Навигация
Выбор режущего инструмента
44530
знаков
9
таблиц
1
изображение
5.3 Выбор режущего инструмента
При выборе РИ будем руководствоваться следующими правилами:
1) Выбор инструментального материала определяется требованиями, с одной стороны, максимальной стойкости, а с другой минимальной стоимости.
2) Следует отдавать предпочтение стандартным и нормализованным инструментам. Специальный инструмент следует проектировать в крупносерийном и массовом производстве, выполнив предварительно сравнительный экономический анализ.
3)При проектировании специального РИ следует руководствоваться рекомендациями по совершенствованию РИ.
Выбор режущего инструмента (РИ) будем производить в следующем порядке:
1) Исходя из типа и модели станка, расположения обрабатываемых поверхностей и метода обработки, определяем вид РИ.
2) Исходя из марки обрабатываемого материала, его состояния и состояния поверхности, выбираем марку инструментального материала.
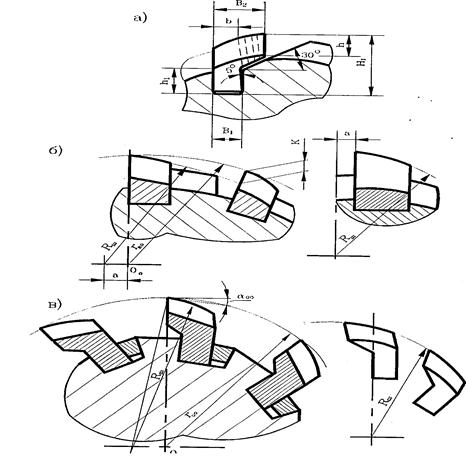
3) Исходя из формы обрабатываемой поверхности, назначаем геометрические параметры режущей части (форма передней поверхности, углы заточки, радиус при вершине).
4) Исходя из размеров обрабатываемой поверхности, выбираем конструкцию инструмента, его типоразмер и назначаем период стойкости Т.
Данные по выбору РИ заносим в таблицу 5.3.
Таблица 5.3.
Выбор режущего инструмента
| № опер. | Тип и модель станка | Метод обработки | Расп. Обр. Пов. | Сост. пов. | Форма обра бат. Пов. | Размеры обраб. пов. | Инстр. мате риал | Гео- мет рия РЧ | Вид и конструкция РИ | Типоразмер РИ |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 |
| 10 | Фрезерно- центровальный МР-78 | Ф С | В Г | С коркой | П Ф | ТТ20К9 Р6М5 | =27° =50° =12° | Фреза торцовая Сверло центровочное | Фреза торцовая ГОСТ 1695-80 Сверло центровочное ГОСТ 14952-80 | |
| 20 | Токарно-винторезный станок 16Б16Т1 | Т | Г, В | С коркой | Ц, П | Т5К10 | =10° =10° =90° r=1мм | Резец подрезной | Резец подрезной ГОСТ 18877-73 | |
| 30 | Токарно-винторезный станок 16Б16ПТ1 | Т | Г, В | Обработанная | Ц, П | Т15К10 | =10° =10° =90° r = 0,5мм | Резец подрезной | Резец подрезной ГОСТ 18877-73 | |
| 40 | Вертикальный шпоночно-фрезерный станок 692Р | Ф | Г, В | Обработанная | П, Ф | Р6М5 | =20° | Фреза шпоночная | Фреза шпоночная ГОСТ 9308-69 | |
| 50 | Вертикальный зубофрезерный станок 52А20 | ЗФ | – | Обработанная | Ф | Р9К10 | =0° =12° | Фреза червячная двухзаходная | Фреза червячная ГОСТ 9324-80 | |
| 60 | Зубошевинговальный станок 5702В | ШВ | – | Обработанная | Ф | Р9Ф5 | 0=5° | Шевер дисковый | Шевер дисковый А ГОСТ 8570-82 | |
| 80 | Центрошлифовальный станок 3К225В | Ш | Г | Закален-ная | Ф | Электрокорунд белый | – | Головка шлифовальная | Головка шлифовальная алмазная АГК ГОСТ 2447-82 | |
| 90 | Круглошлифовальный станок 3А151 | Ш | Г, В | Закаленная | Ц, П | Электрокорунд белый | Круг шлифовальный ПП | Круг шлифовальный ПП 24А 32 СМ 8 | ||
| 100 | Круглошлифовальный станок 3В151А | Ш | Г | Шлифован ная | Ц | Электрокорунд белый | Круг шлифовальный ПП | Круг шлифовальный ПП 24А 16 СТ 7 |
Похожие работы



... выпусков изделий изготовление их ведется путем непрерывного выполнения на рабочих местах одних и тех же постоянно повторяющихся операций. Определим тип производства при изготовлении детали "картер" массой 6 кг. При разработке новых технологических процессов, когда технологический маршрут механической обработки детали не определен, используют коэффициент серийности , (3.5.1) где tв - такт выпуска ...
... нам необходимо придерживаться принципа сохранения баз для получения детали большей точности и исключение погрешностей переустановки. 2.6. Разработка технологического маршрута обработки детали В условиях производства разработка технологических процессов изготовления деталей производится с учетом технического и экономического принципов. В соответствии с техническим принципом проектируемый ...
... принято К = 1,3; при чистовом шлифовании К = 1,5 – 1,7, принято К = 1,3. Время, затраченное на 4 шатунные шейки: Штучное время для чернового шлифования шатунных шеек: Тшт = 39,2 + 1,5 + 2 + 2 = 44,7 мин. Штучное время для чистового шлифования шатунных шеек: Тшт = 20,1 + 1,5 + 1,1 + 1,1 = 23,8 мин. 9 Технико-экономическая оценка технологического процесса восстановления
Разработка единичного маршрутно-операционного технологического процесса изготовления детали "Крышка"
... точности. Значения всех коэффициентов соответствуют требованиям, кроме коэффициента КУ.Э. Анализ базового технологического процесса изготовления детали и предложения по его совершенствованию После внимательного изучения комплекта документов технологического процесса обработки детали 42С 5700-2120/3 "Крышка", составленного технологами базового предприятия (ЗАО "Саратовский авиационный завод") ...
0 комментариев