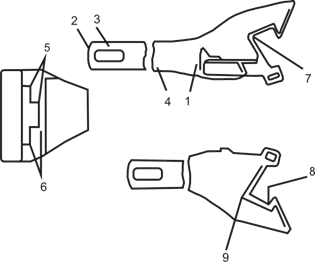
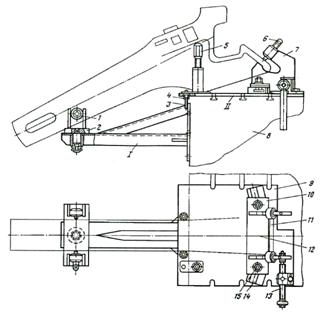
Устройство и конструкция автосцепки СА-3
Работа автосцепки СА-3 (принцип действия)
Срок гарантии автосцепного устройства
Основные неисправности и причины их появления
Подготовка к ремонту
Сборка автосцепки СА-3
Организация рабочего места
Техника безопасности при осмотре и ремонте
Сравнительная стоимость ремонта, изготовление, приобретение нового узла
Навигация
Подготовка к ремонту
Технология ремонта автосцепки СА-3
57647
знаков
4
таблицы
13
изображений
2.3 Подготовка к ремонту
Ремонт и проверка автосцепного устройства подвижного состава производятся в контрольных пунктах автосцепки (КПА) депо и отделениях по ремонту автосцепки вагоно- и локомотиворемонтных заводов, имеющих специальные удостоверения установленной формы, выдаваемые Департаментом вагонного хозяйства (ЦВ) МПС России.
Размещение технологической оснастки в пунктах ремонта автосцепного устройства должно обеспечивать выполнение требований настоящей Инструкции, а также техники безопасности и промышленной санитарии.
Контрольные пункты автосцепки депо и отделения ремонтных заводов должны иметь необходимую технологическую оснастку, два комплекта проверочных и один комплект контрольных шаблонов в соответствии с приложениями 1 и 2 настоящей Инструкции. Шаблоны должны соответствовать действующим техническим требованиям, утвержденным ЦВ МПС. Шаблоны проверяются на ремонтных предприятиях не реже одного раза в год с постановкой даты проверки согласно Методическим указаниям контроля СДК для автосцепных устройств вагонов РД 32 ЦВ-ЦЛ 027—91.
При полном осмотре съемные узлы и детали автосцепного устройства снимают с подвижного состава независимо от их и направляют в КПА или отделение по ремонту автосцепки завода для проверки и ремонта в соответствии с требованиями, изложенными в главе 2 настоящей Инструкции. К несъемным деталям автосцепного устройства относятся: ударная розетка, передние и задние упоры, располагающиеся на хребтовой балке, детали расцепного привода (фиксирующий кронштейн, кронштейн и расцепной рычаг). Ремонт и проверку несъемных деталей производят на подвижном составе, за исключением случаев, требующих их демонтажа.
Детали автосцепного устройства, снятые с подвижного состава и подлежащие проверке и ремонту, должны быть очищены от грязи средствами, имеющимися в распоряжении пункта ремонта. После очистки корпус автосцепки, тяговый хомут, клин (валик) тягового хомута, маятниковые подвески центрирующего прибора, болты паровозной розетки должны быть подвергнуты неразрушающему контролю. Стяжной болт поглощающего аппарата, опорную пластину поглощающих аппаратов ПМК-110А и ПМК-110К-23 подвергают неразрушающему контролю только после их ремонта сваркой.
2.4 Разборка механизма автосцепки СА-3
Разборка механизма автосцепки СА-3 осуществляется в следующей последовательности: разъединяют цепь расцепного привода, освобождают расцепной механизм, затем вытаскивают запорный болт. Вытаскивают валик подъемника через отверстие в стенке корпуса, вытаскивают из корпуса замок с предохранителем. Затем снимают с полочки и извлекают замкодержатель. Далее с опоры стенки корпуса снимают подъемник.
При деповском ремонте вагона разборке подлежат только неисправные поглощающие аппараты, при капитальном ремонте все аппараты должны быть разобраны.
