Навигация
Разработка оптимального технологического процесса производства детали "Вал-шестерня"
44530
знаков
9
таблиц
1
изображение
Содержание
Введение
1. Анализ исходных данных
1.1 Служебное назначение и условия работы детали
1.2 Систематизация поверхностей
1.3 Анализ технологичности детали
1.3.1 Технологичность заготовки
1.3.2 Технологичность общей конфигурации
1.3.3 Технологичность базирования и закрепления
1.3.4 Технологичность обрабатываемых поверхностей
1.4 Формулировка задач курсовой работы
2. Выбор стратегии разработки ТП
3. Выбор и проектирование заготовки
3.1 Выбор метода получения заготовки
3.2 Выбор методов обработки поверхностей
3.3 Расчет припусков на обработку
3.4 Проектирование заготовки1
4. Разработка технологического маршрута и схем базирования
4.1 Разработка технологического маршрута
4.2 Выбор баз
5. Выбор средств технологического оснащения
5.1 Выбор оборудования
5.1. Выбор приспособлений
5.2 Выбор режущего инструмента
5.3 Выбор средств контроля
6. Нормирование ТП
6.1 Определение режимов резания
6.2 Расчет норм времени
Используемая литература
Введение
Основу технологической подготовки производства составляет разработка оптимального технологического процесса (ТП), позволяющего обеспечить выпуск заданного количества изделий заданного качества в установленные сроки с наименьшими затратами.
Важной частью разработки ТП обработки детали является разработка технологического маршрута, т.е. определение операций ТП и последовательности их выполнения.
Цель работы – обеспечение заданного выпуска детали “Вал-шестерня” заданного качества с наименьшими затратами путем разработки оптимального технологического маршрута его механической обработки.
1. Анализ исходных данных
Задача раздела – на базе анализа технических требований к детали определить задачи курсовой работы, которые необходимо решить для достижения цели работы, сформулированной во введении.
1.1 Служебное назначение и условия работы детали
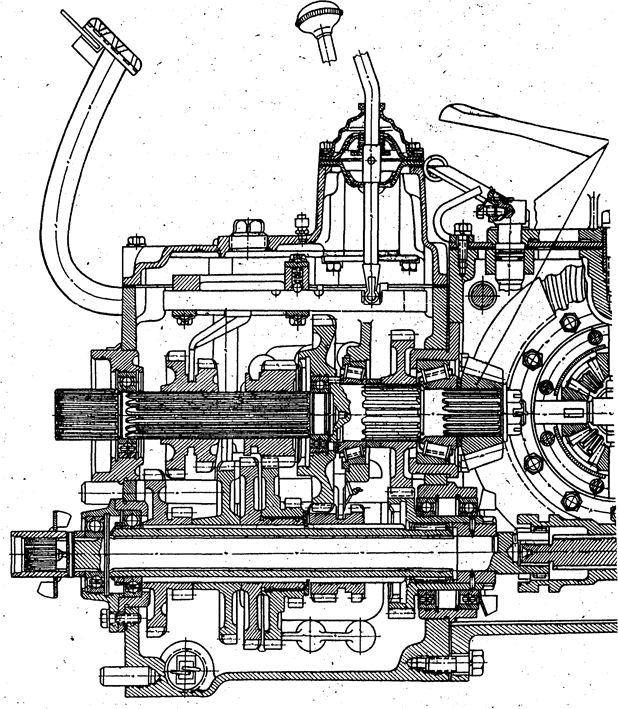
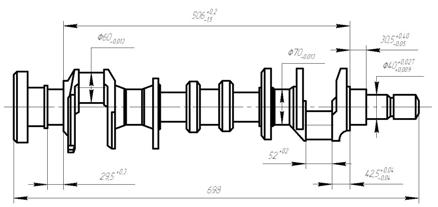
Деталь вал-шестерня, чертеж 99.ТМ.06.001, является ведомым валом тихоходной ступени двухступенчатого цилиндрического редуктора и предназначена для передачи крутящего момента. Вал-шестерня установлен в однорядных радиально-упорных роликоподшипниках в корпусе редуктора.
Вал-шестерня работает в условиях действия радиальной знакопеременной сосредоточенной нагрузки, осевой нагрузки и крутящего момента. Зубья зубчатого венца испытывают действие изгибающего усилия, контактного давления и сил трения. Под действием последних происходит нагрев и изнашивание зубьев.
1.2 Систематизация поверхностей
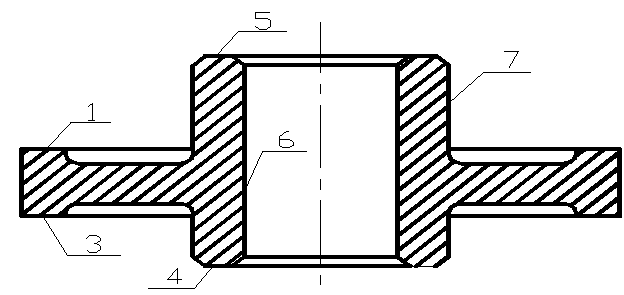
Все поверхности детали на эскизе нумеруем и систематизируем по их назначению.
