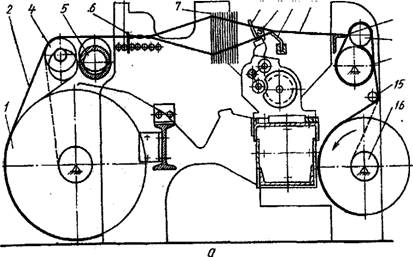
НАЗНАЧЕНИЕ И ПРИНЦИП РАБОТЫ ОСНОВНЫХ МЕХАНИЗМОВ И УЗЛОВ СТАНКА
ТЕХНОЛОГИЧЕСКАЯ СХЕМА ПРОКЛАДЫВАНИЯ УТКА, ФОРМИРОВАНИЯ КРОМОК И ТКАНИ
ОБЗОР ЛИТЕРАТУРНЫХ И ПАТЕНТНЫХ ИСТОЧНИКОВ
СИНТЕЗ КУЛАЧКОВО-РЫЧАЖНОГО МЕХАНИЗМА УКЛАДЧИКА
ОПРЕДЕЛЕНИЕ УГЛОВ УКЛАДКИ ПРОКЛАДЧИКА НА ТРАНСПОРТЕР
МЕТОДИКА ЭКСПЕРИМЕНТАЛЬНОГО ИССЛЕДОВАНИЯ МЕХАНИЗМА ВОЗВРАТЧИКА ПРОКЛАДЧИКА
РАСЧЕТ НА ПРОЧНОСТЬ РЫЧАГА
РАСЧЕТ НА УСТАЛОСТНУЮ ПРОЧНОСТЬ РЫЧАГА
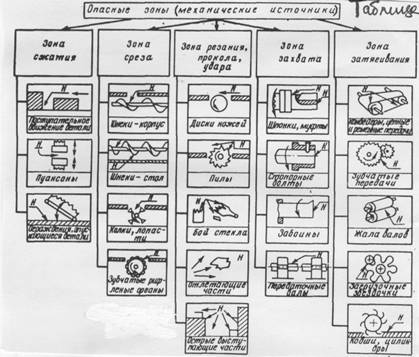
АНАЛИЗ ТРУДА ПРИ ЭКСПЛУАТАЦИИ ТЕХНОЛОГИЧЕСКОГО ОБОРУДОВАНИЯ НА ПРОИЗВОДСТВЕ
РАЗРАБОТКА КОМПЛЕКСНЫХ МЕРОПРИЯТИЙ ПО ОБЕСПЕЧЕНИЮ БЕЗОПАСНОСТИ УСЛОВИЙ ТРУДА
ОХРАНА ОКРУЖАЮЩЕЙ СРЕДЫ
РАБОТА ПРЕДПРИЯТИЙ В ЧРЕЗВЫЧАЙНЫХ СИТУАЦИЯ Х
ВЫВОДЫ
ОПРЕДЕЛЕНИЕ ФАКТИЧЕСКОЙ ПРОИЗВОДИТЕЛЬНОСТИ СТАНКОВ
Х 247 = 69654 тыс.руб. 2825000 х 220=62150 млн.руб
ЗАТРАТЫ НА ДВИГАТЕЛЬНУЮ ЭНЕРГИЮ
РАСЧЁТ ЭКОНОМИЧЕСКОГО ЭФФЕКТА
Навигация
Модернизация приемной коробки станка СТБ 2-250
Модернизация приемной коробки станка СТБ 2-250
109192
знака
32
таблицы
29
изображений
АННОТАЦИЯ
Диплом стр., рис., табл. и состоит из введения и трех основных разделов.
Проанализированы патентные и литературные источники. На основе рассмотрения работы механизмов станка и приемной коробки сформулированы требования к ее модернизации, являющейся темой настоящего дипломного проекта.
Выполнено кинематическое исследование механизма укладчика прокладчика аналитическим методом. Проведен анализ полученных результатов, представленных для наглядности в виде графиков.