2.5 Ремонт автосцепки СА-3
Изгибы хвостовика корпуса автосцепки и уширение зева ремонтируют правкой.
Для определения величины изгиба корпус подлежит разметке.
Для этого находят и обозначают середину хвостовика на расстоянии 20 мм от упора, а также в средней части и на торце. Затем соединяют линией точки, обозначающие середину хвостовика. Изгибом является отклонение указанной линии от середины хвостовика в его средней части.
Правке подлежат изгибы более 3 мм как в вертикальной, так и в горизонтальной плоскостях. Если в зонах изгибов имеются заваренные или не заваренные трещины, то корпус подлежит сдаче в металлолом.
Правку выполняют с предварительным нагревом до температуры 800 – 850°C с выдержкой в печи не менее 1 часа для равномерного прогрева корпуса. Заканчивать правку необходимо при температуре выправляемых зон не менее 650°C для предотвращения образования термических трещин.
Правку производят на специализированных гидравлических прессах. При устранении уширения зева в корпус вставляют ограничитель, исключающий сужение зева больше нормы.
Охлаждение корпусов производят в помещениях при отсутствии сквозняков, не применяя воду или другую охлаждающую среду.
Трещины и износы, выявленные в корпусе автосцепки, ремонтируют сваркой и наплавкой. Разрешается при всех видах ремонта вагонов:
- заваривать вертикальные трещины сверху и снизу в углах зева, если они не выходят за положение верхнего или нижнего зуба;
- заваривать трещины в углах окон для замка и замкодержателя, если после разделки трещины в верхней части не выходят на горизонтальную поверхность головы и за положение верхнего ребра со стороны большого зуба, а в нижней части имеют длину не более 20 мм;
- вырубать трещины глубиной до 5 мм в хвостовике корпуса с плавным переходом на поверхность без заварки. Трещины перемычки глубиной не более 8 мм можно заваривать при условии, что после их разделки толщина перемычки будет не менее 40 мм;
- заваривать трещину перемычки между отверстиями для направляющего зуба и сигнального отростка замка, если трещина не выходит на вертикальную стенку корпуса;
- заваривать трещину хвостовика автосцепки. Общая длина ремонтируемых трещин хвостовика в зоне от упора до передней кромки отверстия для клина не более 100 мм у корпусов, проработавших свыше 20 лет и более 150 мм для остальных корпусов;
- наплавлять изношенные поверхности 6 контура зацепления так чтобы сварочные швы не доходили до мест закруглений ближе 15 мм.
Переход от отремонтированной наплавкой ударной поверхности стенок зева к неизношенной должен быть плавным, по длине не менее 15 мм. Твердость наплавленного металла ударно-тяговых поверхностей должна быть не менее 250 НВ для грузовых вагонов и не менее 450 НВ для пассажирских и рефрижераторных. Для обеспечения необходимой твердости наплавку следует выполнять электродами ОЗН-400, порошковой проволокой ПП-ТН350, ПП-ТН500 или пластичными электродами с использованием легирующих присадок.
Разрешается при всех видах ремонта:
- наплавлять поверхности корпуса, соприкасающиеся при работе с центрирующей болочкой, тяговым хомутом, ударной розеткой и клином тягового хомута при износе более 3 мм, но не более 8 мм;
- наплавлять изношенную полочку предохранителя и шип для замкодержателя или приваривать новые в случае их излома;
- наплавлять оба изношенных отверстия для валика подъемника;
- наплавлять места опоры стенки замкодержателя на корпус, нижней перемычки в окне для замка и задней наклонной части дна карманов;
- наплавлять изношенный торец хвостовика, если его длина менее 645 мм для автосцепки СА-3 и менее 654 мм для автосцепки СА-3М;
- наплавлять изношенную перемычку хвостовика, если ее толщина в средней части не менее 40мм – для СА-3М.
Разделка кромок трещин производится с применением ручного или пневматического зубила, электродуговой или газокислородной резкой. При ремонте трещин в зеве необходим подогрев головы автосцепки до температуры 250 – 300°C, что улучшает качество наплавленного металла и снижает термические напряжения.
