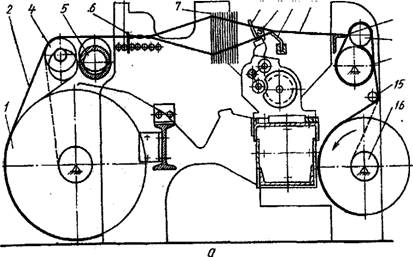
НАЗНАЧЕНИЕ И ПРИНЦИП РАБОТЫ ОСНОВНЫХ МЕХАНИЗМОВ И УЗЛОВ СТАНКА
ТЕХНОЛОГИЧЕСКАЯ СХЕМА ПРОКЛАДЫВАНИЯ УТКА, ФОРМИРОВАНИЯ КРОМОК И ТКАНИ
ОБЗОР ЛИТЕРАТУРНЫХ И ПАТЕНТНЫХ ИСТОЧНИКОВ
СИНТЕЗ КУЛАЧКОВО-РЫЧАЖНОГО МЕХАНИЗМА УКЛАДЧИКА
ОПРЕДЕЛЕНИЕ УГЛОВ УКЛАДКИ ПРОКЛАДЧИКА НА ТРАНСПОРТЕР
МЕТОДИКА ЭКСПЕРИМЕНТАЛЬНОГО ИССЛЕДОВАНИЯ МЕХАНИЗМА ВОЗВРАТЧИКА ПРОКЛАДЧИКА
РАСЧЕТ НА ПРОЧНОСТЬ РЫЧАГА
РАСЧЕТ НА УСТАЛОСТНУЮ ПРОЧНОСТЬ РЫЧАГА
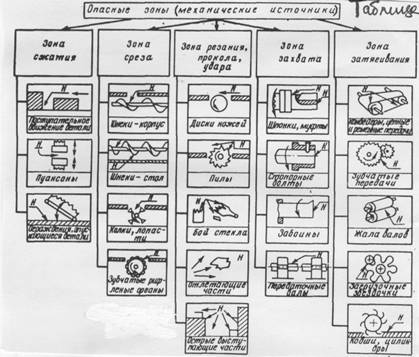
АНАЛИЗ ТРУДА ПРИ ЭКСПЛУАТАЦИИ ТЕХНОЛОГИЧЕСКОГО ОБОРУДОВАНИЯ НА ПРОИЗВОДСТВЕ
РАЗРАБОТКА КОМПЛЕКСНЫХ МЕРОПРИЯТИЙ ПО ОБЕСПЕЧЕНИЮ БЕЗОПАСНОСТИ УСЛОВИЙ ТРУДА
ОХРАНА ОКРУЖАЮЩЕЙ СРЕДЫ
РАБОТА ПРЕДПРИЯТИЙ В ЧРЕЗВЫЧАЙНЫХ СИТУАЦИЯ Х
ВЫВОДЫ
ОПРЕДЕЛЕНИЕ ФАКТИЧЕСКОЙ ПРОИЗВОДИТЕЛЬНОСТИ СТАНКОВ
Х 247 = 69654 тыс.руб. 2825000 х 220=62150 млн.руб
ЗАТРАТЫ НА ДВИГАТЕЛЬНУЮ ЭНЕРГИЮ
РАСЧЁТ ЭКОНОМИЧЕСКОГО ЭФФЕКТА
Навигация
ОПРЕДЕЛЕНИЕ ФАКТИЧЕСКОЙ ПРОИЗВОДИТЕЛЬНОСТИ СТАНКОВ
Модернизация приемной коробки станка СТБ 2-250
109192
знака
32
таблицы
29
изображений
3.2 ОПРЕДЕЛЕНИЕ ФАКТИЧЕСКОЙ ПРОИЗВОДИТЕЛЬНОСТИ СТАНКОВ
Норма Нп фактической производительности базового станка найдется по формуле:
Нп = А х Кпв,
Кпв = Ка х Кб

КПВ = 0,723 x 0,932 = 0,673
Отсюда: Нбп = 6.35 х 0,673 = 4.28 м/час
Для модернизированного станка СТБ2-250 норма Нмп фактической производительности найдется:
![]()
КПВ = 0,678 х 0,932 = 0,632
Отсюда: Нмп=7.59 х 0.632=4.8
3.3 ОПРЕДЕЛЕНИЕ КОЛИЧЕСТВА СТАНКОВ ДЛЯ ВЫРАБОТКИ 1000 М ТКАНИ
Определим количество станков, необходимых для выработки 1000м суровья в час. с учетом простоя станков на ремонт оборудования.
