные пластины 7. Под обоими тормозами расположена нижняя тормозная пластина 7. Прокладчик, влетающий в приемную коробку, тормозится сначала передним тормозом, а затем задним и останавливается на расстоянии 15 мм от возвратчика 10 прокладчика. С помощью винтов 2 и 4 регулируется зазор между пластинами 6 и 7, причем усилие сжатия прокладчиков между тормозами в зависимости от скоростного режима станка составляет от 80 до 120 кгс. Тормозные пластины 6 и 7 изготавливаются из текстолита. При подобном циклическом нагружении имеет место интенсивный износ этих пластин и прокладчиков, а поскольку тормоза не имеют автоматической подстройки на первоначально установленное усилие сжатия прокладчики проходят под тормозами больший путь и останавливаются после соударения с возвратчиком 10. Следствием такого останова является наклеп и повреждение прокладчиков.
![]()
Для возврата прокладчиков к правой кромке служит механизм возвратчика прокладчиков (Рис. 3). Механизм рычажно-коромыслового типа получает движение от пазового кулака 3. Движение передается рычагу 4 (коромыслу) и от него через звено 5 возвратчику 2, который перемещает прокладчик 6. На кулаке 3 задан закон движения, обеспечивающий перемещение возвратчика 2 с замедлением к моменту контакта с прокладчиком, причем прокладчик должен находится от него на расстоянии 15 + 1 мм. В случае уменьшения или увеличения этого расстояния контакт этих двух деталей 2 и 6 сопровождается упругим прямым ударом, в результате которого повреждаются прокладчик и возвратчик – возникает наклеп деталей. При длительной работе механизма это приводит к тому, что при возврате прокладчик не доходит до кромки и раскрыватель 1, освобождающий уточную нить, опускаясь вниз, упирается в корпус или пружину прокладчика, приводя к их повреждению и останову станка.
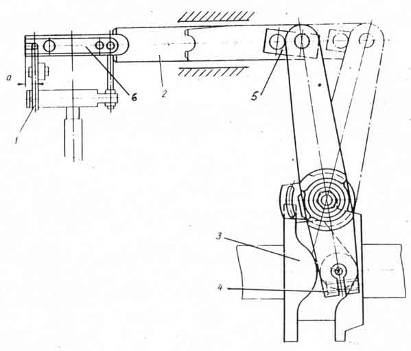
Рис 3. Установка возвратчика прокладчиков утка
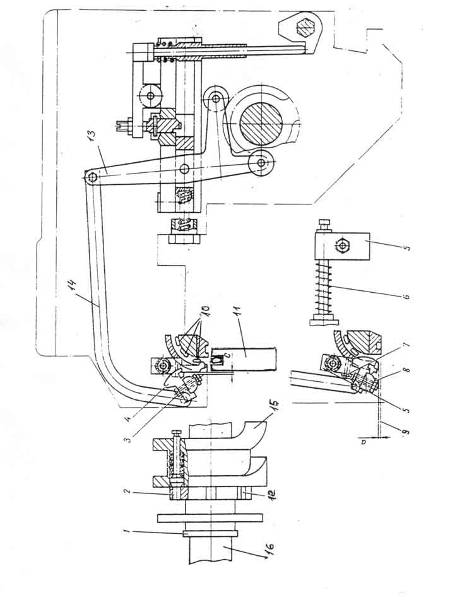
Прокладчики утка 10, вытолкнутые в направляющий паз, должны быть уложены в секции 11 транспортера, по одному в каждую секцию, для последующей подачи в подъемник уточно-боевой коробки. Операцию укладки прокладчиков утка в секции транспортера выполняет механизм укладчика прокладчиков утка (Рис. 4). Это коромыслово-рычажный механизм, получающий движение от блока кулаков 1. Толкатель укладчика 4 крепится винтами 3 к валику 8, который через серьгу получает качательное движение от тяги 14, соединенной шарнирно с коромыслом 13. На нижних концах коромысла закреплены ролики, контактирующие с блоком кулак-контркулак 1. Произвольное падение прокладчиков из паза на транспортер сдерживается подпружиненной щеколдой 5, покачивающейся на валике 6.
При работе механизма толкатель 4, поворачиваясь вместе с валиком 8, своими нижними выступами надавливает на прокладчик, который отклоняет щеколду 5, и проталкивает прокладчик в секцию транспортера. При подъеме толкателя в верхнее исходное положение щеколда поворачивается под действием пружины и удерживает в пазу очередной прокладчик.
В связи с тем, что при изменении заправочной ширины ткани приемную коробку передвигают по ширине станка, механизм укладки имеет соответствующую настройку, которая осуществляется поворотом кулака 1 относительно жестко закрепленного на валу 16 пазового кулака 15. Положение кулака 1 относительно кулака 15 фиксируется подпружиненным пальцем 2. Наблюдения за работой механизма укладчика показывают, что его работа характеризуется ударным воздействием толкателя на прокладчик, в результате чего появляются трещины и сколы на корпусе прокладчика, возникает износ толкателя и посадочного места транспортера. Имеющаяся настройка механизма не допускает выработку тканей любых ширин из-за попадания прокладчика при укладке на гонок транспортера.
![]()
Из описания и анализа работы механизмов приемной коробки следует, что приемная коробка решающим образом влияет на технологическую надежность станка и его скоростной режим.
Поэтому целью настоящей дипломной работы является разработка комплекса конструктивных решений, сводящих к минимуму ударное взаимодействие деталей, их износ и повреждения, а также решение вопроса выработки на станке тканей произвольной ширины. Разработки базируются на теоретических расчетах и экспериментальных исследованиях и предназначены для использования при модернизации станков.
Похожие работы
... загораний. Умейте правильно определять категории производств по взрыво- и пожароопасности, а для этого надо знать, какими показателями характеризуется каждая категория производства. Изучите классификацию производственных помещений по Правилам устройства электроустановок (ПУЭ) и умейте выбирать 5)Средства защиты работающих от опасностей.Системы автоматики.Методы повышения травмобезопасности ...
0 комментариев