Ограничители вертикальных перемещений вагонов не должны иметь изгибов и износов более 5 мм. Автосцепки вагонов для перевозки опасных грузов оборудованы как нижними, так и верхним ограничителями.
В деталях механизма автосцепки при всех видах ремонта вагонов разрешается:
У замка наплавка изношенной поверхности замыкающей части , овального отверстия при износе не более 8 мм, направляющего зуба , поверхности радиальной опоры, шипа для предохранителя. В случае излома шипа или сигнального отростка допускается их приварка. Твердость направленного металла замыкающей части замка должна быть не менее 250 НВ, а для пассажирских и рефрижераторных вагонов – не менее 400 – 450 НВ. Замыкающие части замков рекомендуется упрочнять контактно -дуговой сваркой, что значительно повышает их износостойкость. Упрочнение замка происходит в результате воздействия электрической дуги и переноса на замыкающую часть материала электрода, в качестве которого используют роликовые подшипники из стали ШХ-15СГ;
У замкодержателя заваривать не более одной трещины; наплавлять изношенные поверхности противовеса , отверстия , лапы , расцепного угла ; править погнутые детали в нагретом состоянии до температуры 820 – 900°C;
В предохранителе замка наплавлять износы верхнего плеча и отверстия под шип замка , править изгибы плеч в нагретом состоянии;
В подъемнике замка наплавлять изношенные поверхности широкого пальца , узкого пальца , квадратного отверстия ;
У валика подъемника наплавлять изношенные поверхности квадрата, цилиндрические поверхности и стенки паза болта.
Обработка наплавленных поверхностей деталей автосцепки производится с применением фрезерных, строгальных станков, шлифовальных машинок и специализированной оснастки.
Правку погнутых деталей механизма осуществляют с использованием специальных штампов.
После ремонта детали и автосцепки в сборе проверяют шаблонами и в случае соответствия ее требованиям приемки, валик подъемника закрепляют болтом с гайкой, под головку болта и гайку ставят фасовочные шайбы, которые загибают на головку болта и гайку.
Похожие работы
... остаточным магнетизмом, могут длительное время притягивать к себе продукты истирания, которые могут вызвать повышенный абразивный износ. Поэтому указанные детали обязательно размагничивают. Вопрос 3. Опишите технологию ремонта и испытания редукторного привода от торца шейки оси (ТРКП) Проверку, ремонт и испытания приводов выполняют в соответствии с требованиями технических указаний. В ...
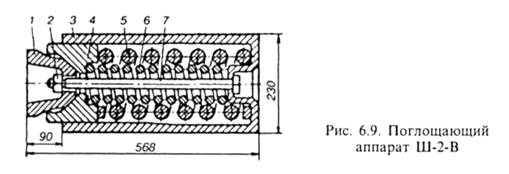

... наружная 395 мм, внутренняя 362 мм, пружина с изломом оттянутого конца 1/3 длины окружности. 4. Схема технологического процесса ремонта поглощающего аппарата Предварительный осмотр поглощающего аппарата После снятия поглощающего аппарата с вагона производится очистка. Очистка производится вручную железной щёткой и 10% раствором спирта. После очистки ...
... участка. Принимаем процент узлов и деталей, поступающих в ремонт на условиях кооперации из эксплуатационного депо для тележечного участка =30% Принимаем программу для тележечного участка 1000 ед. 2. Совершенствование технологии контроля автосцепочного устройства 2.1 Виды и порядок осмотра автосцепочного устройства Автосцепное устройство подвижного состава должно постоянно находиться ...
... износы при перемещении вагонов, исключить возможность саморасцепов и увеличить межремонтные сроки. 4. БЕЗОПАСНОСТЬ И ЭКОЛОГИЧНОСТЬ РЕШЕНИЙ ПРОЕКТА 4.1 Обеспечение безопасности работ на контрольном пункте автосцепки Ремонт пассажирских вагонов производят в вагонном депо, специализирующимся на ремонте цельнометаллических вагонов, в соответствии с руководством и инструкциями по деповскому ...
0 комментариев