Навигация
Предварительная механическая обработка
48577
знаков
5
таблиц
3
изображения
6. Предварительная механическая обработка
Механическая обработка является наиболее распространенным технологическим процессом изготовления различный по форме деталей с заданной точностью и качеством поверхностей.
Механическая обработка – обработка заготовки из различных материалов при помощи механического воздействия различной природы с целью создания по заданным формам и размерам изделия или заготовки для последующих технологических операций.
Фрезерование является одним из наиболее распространённых и высокопроизводительных способов механической обработки резанием. Обработка производится многолезвийным инструментом – фрезой.
Горизонтальные плоскости обрабатываются цилиндрическими на горизонтально-фрезерных станках и торцовыми на вертикально – фрезерных станках фрезами. Поскольку у торцовой фрезы одновременно участвует в резании большее количество зубьев, обработка ими более предпочтительна.
Торцовое фрезерование – наиболее распространенный и производительный способ обработки плоских поверхностей деталей в условиях серийного и массового производства.
В данной работе механическая обработка выполняется торцевой фрезой на вертикально-фрезерном станке с ЧПУ 6520Ф3–36, который предназначен для фрезерования по программе деталей сложной формы торцовыми, концевыми, угловыми, и фасонными фрезами.
Величина износа δиз = 1 мм.
Припуск на предварительную механическую обработку подбираем исходя из геометрических размеров детали и величины износа обрабатываемой поверхности: δпр = 0,2 мм.
Губину резания принимаем равной припуску на предварительную механическую обработку изношенной поверхности: t = 0,2 мм.
Исходной величиной подачи при черновом фрезеровании является подача на один зуб Sz = 0,12 мм.
Скорость резания – окружная скорость фрезы, м/мин [8],
 (6.1)
(6.1)
где Сv – константа, зависящая от вида обработки, свойств инструментального и обрабатываемого материалов, Сv= 41 мм;
D– диаметр фрезы, D = 90 мм;
T – период стойкости, Т = 180 мм;
Sz – подача на один зуб, Sz = 0,12 мм;
В-ширина фрезерования, В = D/(1,25 – 1,5) = 90/1,25 = 72 мм;
Z – число зубьев фрезы, Z = 16;
Kv – общий поправочный коэффициент на скорость резания, учитывающий фактические условия резания;
показатели степени:
q = 0,25;
m = 0,2;
х = 0,1;
у = 0,4;
u = 0,15;
p = 0.
Общий поправочный коэффициент на скорость резания, учитывающий фактические условия резания Kv определяется по формуле [8]:
![]() (6.2)
(6.2)
где Кмv – коэффициент, учитывающий качество обрабатываемого материала, Кмv = 1;
Кпv – коэффициент, учитывающий состояние поверхности заготовки Кпv = 1;
Киv – коэффициент, учитывающий материал инструмента, Киv = 1;
![]()

Частота резания, об/мин:
 (6.3)
(6.3)
7. Расчёт режимов наплавки
В данной работе проводились расчёты двух автоматических видов наплавки, выбранных исходя из экономических и конструкционных соображений: под плавленым флюсом и вибродуговой.
Автоматическая наплавка может выполняться любым сварочным автоматом, однако удобнее применять специализированное оборудование.
Автоматы для вибродуговой наплавки отличаются от обычных наплавочных автоматов наличием вибратора и жидкостного охлаждения.
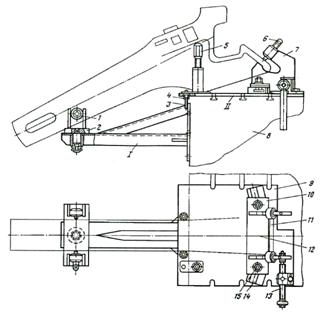
В качестве оборудования в данной работе для вибродуговой наплавки выбран автомат А – 874.
Автомат А – 874Н является наиболее совершенным аппаратом для наплавки. Этот автомат самоходного типа, предназначенный для выполнения самых различных работ при наплавке тел вращения, плоских деталей и изделий сложной формы. Большие технологические возможности автомата обеспечиваются комплектом сменных узлов и приставок применительно к различным случаям наплавки и электрической схемой, позволяющей вести наплавку с постоянной скоростью скоростью подачи, а также с автоматическим регулированием этого напряжения. Для этой цели в схеме использован универсальный привод.
Для автоматической наплавки под флюсом в качестве оборудования выбран сварочный автомат АДФ-800.
АДФ-800 предназначен для сварки и наплавки электродной проволокой под флюсом изделий из малоуглеродистых сталей. Представляет собой самоходное устройство, в котором подача сварочной проволоки, перемещение, и защита дуги происходит автоматически по определенной программе. В процессе работы трактор передвигается по изделию или по уложенной на нем направляющей линейке.Оборудование для наплавочных работ было выбрано по напряжению и току. Автомат на наплавки под флюсом имеет цену 70000 руб., для вибродуговой сварки автомат А-874Н стоит 75000 руб.
Похожие работы
... ); Годовая программа участка, расчет рабочей силы и штатное расписание ежегодно корректируется. Выше перечислены нормы времени на ремонт колесных пар, взяты из технического процесса работы колесно-роликового цеха Вагонного депо Санкт-Петербург пассажирский Московский Октябрьской железной дороги. 3. Технологический процесс ремонта колёсной пары ( при полном освидетельствовании ). ...




... оси и одного или двух колес СОК То же Опробование на сдвиг одной или двух ступиц колес имеющих признаки ослабления ОС Внутренние грани ободьев ослабевших колес Ремонт колесных пар без смены элементов Обточка поверхности катания колес ОК Внутренняя грань одного из ободьев колес Наплавка одного или двух изношенных гребней колес НГ Внутренняя грань обода ...
... потоков переработки (регенерации) отработанной смазки представлена на листе 6. Вывод. В главе было проанализировано образование и утилизация отхода III класса опасности – отработанной смазки буксовых узлов, образующийся при работе пассажирского вагонного депо Ростов. Был дан анализ существующих методов утилизации отработанных смазочных материалов и разработана технологическая схема и схема ...
... участка. Принимаем процент узлов и деталей, поступающих в ремонт на условиях кооперации из эксплуатационного депо для тележечного участка =30% Принимаем программу для тележечного участка 1000 ед. 2. Совершенствование технологии контроля автосцепочного устройства 2.1 Виды и порядок осмотра автосцепочного устройства Автосцепное устройство подвижного состава должно постоянно находиться ...
0 комментариев