Исполнительные поверхности (И), выполняющие служебные функции вала-шестерни – передачу крутящего момента – боковые поверхности зубьев (8) и боковые поверхности шпоночного паза (22).
Основные конструкторские базы (ОБ), определяющие положение вала-шестерни в редукторе – цилиндрические подшипниковые шейки (поверхности 2 и 15), и торцовые поверхности 4 и 13.
Вспомогательные конструкторские базы (ВБ), определяющие положение присоединяемых деталей – цилиндрическая поверхность 21, торцевая поверхность 19, шпоночный паз (поверхности 22 и 23).
Свободные поверхности (С), не сопрягающиеся с другими деталями: поверхности 1, 3, 5, 6, 7, 10, 11, 12, 14, 17, 20.
Таблица 1.1.
Анализ исходных данных
| Поверхность | Размеры | Форма, расположение | Ra, мкм | HRC | ||||||
| № | Тип | Форма | Значение, мм | Допуск, мм | Квалитет | Погрешность | Допуск, мм | Квалитет | ||
| 1 | С | П | 14 | Т. б. | 0,25 | 12 | 12,5 | 46 | ||
| 2 | ОБ | Ц | 70 | 0,019 | 6 | Н.-ц. | 0,005 | 6 | 0,8 | |
| Р. б. | 0,012 | 6 | ||||||||
| 3 | С | Ф | 14 | 12,5 | ||||||
| 4 | ОБ | П | 8 | 1,6 | ||||||
| 5 | С | Ц | 88 | 12 | Н.-ц. | 0,08 | 12 | 6,3 | ||
| Р. б. | 0,2 | 12 | ||||||||
| 6 | С | Ф | 14 | 12,5 | ||||||
| 7 | С | П | 12 | 12 | 6,3 | |||||
| 8 | И | Ф | 11 | 11 | 3,2 | |||||
| 9 | ВБ | П | 180 | 0,25 | 11 | 11 | 6,3 | |||
| 10 | С | П | 12 | 12 | 6,3 | |||||
| 11 | С | Ф | 14 | 12,5 | ||||||
| 12 | С | Ц | 88 | 12 | Н.-ц. Р.-б. | 0,08 0,2 | 12 12 | 6,3 | ||
| 13 | ОБ | П | 8 | 1,6 | ||||||
| 14 | С | Ф | 14 | 12,5 | ||||||
| 15 | ОБ | Ц | 70 | 0,019 | 6 | Н.-ц. Р.-б. | 0.005 0,012 | 6 6 | 0,8 | |
| 16 | С | П | 14 | 12,5 | ||||||
| 17 | С | Ф | 14 | 12,5 | ||||||
| 18 | ВБ | Ц | 60 | 14 | Н.-ц. | 0,16 | 14 | 1,6 | ||
| Р.-б. | 0,4 | 14 | ||||||||
| 19 20 21 22 23 24 25 26 | ВБ С ВБ ВБ ВБ С ОБ ОБ | П Ф Ц П П П Ф Ф | 55 16 6 | 0,046 | 8 14 8 9 12 14 | Н.-ц. Р.-б. Н.-с. Т.-б. | 0,01 0,025 0,02 0,4 | 8 14 8 9 12 14 | 1,6 12,5 1,6 3,2 12,5 | |
В таблице обозначено:
н.-ц. – нецилиндричность;
н.-с. – несимметричность;
р. б. – радиальное биение;
т. б. – торцевое биение.
Похожие работы



... выпусков изделий изготовление их ведется путем непрерывного выполнения на рабочих местах одних и тех же постоянно повторяющихся операций. Определим тип производства при изготовлении детали "картер" массой 6 кг. При разработке новых технологических процессов, когда технологический маршрут механической обработки детали не определен, используют коэффициент серийности , (3.5.1) где tв - такт выпуска ...
... нам необходимо придерживаться принципа сохранения баз для получения детали большей точности и исключение погрешностей переустановки. 2.6. Разработка технологического маршрута обработки детали В условиях производства разработка технологических процессов изготовления деталей производится с учетом технического и экономического принципов. В соответствии с техническим принципом проектируемый ...
... принято К = 1,3; при чистовом шлифовании К = 1,5 – 1,7, принято К = 1,3. Время, затраченное на 4 шатунные шейки: Штучное время для чернового шлифования шатунных шеек: Тшт = 39,2 + 1,5 + 2 + 2 = 44,7 мин. Штучное время для чистового шлифования шатунных шеек: Тшт = 20,1 + 1,5 + 1,1 + 1,1 = 23,8 мин. 9 Технико-экономическая оценка технологического процесса восстановления
Разработка единичного маршрутно-операционного технологического процесса изготовления детали "Крышка"
... точности. Значения всех коэффициентов соответствуют требованиям, кроме коэффициента КУ.Э. Анализ базового технологического процесса изготовления детали и предложения по его совершенствованию После внимательного изучения комплекта документов технологического процесса обработки детали 42С 5700-2120/3 "Крышка", составленного технологами базового предприятия (ЗАО "Саратовский авиационный завод") ...
0 комментариев