Выполнен синтез механизма, причем закон движения, обеспечивающий "безударное" взаимодействие с прокладчиком, задавался на толкателе.
Разработаны методики эксперимента и оценочных расчетов деталей приемной коробки. По результатам эксперимента проведены расчеты деталей на контактную и усталостную прочность.
Выполнен расчет экономической эффективности станка СТБ2-250 с модернизированной приемной коробкой.
Проанализированы условия труда на текстильных предприятиях. Разработаны комплексные мероприятия по охране труда, экологии и работе предприятий в чрезвычайных условиях.
ВВЕДЕНИЕ
Отечественные текстильные предприятия оснащены в основном ткацкими станками двух типов СТБ и АТПР. Общее количество бесчелночных ткацких станков, установленных на текстильных предприятиях составляет около 220 тыс. шт., из них станки типа СТБ - 140 тыс. шт., остальные 80 тыс. шт. - станки типа АТПР.
Станки АТПР, выпускавшиеся двух заправочных ширин 100 и 120 см, нашли ограниченное применение в основном для переработки хлопка и частично штапельных волокон и шелка, причем на них вырабатывался узкий ассортимент тканей. Это обстоятельство привело к прекращению производства станков АТПР. Иное положение сложилось со станками типа СТБ. Эти станки выпускались четырех заправочных ширин 180, 220, 250, 330 см и оснащались многоцветными приборами, вплоть до 6 цветов, каретками, жаккардовыми машинами, а в последнее время - устройствами для выработки махровых, джинсовых и технических тканей. Поэтому станки СТБ нашли широкое применение во всех отраслях промышленности; в хлопчатобумажной их было установлено - 33% от общего количества станков, в шерстяной - 36%, в шелковой - 20% и 11% - в льняной. В настоящее время в эксплуатации находится около 80 тыс. шт. станков СТБ.
За последние годы заводами-изготовителями освоены и выпущены небольшими партиями станки СТБУ второго поколения, которые имеют более высокую производительность и оснащенность электроникой и, соответственно, более высокую стоимость, чем станки СТБ.
На данный момент станки СТБ выпускаются Новосибирским и Чебоксарским машиностроительными заводами с общим объемом 1200 шт. в год и поставляются, в основном, на экспорт.
Расчеты экономической эффективности, проведенные технологическими институтами и ВНИИЛтекмашем, показывают, что для большинства текстильных предприятий замена станков СТБ на станки СТБУ второго поколения менее эффективна, по сравнению с модернизацией станков СТБ, которые не выработали свой ресурс. Расчетный ресурс для станков СТБ по данным ВНИИЛтекмаша составляет 15 лет.
Интерес к модернизации станков СТБ проявляют и бывшие страны СЭВ, в которых сегодня эксплуатируется около 15 тыс. шт. станков СТБ, а также Китай, который является основным покупателем станков в последние годы. Очевидно, принимая во внимание надежность, простоту обслуживания и сравнительно небольшие капитальные затраты индийские, турецкие и иранские фирмы закупают в РФ бывшие в употреблении станки и рассматривают деловые, предложения по их модернизации.
Поэтому постановка и решение задач по модернизации станков СТБ являются актуальными и представляют интерес, как для текстильной промышленности, так и для заводов-изготовителей ткацких станков.
Разработка конструкторской документации на усовершенствованные механизмы одного из основных узлов станка - приемной коробки - их исследования, прочностные расчеты деталей явились темой настоящего дипломного проекта.
1. КОНСТРУКТИВНЫЕ ОСОБЕННОСТИ СТАНКОВ СТБ. ОБОСНОВАНИЕ ВЫБРАННОГО НАПРАВЛЕНИЯ РАБОТЫ
1.1 КОНСТРУКТИВНЫЕ ОСОБЕННОСТИ СТАНКОВ СТБ
Станки ткацкие бесчелночные СТБ с малогабаритными прокладчиками утка предназначены для выработки шерстяных, хлопчатобумажных, льняных, шелковых и полипропиленовых тканей заправочных ширин 180, 220, 250, 330 см.
