Навигация
Расчёт режима вибродуговой наплавки
48577
знаков
5
таблиц
3
изображения
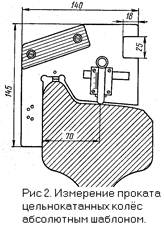
7.2 Расчёт режима вибродуговой наплавки
Вибрация электрода обеспечивает устойчивое горение дуги при низком напряжении источника тока и позволяет получить тонкие наплавленные слои (0,5 – 3,0 мм) на деталях небольшого диаметра с высокой твёрдостью (до 62 HRC) без последующей термообработки.
Марка электродной проволоки выбирается в зависимости от требуемых свойств наплавленного слоя: твёрдости, износостойкости и условий работы детали. С увеличением содержания углерода в проволоке твёрдость наплавленного слоя возрастает, вместе с этим увеличивается вероятность образования трещин. Применение проволок, легированных марганцем, кремнием, никелем и др., повышает износостойкость наплавленного слоя.
Выбираем марку электродной проволоки Св-08 с пределами твёрдости 180 – 300 НВ.
Выбор диаметра электродной проволоки начинается с определения наплавленного слоя по формуле (7.1.1).
Припуск на механическую обработку детали целесообразно принимать в пределах 0,6 – 1,2 мм, на величину предварительной обработки – 0,2 – 0,4 мм. С увеличением твёрдости наплавленной поверхности и уменьшением величины износа припуск на механическую обработку необходимо снижать.
Примем δ0 = 0,6 мм., δпр = 0,2 мм.
Толщина наплавленного слоя:
![]()
Диаметр электродной проволоки dэл=1,8 мм.
Ширина наплавленного слоя определяется по формуле (7.1.2):
![]()
Ток наплавки рассчитывается по формуле (7.1.3).
Плотность тока выбирается в пределах 50 – 75 А/мм2, причём меньшие значения следует выбирать для больших диаметров электродов. При диаметре проволоки до 2,0 мм плотность тока составляет 60 – 75 А/мм2, свыше 2,0 – 50 – 60 А/мм2.
Напряжение дуги обычно принимается 12 – 22 В. С повышением его увеличивается длительность горения дуги в каждом цикле вибрации и возрастает нагрев детали. При этом снижается твёрдость наплавленного металла, уменьшается неравномерность твёрдости по площади наплавленной поверхности и увеличивается производительность процесса.
Напряжение дуги определяется по формуле (7.1.4):
Скорость подачи определяется пол формуле (7.1.5), коэффициент расплавления электродной проволоки сплошного сечения выбирается в пределах 8 – 12 г./А ∙ ч, формула (7.1.6):


На качество восстанавливаемого слоя влияет шаг наплавки, который определяется шириной наплавленного валика и зависит от напряжения дуги:
![]() (7.2.1)
(7.2.1)
![]()
Скорость наплавки:
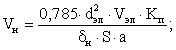 (7.2.2)
(7.2.2)
где Кп – коэффициент перехода электродного металла в наплавленный,
а – коэффициент, учитывающий отклонение площади наплавленного валика от площади прямоугольника, а = 0,7;
Коэффициент перехода электродного металла в наплавленный определяется по формуле:
![]() (7.2.3)
(7.2.3)
где Ψ – коэффициент потерь электродного металла, Ψ = 10%;
![]()
![]()
При выборе скорости наплавки следует иметь ввиду, что между скоростью подачи электродной проволоки и скоростью наплавки должно быть выдержано соотношение Vэл/ Vн, равное 1,5 – 2,5. Данное требование выполняется: Vэл/ Vн = 86,23/58,02 = 1,5.
Амплитуда вибрации, мм, конца электродной проволоки:
![]() (7.2.4)
(7.2.4)
![]()
Меньшим значениям напряжения на дуге соответствует и меньшая амплитуда вибрации электродной проволоки.
Вылет электрода устанавливается в пределах 10 – 12 мм.
Индуктивность сварочной цепи образуется за счёт собственной индуктивности источника питания и внешней индуктивности сварочной цепи. Так как собственная индуктивность применяемых выпрямителей и генераторов мала, то в цепь включают дополнительную индуктивность.
В качестве индуктивного сопротивления можно применять дроссели РСТЭ-24 L = 0,12 Гн.
Наплавка производится на постоянном токе обратной полярности источниками с жесткой внешней характеристикой.
Для защиты наплавленного металла применяют жидкость, углекислый газ и флюс. Жидкость, подаваемая в хвостовую часть сварочной ванны. Хорошо ионизирует зону горения дуги и обеспечивает быстрое охлаждение детали, в результате чего деформация детали и размеры зоны термического влияния минимальны, а твёрдость и износостойкость наплавленного металла наиболее высоки. Недостатком применения жидкости является низкая усталостная прочность восстановленной детали, что обусловлено появлением пор, трещин и структурной неоднородности наплавленного слоя.
В качестве охлаждающей жидкости рекомендуется различные водные растворы, хорошо ионизирующие зону наплавки:
– водные раствор, содержащий 5% кальцинированной соды, 1% хозяйственного мыла и 0,5% глицерина;
– водный раствор, содержащий 20 – 30% глицерина и др.
При наплавке деталей из средней – и высокоуглеродистых и легированных сталей расход жидкости составляет 0,3 – 0,5 л/мин, для низкоуглеродистых – 1 л/мин и более. При наплавке тонкостенных деталей малых диаметров расход жидкости может находиться в пределах 3 – 5 л/мин.
Выполнив расчёт режимов двух автоматических наплавок: под плавленым флюсом и вибродуговой, проанализировав полученные значения скорости наплавки Vн, приходим к выводу, что экономичнее и эффективнее устранить износ поверхности детали с помощью наплавки имеющей большую скорость по величине, т.е. по средствам автоматической вибродуговой наплавки, при которой расчётное значение скорости Vн равно 104,4 м/ч.
Похожие работы
... ); Годовая программа участка, расчет рабочей силы и штатное расписание ежегодно корректируется. Выше перечислены нормы времени на ремонт колесных пар, взяты из технического процесса работы колесно-роликового цеха Вагонного депо Санкт-Петербург пассажирский Московский Октябрьской железной дороги. 3. Технологический процесс ремонта колёсной пары ( при полном освидетельствовании ). ...




... оси и одного или двух колес СОК То же Опробование на сдвиг одной или двух ступиц колес имеющих признаки ослабления ОС Внутренние грани ободьев ослабевших колес Ремонт колесных пар без смены элементов Обточка поверхности катания колес ОК Внутренняя грань одного из ободьев колес Наплавка одного или двух изношенных гребней колес НГ Внутренняя грань обода ...
... потоков переработки (регенерации) отработанной смазки представлена на листе 6. Вывод. В главе было проанализировано образование и утилизация отхода III класса опасности – отработанной смазки буксовых узлов, образующийся при работе пассажирского вагонного депо Ростов. Был дан анализ существующих методов утилизации отработанных смазочных материалов и разработана технологическая схема и схема ...
... участка. Принимаем процент узлов и деталей, поступающих в ремонт на условиях кооперации из эксплуатационного депо для тележечного участка =30% Принимаем программу для тележечного участка 1000 ед. 2. Совершенствование технологии контроля автосцепочного устройства 2.1 Виды и порядок осмотра автосцепочного устройства Автосцепное устройство подвижного состава должно постоянно находиться ...
0 комментариев