Базовый станок:
1000 1000
Мб = ––––––––––––––– = –––––––––––––––– = 246.98
Пф х КРО 4,28 х 0,946
Модернизированный станок:
1000 1000
Мм = ––––––––––––– = ––––––––––––––––– = 220,22
Пф х КРО 4,8 х 0,946
Рассчитываем КРО:
при капитальном ремонте = 0,2% }
при среднем ремонте = 1,8% } Процент
при текущем ремонте = 2,84% } простоев.
при чистке и обмашке = 0,6% }
Итого: = a 54% }
a 5,4
КРО= 1- –––––– = 1 - ––––––––— = 0,946
100 100
Принимаем 247 станков (баз.). Принимаем 220 станка (мод.)
3.4 ОПРЕДЕЛЕНИЕ ЧИСЛЕННОСТИ РАБОЧИХ
Количество часов работы оборудования в году при трехсменной работе: Ф = [(253х7+ 53х6) х3] = 6267 час.
Фактический фонд времени работы оборудования:
Ф = Ф х КРО = 6267 х 0,946 = 5928 час.
Определим необходимое количество рабочих для обслуживания станков, считая, что трудоемкость помошников мастеров остаются прежней.
![]()
где М — количество станков
р — число смен за 1 рабочий день, р = 3,
Но — норма обслуживания.
Явочное число рабочих - ткачей
Базовый станок ![]()
Модернизированный ![]()
Принимаем: ![]() =182чел.
=182чел. ![]() =165чел.
=165чел.
Принимая неизменной норму обслуживания помошником мастера (трудоемкость по обслуживанию модернизированного станка остается неизменной) равной 8 получаем число помошников мастеров.
![]()
![]()
Принимаем ![]() = 92 чел. Принимаем
= 92 чел. Принимаем ![]() = 82 чел.
= 82 чел.
Списочное число рабочих:
rcп = rя х Kсм
где Ксм - коэффициент, учитывающий невыходы на работу
![]()
При расчете фактического фонда времени рабочих принимаем длительность невыходов на работу в размере 10% от Фном, тогда:
Ффакт = Фном - 10% х Фном = 6267 - 10% х 6267 = 5640 часов
Отсюда: ![]()
Списочное число рабочих ткачей
![]() = 182 х 1,11 = 202,02
= 182 х 1,11 = 202,02 ![]() = 165 х 1,11 = 183,15
= 165 х 1,11 = 183,15
Помошников мастеров
![]() = 92 х 1,11 = 102,12
= 92 х 1,11 = 102,12 ![]() = 82.5 х 1.11 = 91,57
= 82.5 х 1.11 = 91,57
Принимаем окончательно: базовый станок модерн-нный станок
Ткачей 202чел. 183чел.
Пом.мастеров 102чел. 92чел.
Производительность труда составит
![]()
![]()
Рост производительности труда составит 0.5 м/чел или 10.3%.
3.5 ОПРЕДЕЛЕНИЕ КАПИТАЛЬНЫХ ВЛОЖЕНИЙ
Площадь станка СТБ2-250 S = 8.1 м2
Производственная площадь (коэф.увел.2.7)
S = 8.1 х 2,7 = 20.9 м2
Общая производственная площадь
20.9 х 247= 5402 м2 20.9 х 220 = 4598 м2
Стоимость базового станка CTБ2-250 по прейскуранту
завода-изготовителя — 2,820 тыс.руб.
Стоимость модернизированного станка CTБ2-250 с учетом демонтажа серийных деталей — 19600 руб. и установки новых — 24600 руб. составит — 2825000 тыс.руб.
Стоимость оборудования
Похожие работы
... загораний. Умейте правильно определять категории производств по взрыво- и пожароопасности, а для этого надо знать, какими показателями характеризуется каждая категория производства. Изучите классификацию производственных помещений по Правилам устройства электроустановок (ПУЭ) и умейте выбирать 5)Средства защиты работающих от опасностей.Системы автоматики.Методы повышения травмобезопасности ...
0 комментариев