Одной из главных особенностей станков СТБ является способ прокладывания утка в зев. Вместо челнока, несущего в себе уточную паковку, на этих станках для прокладки утка используют прокладчики в виде стальной пластины трубчатого сечения с установленной пружиной для захвата и удержания уточной нити. Небольшие размеры и масса (6,35x14x90 мм, 40г) позволяют значительно повысить скорость станка. С левой стороны станка находятся бобинодержатели, на которых установлены неподвижные бобины с пряжей. Число бобин определяется цветом прокладываемого утка и может доходить до 4-х.
На станках СТБ прокладывание уточной нити в зев осуществляется с левой стороны станка. В зеве прокладчик утка пролетает по направляющей открытой с одной стороны гребенке, состоящей из отдельных пластин, вследствие чего прокладчик утка и прокладываемая уточная нить не касаются нитей основы и, следовательно, не подвергают их истиранию, как это происходит на обычных ткацких станках.
Освобожденные от уточной нити прокладчики утка возвращаются в уточно-боевую коробку транспортирующим устройством, расположенным под основными нитями между бердом и ремизами. Вылет прокладчиков из зева исключен.
Батанный механизм на этих станках по своей конструкции существенно отличается от батанных механизмов челночных ткацких станков. Батан получает качательное движение от батанных кулаков и контркулаков, расположенных на главном валу станка. Привод батана расположен в коробках, заполненных маслом. Размах качания батана небольшой, около 80 мм, лопасти в 7 - 9 раз короче лопастей обычных челночных станков.
Прибой уточной нити осуществляется ее вдавливанием в опушку ткани, т. е. силовым способом, а не за счет сил инерции как на челночных станках.
Боевой механизм имеет небольшие размеры и очень компактен. Сила боя, а, следовательно, и сообщаемая прокладчику скорость, не зависят от числа оборотов главного вала и изменения напряжения в электросети; скорость прокладчика зависит только от величины угла закручивания торсионного вала. Затрата энергии на прокидку прокладчика утка, а также потеря его скорости при пролете через зев (около 1 м/сек на 1 м ширины заправки) незначительны, благодаря чему возможно прокладывать в зев уточные нити с линейными плотностями от 3,3 до 330 текс.
Кромки ткани закладные - образуются специальными кромкообразующими механизмами. Ширина кромок - 15 - 17 мм.
Станки оснащаются эксцентриковым зевообразовательным механизмом на 10 ремиз и каретками на 20 секций с принудительной передачей движения к ремизам снизу.
На станках с двумя навоями для регулирования натяжения основ служит дифференциальный механизм, работающий в сочетании с основным регулятором. Автоматическая подача и поддержание постоянного натяжения основы производится через систему рычагов и качающееся скало.
Станки оснащаются контролирующими механизмами, автоматически останавливающими станок и предупреждающие поломки механизмов и деталей.
Останов и пуск станка можно производить при любом положении главного вала.
Станок имеет только прямой ход (главный вал вращается только по часовой стрелке). Обратное вращение главного вала станка и всех его механизмов невозможно благодаря предусмотренному в конструкции станка механизму роликовой блокировки, установленному на главном валу с левой стороны станка.
Высота станка от нижней плоскости рамы до грудницы составляет 835 мм, а глубина - 1875 мм, что создает благоприятные условия для обслуживания станков.
Технические характеристики станков СТБ, находящихся в эксплуатации на текстильных предприятиях, приведены в таблице 1.
Похожие работы
... загораний. Умейте правильно определять категории производств по взрыво- и пожароопасности, а для этого надо знать, какими показателями характеризуется каждая категория производства. Изучите классификацию производственных помещений по Правилам устройства электроустановок (ПУЭ) и умейте выбирать 5)Средства защиты работающих от опасностей.Системы автоматики.Методы повышения травмобезопасности ...
0 комментариев